拉杆锻造用成品检测装置的制作方法
本发明涉及拉杆锻造,具体为拉杆锻造用成品检测装置。
背景技术:
1、拉杆采用锻造工艺生成,通常拉杆包括拉杆端头和拉杆本体,其中拉杆端头上通常开设有用于实现拉杆在使用场景下转动功能的转动槽,拉杆在使用时,其端头需要与插拔销进行若干次摩擦,以实现对拉杆的转动。
2、拉杆在锻造生成后,需要确定拉杆的质量,所以需要对生产的拉杆进行检测,其检测方法包括有机械动态检测,用于评估拉杆成品在动态载荷下的性能,如拉杆的疲劳强度测试,用于对生产出的拉杆进行抽样检测,获取该批次拉杆的大致质量范围。
3、在现有技术中,在对拉杆进行抽样检测时,通过对拉杆本体施加摆锤撞击力,使得对拉杆的形变程度进行监控,以此判断该拉杆的抗形变质量。拉杆端头在实际使用时,拉杆端头会和插拔销进行若干次的摩擦,对于不同质量的拉杆端头,其摩擦的周期和摩擦的效果不同,不能够对拉杆端头的使用寿命进行检测。
技术实现思路
1、本发明的目的在于提供了拉杆锻造用成品检测装置。
2、本发明所解决的技术问题为:解决现有技术中,对于锻造成型的拉杆进行检测时,不能够对拉杆端头进行摩擦检测,造成对于拉杆质量不能够精准获取的问题。
3、本发明可以通过以下技术方案实现:拉杆锻造用成品检测装置,包括用于对拉杆本体进行夹持固定的限位机构,还包括用于对拉杆本体上转动槽内壁进行打磨的打磨端头,打磨端头安装在移动组件的输出端。
4、本发明的进一步技术改进在于:打磨端头固定在打磨杆上,打磨杆和安装座滑动连接,安装座和打磨杆的端部之间固定有安装弹簧,安装弹簧为拉簧。
5、本发明的进一步技术改进在于:安装座安装在缓冲组件的输出端,缓冲组件侧边固定有移动推杆,移动推杆和限位弧板滑动连接,且移动推杆的移动路线为弧形。
6、本发明的进一步技术改进在于:缓冲组件包括缓冲固定座和缓冲滑动座,缓冲固定座和缓冲滑动座滑动连接,且缓冲固定座和缓冲滑动座之间设置有缓冲弹簧,缓冲固定座和移动推杆固定连接,缓冲滑动座和安装座固定连接。
7、本发明的进一步技术改进在于:打磨杆上滑动设置有轴承,且轴承固定安装在推动杆上,推动杆转动安装在移动杆上,移动杆固定在移动盘远离中心的位置上,移动盘由驱动电机驱动。
8、本发明的进一步技术改进在于:限位机构包括用于对拉杆本体的头部进行限位的头部限位组件和用于对拉杆本体的端部进行限位的端部限位组件,头部限位组件和端部限位组件之间的距离可调。
9、本发明的进一步技术改进在于:头部限位组件和端部限位组件分别安装在调整伸缩杆的输出端和固定端,且头部限位组件和端部限位组件滑动连接。
10、本发明的进一步技术改进在于:头部限位组件包括头部夹持板,头部夹持板的位置可调,且头部夹持板的夹持面呈平面。
11、本发明的进一步技术改进在于:端部限位组件包括夹持限位板,夹持限位板的位置可调,且夹持限位板的夹持面呈弧面。
12、与现有技术相比,本发明具备以下有益效果:
13、1、本申请利用限位机构对拉杆本体的位置进行固定,保证拉杆本体的稳定性,随后通过采用打磨端头的存在,使得利用打磨端头对拉杆本体上的转动槽内壁进行打磨,利用移动组件控制打磨端头进行移动,对转动槽的内壁进行充分的打磨,从而能够对拉杆端头进行摩擦检测,根据转动槽的形变,判断摩擦对转动槽造成的影响,从而对拉杆本体的质量进行评估,从而得到拉杆本体的大概使用寿命,解决现有技术中不能够对拉杆质量进行精准获取的问题。
14、2、本申请通过采用移动推杆和限位弧板滑动连接,使得能够控制打磨端头的移动路径,该移动路径为弧形,能够适应转动槽的圆孔形状,对转动槽进行往复打磨,且本申请中采用有缓冲组件,使得当对于不同尺寸的转动槽时,通过缓冲组件进行微量调整打磨端头的位置,使得能够对不同尺寸的转动槽进行打磨检测,从而能够得到较为精准的拉杆质量检测数据。
15、3、本申请通过利用头部限位组件对拉杆本体的头部进行夹持固定,利用端部限位组件对拉杆本体的端部进行夹持限位,实现了对拉杆本体位置的限定,在本申请中,头部限位组件和端部限位组件分别安装在调整伸缩杆的输出端和固定端,能够根据拉杆本体的长度调整头部限位组件和端部限位组件之间的距离,从而能够对多尺寸的拉杆本体进行检测,同时由于头部限位组件和端部限位组件之间存在较长的距离,此时拉杆本体的中间呈悬空状态,可以通过摆锤的撞击,能够对拉杆本体接受摆锤撞击力进行检测,判断拉杆本体产生形变时承受的撞击力,从而能够进一步对拉杆质量进行检测获取。
技术特征:
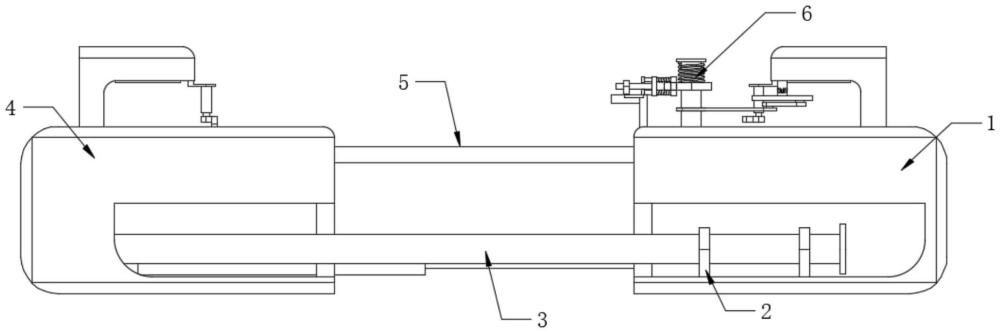
1.拉杆锻造用成品检测装置,包括用于对拉杆本体(5)进行夹持固定的限位机构,其特征在于:还包括用于对拉杆本体(5)上转动槽内壁进行打磨的打磨端头(610),所述打磨端头(610)安装在移动组件的输出端。
2.根据权利要求1所述的拉杆锻造用成品检测装置,其特征在于,所述打磨端头(610)固定在打磨杆(68)上,所述打磨杆(68)和安装座(66)滑动连接,所述安装座(66)和打磨杆(68)的端部之间固定有安装弹簧(67),所述安装弹簧(67)为拉簧。
3.根据权利要求2所述的拉杆锻造用成品检测装置,其特征在于,所述安装座(66)安装在缓冲组件(65)的输出端,所述缓冲组件(65)侧边固定有移动推杆(64),所述移动推杆(64)和限位弧板(62)滑动连接,且所述移动推杆(64)的移动路线为弧形。
4.根据权利要求3所述的拉杆锻造用成品检测装置,其特征在于,所述缓冲组件(65)包括缓冲固定座(651)和缓冲滑动座(652),所述缓冲固定座(651)和缓冲滑动座(652)滑动连接,且所述缓冲固定座(651)和缓冲滑动座(652)之间设置有缓冲弹簧(654),所述缓冲固定座(651)和移动推杆(64)固定连接,所述缓冲滑动座(652)和安装座(66)固定连接。
5.根据权利要求2所述的拉杆锻造用成品检测装置,其特征在于,所述打磨杆(68)上滑动设置有轴承,且所述轴承固定安装在推动杆(69)上,所述推动杆(69)转动安装在移动杆(613)上,所述移动杆(613)固定在移动盘(612)远离中心的位置上,所述移动盘(612)由驱动电机(611)驱动。
6.根据权利要求1所述的拉杆锻造用成品检测装置,其特征在于,所述限位机构包括用于对拉杆本体(5)的头部进行限位的头部限位组件(1)和用于对拉杆本体(5)的端部进行限位的端部限位组件(4),所述头部限位组件(1)和端部限位组件(4)之间的距离可调。
7.根据权利要求6所述的拉杆锻造用成品检测装置,其特征在于,所述头部限位组件(1)和端部限位组件(4)分别安装在调整伸缩杆(8)的输出端和固定端,且所述头部限位组件(1)和端部限位组件(4)滑动连接。
8.根据权利要求6所述的拉杆锻造用成品检测装置,其特征在于,所述头部限位组件(1)包括头部夹持板(12),所述头部夹持板(12)的位置可调,且所述头部夹持板(12)的夹持面呈平面。
9.根据权利要求6所述的拉杆锻造用成品检测装置,其特征在于,所述端部限位组件(4)包括夹持限位板(44),所述夹持限位板(44)的位置可调,且所述夹持限位板(44)的夹持面呈弧面。
技术总结
本发明涉及拉杆锻造用成品检测装置,涉及拉杆锻造技术领域,包括用于对拉杆本体进行夹持固定的限位机构,还包括用于对拉杆本体上转动槽内壁进行打磨的打磨端头,打磨端头安装在移动组件的输出端。本申请利用限位机构对拉杆本体的位置进行固定,保证拉杆本体的稳定性,随后通过采用打磨端头的存在,使得利用打磨端头对拉杆本体上的转动槽内壁进行打磨,利用移动组件控制打磨端头进行移动,对转动槽的内壁进行充分的打磨,从而能够对拉杆端头进行摩擦检测,根据转动槽的形变,判断摩擦对转动槽造成的影响,从而对拉杆本体的质量进行评估,从而得到拉杆本体的大概使用寿命,解决现有技术中不能够对拉杆质量进行精准获取的问题。
技术研发人员:胡冰,高少华,程曙光
受保护的技术使用者:绩溪县燎原金属制品有限公司
技术研发日:
技术公布日:2024/9/26
- 还没有人留言评论。精彩留言会获得点赞!