一种poe热缩包装膜宽度检测装置的制作方法
本发明涉及检测装置,具体为一种poe热缩包装膜宽度检测装置。
背景技术:
1、随着包装行业的快速发展,对包装膜的质量和性能要求也越来越高,poe(polyolefin elastomer,聚烯烃弹性体)热缩包装膜作为一种常用的包装材料,因其优异的收缩性、透明度和柔韧性,在食品、医药、电子等领域得到了广泛应用,然而,在包装膜的生产和使用过程中,宽度的一致性对于保证包装效果和产品质量至关重要;
2、目前,市场上存在一些用于检测poe热缩包装膜宽度的装置,这些装置大多采用机械或光电传感器来测量包装膜的宽度,然而,这些现有技术存在以下缺陷:
3、精度不足:由于包装膜在生产过程中可能存在表面不平整、有皱纹等问题,这些缺陷会直接影响宽度检测的准确性,传统的宽度检测装置往往无法有效地处理这些问题,导致检测结果存在误差。
技术实现思路
1、针对现有技术的不足,本发明提供了一种poe热缩包装膜宽度检测装置,解决了背景技术中所提及的技术问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种poe热缩包装膜宽度检测装置,包括基座、安装在基座上的包装膜与激光测距仪本体,基座内侧端固定连接有固定架,固定架两侧设置有移动架,移动架上设置有用于对包装膜检测位置进行抚平处理的抚平组件,抚平组件内侧端设置有控制组件,且激光测距仪本体安装在抚平组件上;
3、抚平组件包括安装在控制组件上的u型框,u型框内侧端设置有定位轴,且定位轴上设置有伸缩架,伸缩架一侧设置有控制框、另一侧设置有连接框,连接框内侧端通过扭簧转动连接有对包装膜检测处位置进行抚平处理的抚平板。
4、作为本技术方案的进一步优选,u型框两侧开设有横槽,横槽内固定连接有第一滑杆,且控制框滑动安装在第一滑杆上,控制框外侧端设置有套设在第一滑杆上的第二阻尼弹簧,控制框内侧端设置有导向滑轮。
5、作为本技术方案的进一步优选,抚平板顶部固定连接有滑行杆,连接框顶部固定连接有支撑杆,且激光测距仪本体安装在支撑杆顶部内侧,支撑杆底部与u型框滑动连接,支撑杆顶部固定连接有梯形块。
6、作为本技术方案的进一步优选,控制组件包括固定安装在基座内侧两端的横杆,横杆顶部固定安装有正反电机,正反电机的输出端固定连接有丝杆,丝杆转动安装在横杆上,丝杆一侧设置有固定安装在横杆上的第二滑杆,丝杆、第二滑杆上设置有升降架,且升降架与u型框固定连接,升降架内侧端设置有夹持件。
7、作为本技术方案的进一步优选,升降架与丝杆螺纹连接,升降架与第二滑杆滑动连接。
8、作为本技术方案的进一步优选,夹持件包括固定安装在升降架上的安装框,安装框内侧端通过扭簧连接设置有固定夹。
9、作为本技术方案的进一步优选,安装框两端开设有升降槽,升降槽内侧滑动连接有升降块,升降块上固定连接有推动杆,推动杆内侧端与固定夹外壁贴合滑动、外侧端与梯形块、支撑杆贴合滑动。
10、作为本技术方案的进一步优选,安装框底端两侧固定连接有导向架,导向架底端开设有导向槽,且滑行杆滑动安装在导向槽内。
11、作为本技术方案的进一步优选,导向槽包括两端的横槽以及两侧连接两个横槽的弧形槽。
12、作为本技术方案的进一步优选,固定架一侧固定连接有支撑板,固定架内侧上端开设有倾斜槽,且两个导向滑轮位于支撑板的两侧并位于固定架、倾斜槽上滑动,倾斜槽一侧设置有固定安装在支撑板顶部的竖直板,竖直板顶部两侧通过扭簧转动连接有挡板。
13、与现有技术相比具备以下有益效果:
14、通过抚平组件的轻柔抚平处理,确保了包装膜的表面平整无皱,这不仅提升了包装膜的外观质量,还避免了因表面不平整而可能导致的后续加工问题;包装膜表面的平整性直接影响了宽度检测的准确性,抚平处理消除了包装膜上的皱纹和不平整,使得后续的宽度检测更加准确和可靠;抚平组件的自动化操作减少了人工干预的需要,提高了生产线的自动化程度,这不仅提高了生产效率,还降低了生产成本,同时,自动化的抚平处理也减少了人为操作带来的误差,进一步提升了产品质量;通过控制框、定位轴、伸缩架等部件的协同工作,抚平组件能够根据不同的包装膜尺寸和特性进行灵活调整,这种设计使得设备具有较强的适应性和灵活性,能够适应不同生产需求的变化;抚平组件的轻柔处理避免了对包装膜的过度拉伸和损坏,延长了包装膜的使用寿命,同时,设备的自动化操作也减少了因人为操作不当而导致的设备损坏风险。
15、通过夹持件下行至最低位置时,利用固定夹和扭簧的配合对包装膜的两端进行精准的夹持和定位,这种精确的操作确保了包装膜在后续处理过程中的稳定性和准确性;随着升降架的上升,梯形块推动推动杆和固定夹沿安装框向上滑动,自动释放对包装膜端部的夹持,这一自动化过程提高了生产效率,减少了人为操作的繁琐和误差;抚平板在升降架中间位置开始向两侧扩展移动,对包装膜表面进行全面的抚平处理,这一处理确保了包装膜在宽度检测过程中的平整性,避免了折痕和张力对检测结果的影响。
16、通过导向滑轮通过滑动和复位机制,能够精确控制其在倾斜槽中的位置,这种精确的位置控制对于确保包装膜在处理过程中的稳定性和准确性至关重要;导向滑轮的滑动和复位过程为后续的检测处理提供了极大的便利,通过精确控制滑轮的位置,可以确保检测装置能够准确地检测包装膜的各项参数,从而提高检测效率;导向滑轮的精确位置控制有助于减少误差,提高检测的准确性,这对于确保包装膜的质量、满足客户需求具有重要意义。
技术特征:
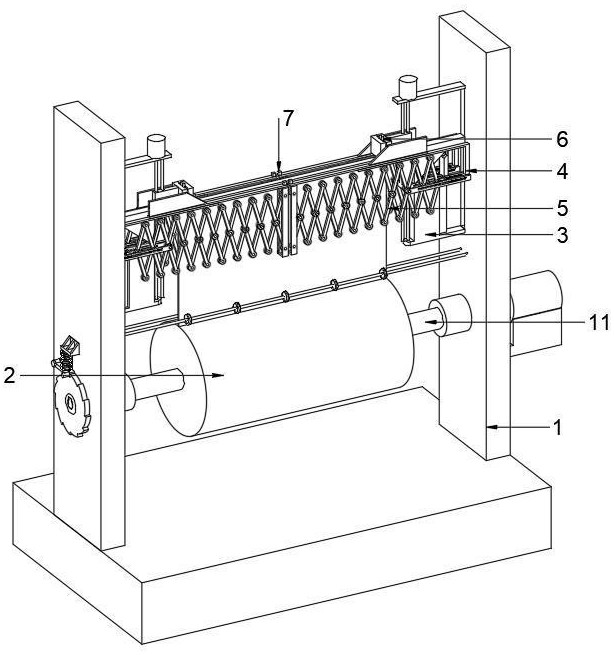
1.一种poe热缩包装膜宽度检测装置,包括基座(1)、安装在基座(1)上的包装膜(2)与激光测距仪本体(7),其特征在于:基座(1)内侧端固定连接有固定架(3),固定架(3)两侧设置有移动架(4),移动架(4)上设置有用于对包装膜(2)检测位置进行抚平处理的抚平组件(5),抚平组件(5)内侧端设置有控制组件(6),且激光测距仪本体(7)安装在抚平组件(5)上;
2.根据权利要求1所述的一种poe热缩包装膜宽度检测装置,其特征在于:u型框(51)两侧开设有横槽(57),横槽(57)内固定连接有第一滑杆(58),且控制框(59)滑动安装在第一滑杆(58)上,控制框(59)外侧端设置有套设在第一滑杆(58)上的第二阻尼弹簧(510),控制框(59)内侧端设置有导向滑轮(511)。
3.根据权利要求2所述的一种poe热缩包装膜宽度检测装置,其特征在于:抚平板(55)顶部固定连接有滑行杆(56),连接框(54)顶部固定连接有支撑杆(512),且激光测距仪本体(7)安装在支撑杆(512)顶部内侧,支撑杆(512)底部与u型框(51)滑动连接,支撑杆(512)顶部固定连接有梯形块(513)。
4.根据权利要求1所述的一种poe热缩包装膜宽度检测装置,其特征在于:控制组件(6)包括固定安装在基座(1)内侧两端的横杆(61),横杆(61)顶部固定安装有正反电机(62),正反电机(62)的输出端固定连接有丝杆(63),丝杆(63)转动安装在横杆(61)上,丝杆(63)一侧设置有固定安装在横杆(61)上的第二滑杆(64),丝杆(63)、第二滑杆(64)上设置有升降架(65),且升降架(65)与u型框(51)固定连接,升降架(65)内侧端设置有夹持件。
5.根据权利要求4所述的一种poe热缩包装膜宽度检测装置,其特征在于:升降架(65)与丝杆(63)螺纹连接,升降架(65)与第二滑杆(64)滑动连接。
6.根据权利要求5所述的一种poe热缩包装膜宽度检测装置,其特征在于:夹持件包括固定安装在升降架(65)上的安装框(66),安装框(66)内侧端通过扭簧连接设置有固定夹(612)。
7.根据权利要求6所述的一种poe热缩包装膜宽度检测装置,其特征在于:安装框(66)两端开设有升降槽(69),升降槽(69)内侧滑动连接有升降块(610),升降块(610)上固定连接有推动杆(611),推动杆(611)内侧端与固定夹(612)外壁贴合滑动、外侧端与梯形块(513)、支撑杆(512)贴合滑动。
8.根据权利要求7所述的一种poe热缩包装膜宽度检测装置,其特征在于:安装框(66)底端两侧固定连接有导向架(67),导向架(67)底端开设有导向槽(68),且滑行杆(56)滑动安装在导向槽(68)内。
9.根据权利要求1所述的一种poe热缩包装膜宽度检测装置,其特征在于:导向槽(68)包括两端的横槽以及两侧连接两个横槽的弧形槽。
10.根据权利要求1所述的一种poe热缩包装膜宽度检测装置,其特征在于:固定架(3)一侧固定连接有支撑板(31),固定架(3)内侧上端开设有倾斜槽(32),且两个导向滑轮(511)位于支撑板(31)的两侧并位于固定架(3)、倾斜槽(32)上滑动,倾斜槽(32)一侧设置有固定安装在支撑板(31)顶部的竖直板(33),竖直板(33)顶部两侧通过扭簧转动连接有挡板(34)。
技术总结
本发明公开了一种poe热缩包装膜宽度检测装置,涉及检测装置技术领域,包括基座、安装在基座上的包装膜与激光测距仪本体,基座内侧端固定连接有固定架,固定架两侧设置有移动架,移动架上设置有用于对包装膜检测位置进行抚平处理的抚平组件,抚平组件内侧端设置有控制组件,且激光测距仪本体安装在抚平组件上。该poe热缩包装膜宽度检测装置,通过抚平组件的轻柔抚平处理,确保了包装膜的表面平整无皱,这不仅提升了包装膜的外观质量,还避免了因表面不平整而可能导致的后续加工问题;包装膜表面的平整性直接影响了宽度检测的准确性,抚平处理消除了包装膜上的皱纹和不平整,使得后续的宽度检测更加准确和可靠。
技术研发人员:刘群,李鹏
受保护的技术使用者:微山县冠杰包装材料有限公司
技术研发日:
技术公布日:2024/8/13
- 还没有人留言评论。精彩留言会获得点赞!