用于管片自动拼装的拼装机末端定位精度确定方法与流程
本发明涉及盾构隧道施工,尤其涉及一种用于管片自动拼装的拼装机末端定位精度确定方法。
背景技术:
1、盾构管片自动拼装时,拼装机末端定位控制精度的判定是一个系统性问题,涉及机械结构设计、机械制造精度、结构重载形变、电气控制方法、运动学算法精度、目标位姿识别等。盾构管片自动拼装由于其极高的技术实现难度,至今未有实质性的工程应用成果,但较为统一的技术路径是:基于拼装机运动机理进行建模后开发运动学正逆解算法,并通过运动学正逆解算法结果结合电气控制,实现拼装机末端的空间定位,但该空间定位精度较差。
2、截止目前,暂未有关于拼装机末端定位精度的直接、有效且准确的测定方法,导致拼装机在自动控制条件下末端定位精度判定困难的问题。因此,需要提供一种用于管片自动拼装的拼装机末端定位精度确定方法,能够解决现有技术中拼装机在自动控制条件下末端定位精度判定困难的问题。
技术实现思路
1、本发明的目的在于提供一种用于管片自动拼装的拼装机末端定位精度确定方法,能够解决现有技术中拼装机在自动控制条件下末端定位精度判定困难的问题。
2、本发明是这样实现的:
3、一种用于管片自动拼装的拼装机末端定位精度确定方法,包括以下步骤:
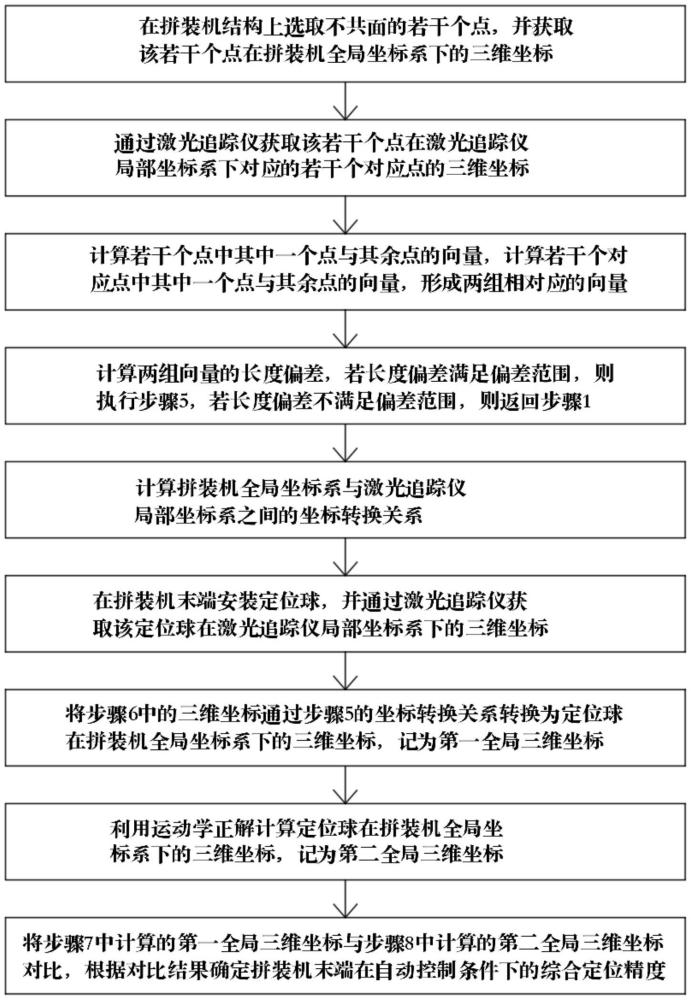
4、步骤1:在拼装机结构上选取不共面的若干个点,并获取该若干个点在拼装机全局坐标系下的三维坐标;
5、步骤2:通过激光追踪仪获取该若干个点在激光追踪仪局部坐标系下对应的若干个对应点的三维坐标;
6、步骤3:计算若干个点中其中一个点与其余点的向量,计算若干个对应点中其中一个点与其余点的向量,形成两组相对应的向量;
7、步骤4:计算两组向量的长度偏差,若长度偏差满足偏差范围,则执行步骤5,若长度偏差不满足偏差范围,则返回步骤1;
8、步骤5:计算拼装机全局坐标系与激光追踪仪局部坐标系之间的坐标转换关系;
9、步骤6:在拼装机末端安装定位球,并通过激光追踪仪获取该定位球在激光追踪仪局部坐标系下的三维坐标;
10、步骤7:将步骤6中的三维坐标通过步骤5的坐标转换关系转换为定位球在拼装机全局坐标系下的三维坐标,记为第一全局三维坐标;
11、步骤8:利用运动学正解计算定位球在拼装机全局坐标系下的三维坐标,记为第二全局三维坐标;
12、步骤9:将步骤7中计算的第一全局三维坐标与步骤8中计算的第二全局三维坐标对比,根据对比结果确定拼装机末端在自动控制条件下的综合定位精度。
13、所述的步骤4中,偏差范围为0.5mm。
14、所述的步骤5中,当若干个点为a、b、c、d时,其对应点为a’、b’、c’、d’,拼装机全局坐标系的若干个点与激光追踪仪局部坐标系的若干个对应点之间符合坐标转换关系,即点a和对应点a’的坐标转换关系为:
15、a=r0×a¢+s0 (1)
16、其中,r0为欧拉变换矩阵;s0为平移变换向量;
17、根据式(1),六个向量之间满足以下关系:
18、
19、其中,欧拉变换矩阵r0可表示为:
20、
21、其中,α、β和γ分别设定为在拼装机全局坐标系下x轴、y轴、z轴对应的三个旋转角度,采用枚举法计算;
22、设定变量每次递增1°,达到最小残差后,提高变量的递增精度进行计算,直至满足精度要求;
23、对残差loss定义如下:
24、
25、获取欧拉变换矩阵r0,将欧拉变换矩阵r0代回式(1)即可求解平移变换向量s0。
26、所述的残差loss的范围为[0,2]。
27、所述的步骤8中,定位球的第二全局三维坐标与拼装机全局坐标系的变换矩阵为
28、t’=tt0 (5)
29、其中,t为拼装机全局坐标系与拼装机末端的坐标系之间的的转换关系矩阵,t0为转换矩阵,t0表示为:
30、
31、其中,p、q、r为拼装机末端坐标系的原点沿其x轴、y轴、z轴平移至定位球所在位置的平移值。
32、所述的步骤9中,综合定位精度的范围为±1.0mm。
33、本发明与现有技术相比,具有以下有益效果:
34、本发明通过对拼装机全局坐标系与激光追踪仪局部坐标系进行坐标转换试验,确保从两个坐标系中获取的数据有效,再通过在拼装机末端安装定位球作为精度测点,将激光追踪仪追踪到的精度测点坐标转换至拼装机全局坐标系中,并与拼装机全局坐标系下的运动学正解进行对比,确定精度测点的综合定位精度,用于判定拼装机在自动控制条件下末端的定位精度,解决了现有技术中拼装机在自动控制条件下末端定位精度判定困难的问题。
技术特征:
1.一种用于管片自动拼装的拼装机末端定位精度确定方法,其特征是:包括以下步骤:
2.根据权利要求1所述的用于管片自动拼装的拼装机末端定位精度确定方法,其特征是:所述的步骤4中,偏差范围为0.5mm。
3.根据权利要求1所述的用于管片自动拼装的拼装机末端定位精度确定方法,其特征是:所述的步骤5中,当若干个点为a、b、c、d时,其对应点为a’、b’、c’、d’,拼装机全局坐标系的若干个点与激光追踪仪局部坐标系的若干个对应点之间符合坐标转换关系,即点a和对应点a’的坐标转换关系为:
4.根据权利要求3所述的用于管片自动拼装的拼装机末端定位精度确定方法,其特征是:所述的残差loss的范围为[0,2]。
5.根据权利要求1所述的用于管片自动拼装的拼装机末端定位精度确定方法,其特征是:所述的步骤8中,定位球的第二全局三维坐标与拼装机全局坐标系的变换矩阵为
6.根据权利要求1所述的用于管片自动拼装的拼装机末端定位精度确定方法,其特征是:所述的步骤9中,综合定位精度的范围为±1.0mm。
技术总结
本发明公开了一种用于管片自动拼装的拼装机末端定位精度确定方法,包括步骤:1、拼装机结构上选不共面的若干个点并获取三维坐标;2、激光追踪仪获取若干个点的对应点的三维坐标;3、计算两组相对应的向量;4、计算两组向量的长度偏差;5、计算拼装机全局坐标系与激光追踪仪局部坐标系的坐标转换关系;6、拼装机末端装定位球,激光追踪仪获取其三维坐标;7、通过坐标转换关系计算定位球的第一全局三维坐标;8、通过运动学正解计算定位球的第二全局三维坐标;9、对比第一全局三维坐标和第二全局三维坐标,确定拼装机末端在自动控制条件下的综合定位精度。本发明能解决现有技术中拼装机在自动控制条件下末端定位精度判定困难的问题。
技术研发人员:朱叶艇,朱雁飞,黄德中,龚卫,吴文斐,马志刚,王祺,范杰,王浩,李超,秦元,庄欠伟,曾语,梁贇露,蔡丹丹,章博雅,潘思
受保护的技术使用者:上海隧道工程有限公司
技术研发日:
技术公布日:2024/11/21
- 还没有人留言评论。精彩留言会获得点赞!