本发明涉及螺纹测量,尤其涉及一种螺纹测量方法。
背景技术:
1、公制螺纹有普通螺纹、梯形螺纹、锯齿形螺纹和方牙螺纹等几种,其中普通螺纹为普通三角螺纹,是在圆柱等工件母体表面上制出的呈螺旋线形、具有特定截面的连续凸起部分,因其自锁性能好、螺纹抗剪强度高、螺纹副小径处有间隙,外螺纹牙根允许有大圆角以减少应力集中,故而被广泛应用于连接和坚固零部件方面。目前在螺纹的实际生产中,由于螺纹大小规格不一,同一件产品中可能有多种规格检的螺纹,并且每种螺纹深度深浅不一,螺纹也不一定都在同一个平面上,因此在螺纹的加工制造中,测量众多的螺纹参数如:螺距p、大径d、中径e、小径b等,是在实际生产检测中必不可少的一个环节。
2、经检索,中国专利申请号为cn201910722963.5的专利,公开了一种螺纹检测设备及螺纹测量方法,螺纹检测设备包括:螺纹检测装置,沿测量架y方向移动,其包括:检测装置和驱动装置;检测装置包括:转盘,多个导杆,每一导杆均穿在转盘上且相对转盘移动和转动,每一导杆连接通止规,在导杆上有第一限位部和第二限位部,第一弹性元件,套在导杆上分别抵靠在第一限位部和转盘上;第一驱动件与转盘连接。上述专利中的螺纹检测设备及螺纹测量方法存在以下不足:利用通止规只能对工件的特定螺纹尺寸进行检测,若检测其他螺纹尺寸则需要在测量机体上更换匹配的通止规,拆装不便,导致测量效率不高。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种螺纹测量方法。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种螺纹测量方法,包括如下步骤:
4、s1:准备待检测螺纹零件,并根据待检测螺纹零件的大小规格选择与之尺寸适配的测量尺具;
5、s2:将待检测螺纹零件的外表面清理干净;
6、s3:调整待检测螺纹零件的螺纹孔与测量尺具保持同一水平面上;
7、s4:使用测量尺具对待检测螺纹零件进行内外螺纹的检测,从而获取螺纹零件的螺纹参数并记录;
8、所述待检测螺纹零件包括外螺纹零件和内螺纹零件;
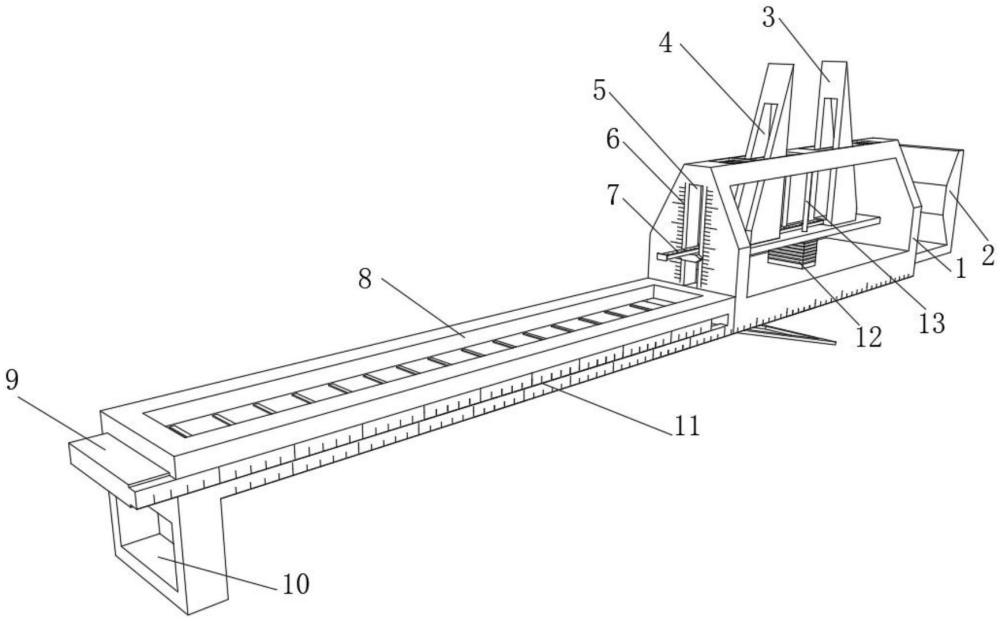
9、所述测量尺具包括锥面空心板,锥面空心板的两端设置有直径测量组件;所述锥面空心板的一侧面设置有深度推挤部件和长度测量部件。
10、优选地:所述直径测量组件包括固定连接于锥面空心板顶端的套板、插设于套板内壁的延长板、固定连接于锥面空心板底端呈‘l’状的底板;
11、所述锥面空心板、套板和延长板的同一侧面均固定有刻度尺b;
12、所述延长板的两侧面均粘接有防滑条;所述套板的一端设置有通口。
13、优选地:所述锥面空心板和套板的底部外壁设置有同一个u型槽,u型槽的内壁滑动连接有移动块,移动块的一侧面设置有u型板。
14、优选地:所述深度推挤部件包括一组固定连接于锥面空心板一侧面上的导柱、套设于一组导柱圆周外壁上的推板、固定连接于推板和锥面空心板相对应一侧面上的弹簧一,且导柱处于弹簧一的包裹范围;
15、所述推板的顶端固定连接有与通槽构成滑动配合的指针。
16、优选地:位于推板上方的所述锥面空心板一侧面设置有通槽,位于通槽两侧的锥面空心板一侧面固定有刻度尺a。
17、优选地:所述长度测量部件包括上下两个依次设置于锥面空心板一侧面上的限位槽、固定连接于限位槽内壁的定向杆、分别插设于两个限位槽内壁的下斜面块和上斜面块、设置于下斜面块和上斜面块顶部面的长槽、设置于两个限位槽内壁的顶撑组;
18、所述下斜面块和上斜面块分别通过长槽套设于定向杆的外壁。
19、优选地:所述顶撑组包括套设于定向杆外壁的弹簧二、设置于限位槽相对应一侧面上的导向槽、滑动连接于两个导向槽内壁的活动板,且活动板的内壁套设于定向杆的外壁,弹簧二的两端分别固定连接于活动板和限位槽的相对应一侧面。
20、优选地:所述下斜面块的顶端固定连接有插设于上斜面块内壁的透明尺杆。
21、优选地:所述外螺纹零件的螺纹参数包括外螺纹零件的外径、螺纹螺距、螺纹牙顶至螺纹牙底的间距、外螺纹零件的螺纹长度;
22、所述内螺纹零件的螺纹参数包括内螺纹零件的外径、内螺纹零件的内径、螺纹螺距、螺纹牙顶至螺纹牙底的间距、内螺纹零件的螺纹深度。
23、本发明的有益效果为:
24、1.本发明,只需要根据待检测螺纹零件的大小规格选择与之尺寸适配的测量尺具,然后进行检测即可获取螺纹零件的螺纹参数,操作方法简单,方便对工件的内外螺纹进行检测,减少更换测量器具的繁琐性,提高测量效率,易于推广。
25、2.本发明,通过设置直径测量组件等结构,可获取内螺纹零件的螺纹区域深度和内径参数,外螺纹零件的螺纹区域长度,以及外螺纹零件或内螺纹零件的外径参数,使用方便。
26、3.本发明,调整测量尺具与待检测螺纹零件处理同一水平线后,将测量尺具向待检测螺纹零件方向推进,直至锥面空心板的外侧面贴合于外螺纹零件的牙顶或内螺纹零件的牙底,此时下斜面块和上斜面块的尖端也会在推板的顶撑下抵接外螺纹零件的牙底或内螺纹零件的牙顶上,故而所检测螺纹零件的螺纹牙顶至螺纹牙底的间距为锥面空心板和下斜面块和/或上斜面块之间的距离,而此距离参数可根据指针对刻度尺a的指数,获取锥面空心板一侧面与推板一侧面之间的间距,然后用下斜面块或上斜面块的整体长度数值先后减去此间距及锥面空心板的外侧壁厚,即可获取外螺纹零件或内螺纹零件中螺纹牙顶至螺纹牙底的间距数值。
27、4.本发明,下斜面块和上斜面块受弹簧二对活动板的顶撑作用,分别顺延定向杆向中间移动,使得下斜面块和上斜面块分别插入任意相邻两个外螺纹零件的牙底或内螺纹零件的牙顶内,随着下斜面块和上斜面块上下间距的大小变化,透明尺杆探出锥面空心板顶端的长度也随之变化,当下斜面块和上斜面块抵接外螺纹零件的牙底或内螺纹零件的牙顶后,人们从测量工具上方观察紧贴透明尺杆的指针指向参数,从而获取检测的螺纹零件的螺纹螺距,操作方便。
技术特征:1.一种螺纹测量方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种螺纹测量方法,其特征在于,所述直径测量组件包括固定连接于锥面空心板(1)顶端的套板(8)、插设于套板(8)内壁的延长板(9)、固定连接于锥面空心板(1)底端呈‘l’状的底板(2);
3.根据权利要求2所述的一种螺纹测量方法,其特征在于,所述锥面空心板(1)和套板(8)的底部外壁设置有同一个u型槽(1802),u型槽(1802)的内壁滑动连接有移动块(18),移动块(18)的一侧面设置有u型板(1801)。
4.根据权利要求1所述的一种螺纹测量方法,其特征在于,所述深度推挤部件包括一组固定连接于锥面空心板(1)一侧面上的导柱(13)、套设于一组导柱(13)圆周外壁上的推板(14)、固定连接于推板(14)和锥面空心板(1)相对应一侧面上的弹簧一(12),且导柱(13)处于弹簧一(12)的包裹范围;
5.根据权利要求4所述的一种螺纹测量方法,其特征在于,位于推板(14)上方的所述锥面空心板(1)一侧面设置有通槽(5),位于通槽(5)两侧的锥面空心板(1)一侧面固定有刻度尺a(6)。
6.根据权利要求1所述的一种螺纹测量方法,其特征在于,所述长度测量部件包括上下两个依次设置于锥面空心板(1)一侧面上的限位槽(17)、固定连接于限位槽(17)内壁的定向杆(16)、分别插设于两个限位槽(17)内壁的下斜面块(3)和上斜面块(4)、设置于下斜面块(3)和上斜面块(4)顶部面的长槽、设置于两个限位槽(17)内壁的顶撑组;
7.根据权利要求6所述的一种螺纹测量方法,其特征在于,所述顶撑组包括套设于定向杆(16)外壁的弹簧二(15)、设置于限位槽(17)相对应一侧面上的导向槽、滑动连接于两个导向槽内壁的活动板(19),且活动板(19)的内壁套设于定向杆(16)的外壁,弹簧二(15)的两端分别固定连接于活动板(19)和限位槽(17)的相对应一侧面。
8.根据权利要求7所述的一种螺纹测量方法,其特征在于,所述下斜面块(3)的顶端固定连接有插设于上斜面块(4)内壁的透明尺杆(7)。
9.根据权利要求1所述的一种螺纹测量方法,其特征在于,所述外螺纹零件(001)的螺纹参数包括外螺纹零件(001)的外径、螺纹螺距、螺纹牙顶至螺纹牙底的间距、外螺纹零件(001)的螺纹长度;
技术总结本发明公开了一种螺纹测量方法,涉及螺纹测量技术领域;为了解决测量效率不高的问题;具体包括如下步骤:准备待检测螺纹零件,并根据待检测螺纹零件的大小规格选择与之尺寸适配的测量尺具;将待检测螺纹零件的外表面清理干净;调整待检测螺纹零件的螺纹孔与测量尺具保持同一水平面上;使用测量尺具对待检测螺纹零件进行内外螺纹的检测,从而获取螺纹零件的螺纹参数并记录;所述待检测螺纹零件包括外螺纹零件和内螺纹零件;所述测量尺具包括锥面空心板,锥面空心板的两端设置有直径测量组件。本发明操作方法简单,方便对工件的内外螺纹进行检测,减少更换测量器具的繁琐性,提高测量效率,易于推广。
技术研发人员:王熔,李林锦,龙丽娜
受保护的技术使用者:湖南星途航空航天器制造有限公司
技术研发日:技术公布日:2024/9/23