一种直线度检测方法与流程
本发明涉及直线度检测,特别涉及一种直线度检测方法。
背景技术:
1、直线度是用于衡量工件品质的重要参数之一,目前主要包括人工检测和激光检测两种方法,但是在检测过程中分别存在如下缺陷:
2、其一,人工检测:一般包括鱼线检测、塞规检测等,其工作效率低、成本高,其中一些检测方法甚至需要对产品进行破坏性测试,并且人工操作会因人员状态对检测结果造成不可预知的影响,适用性差;
3、其二,激光检测:功能局限,只能检测出物料是否满足客户需求直线度,无法对超限区域或点进行标注显示,不方便设备调整。
4、因此本发明研制了一种直线度检测方法,以解决现有技术中存在的问题。
技术实现思路
1、本发明目的是:提供一种直线度检测方法,以解决现有技术中传统检测方法精度低、适应性差且功能性差的问题。
2、本发明的技术方案是:一种直线度检测方法,用于在物料沿预设的第一方向匀速运动过程中检测其外缘直线度,所述物料上方定点位置处设置有取像相机,所述检测方法具体如下:
3、s1、获取图像并建立坐标系,取像相机采集视野范围内对应的物料首张图像,并基于所述首张图像建立二维坐标系;其中,平行于第一方向为x轴,垂直于第一方向为y轴;并确定首张图像中,沿第一方向对应的边缘两点坐标;
4、s2、基于步骤s1中获取到的两点坐标,确定所述取像相机的取像频率;
5、s3、取像相机按照所述取像频率继续取像,之后重复上述步骤s2;进而获取若干参照图像,并在所述二维坐标系下确定每张所述参照图像沿第一方向对应的边缘两点坐标;
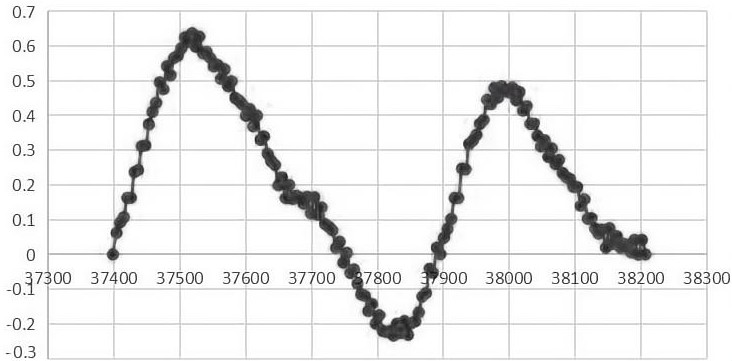
6、s4、基于得到的若干坐标值,确定沿x轴方向和y轴方向的直线轮廓,并计算得到物料外缘的直线度,并通过直线度曲线反馈。
7、优选的,设定s1中两点坐标分别为a(x1,y1),b(x2,y2);由于物料移动速度v、以及a、b两点在x轴方向的距离s1已知,根据公式t1=s1/v确定取像相机下一次取像间隔时间,其中s1=│x2-x1│;
8、之后取像相机在物料运动过程中持续拍摄时,当前参照图像的获取与上一次取像间隔时间为tn-1,并用于确定两点坐标a(xn,yn),b(xn+1,yn+1),其中n为取像次数;当前获取的图片坐标中的a点坐标与上一次获取的图片坐标中的b点坐标一致;同时,在数据库中建立数据表,并将坐标信息同步至数据表内。
9、优选的,每一轮拍摄对应的取像间隔时间tn-1=sn-1/v=│xn-xn-1│/v。
10、优选的,所述s4中,沿x轴方向和y轴方向的直线轮廓的确定,以及直线度曲线采用如下计算方法:
11、获取直线轮廓xn和直线轮廓yn:根据公式xn=v·tn-1+xn-1,得到物料沿x轴的当前移动总距离,即直线轮廓xn;根据公式yn=yn-1+yn+1-yn,得到两点垂直于x轴的偏差值,即直线轮廓yn,并将直线轮廓xn和直线轮廓yn同步至数据表中;
12、绘制直线度曲线:依次将上述计算得到的xn、xn+1、yn、yn+1代入公式y=kn·x+bn中,计算得到斜率kn和截距bn,再将kn和bn带入算法公式中,依次计算得到zn,并同步至数据表中,最后根据xn及zn绘制直线度曲线,得到直线度图表,并通过显示器进行显示。
13、优选的,计算直线轮廓xn和直线轮廓yn时,n≥2,且x1=0,y1=y2-y1。
14、优选的,所述直线度曲线具有供其合理波动的上限值及下限值,当直线度曲线上下波动超出上限值和下限值的区域及点通过图表进行显示。
15、优选的,所述物料沿预设的第一方向匀速运动的移动速度通过编码器实时监测获得。
16、优选的,所述取像相机的数量至少为一个,并且当所述取像相机的数量大于两个时,所述取像相机的中轴线在垂直于物料运动方向的投影面上存在夹角。
17、与现有技术相比,本发明的优点是:
18、(1)本发明用于实现物料在生产过程中的在线直线度检测,并能对物料的直线度进行实时显示,方便对后续产品进行在线调整,减少残次品的出现,并减少损耗及生产成本。
19、(2)本发明所采用的测量方式无需对物料进行裁切,相较于传统塞规式检测,无需进行试生产,即可通过数据展现出设备所生成产品的实际直线度,降低设备前期所需成本。
20、(3)相较于人工检测,本方法采用的取像相机可直接架设在产线上进行检测,无需单设工位,在人力及现场设备方面均具有优势,并且相较于人工检测精度及效率更高。
21、(4)相较于激光检测,本发明所涉及的检测方法不仅能显示产品是否满足规定直线度,并且能将直线度超出规定范围的区域及点在图表中显示,方便使用者寻找直线度超出范围的原因,帮助使用者及时进行生产设备调整。
技术特征:
1.一种直线度检测方法,其特征在于:用于在物料沿预设的第一方向匀速运动过程中检测其外缘直线度,所述物料上方定点位置处设置有取像相机,所述检测方法具体如下:
2.根据权利要求1所述的一种直线度检测方法,其特征在于:
3.根据权利要求2所述的一种直线度检测方法,其特征在于:每一轮拍摄对应的取像间隔时间tn-1=sn-1/v=│xn-xn-1│/v。
4.根据权利要求3所述的一种直线度检测方法,其特征在于:所述s4中,沿x轴方向和y轴方向的直线轮廓的确定,以及直线度曲线采用如下计算方法:
5.根据权利要求4所述的一种直线度检测方法,其特征在于:计算直线轮廓xn和直线轮廓yn时,n≥2,且x1=0,y1=y2-y1。
6.根据权利要求4所述的一种直线度检测方法,其特征在于:所述直线度曲线具有供其合理波动的上限值及下限值,当直线度曲线上下波动超出上限值和下限值的区域及点通过图表进行显示。
7.根据权利要求1所述的一种直线度检测方法,其特征在于:所述物料沿预设的第一方向匀速运动的移动速度通过编码器实时监测获得。
8.根据权利要求1所述的一种直线度检测方法,其特征在于:所述取像相机的数量至少为一个,并且当所述取像相机的数量大于两个时,所述取像相机的中轴线在垂直于物料运动方向的投影面上存在夹角。
技术总结
本发明涉及直线度检测技术领域,特别涉及一种直线度检测方法,包括S1、获取图像并建立坐标系,取像相机采集视野范围内对应的物料首张图像,并基于所述首张图像建立二维坐标系,并确定首张图像中,沿第一方向对应的边缘两点坐标;S2、基于步骤S1中获取到的两点坐标,确定所述取像相机的取像频率;S3、取像相机按照所述取像频率继续取像,之后重复上述步骤S2;S4、基于得到的若干坐标值,确定沿x轴方向和y轴方向的直线轮廓,并计算得到物料外缘的直线度,并通过直线度曲线反馈;本发明能对物料的直线度进行实时显示,方便对后续产品进行在线调整,减少残次品的出现,并减少损耗及生产成本。
技术研发人员:张鸣
受保护的技术使用者:苏州墨象视觉科技有限公司
技术研发日:
技术公布日:2024/7/9
- 还没有人留言评论。精彩留言会获得点赞!