轮毂热处理后自动化硬度检测机的制作方法
本发明涉及轮毂硬度检测,具体为轮毂热处理后自动化硬度检测机。
背景技术:
1、轮毂是现代化交通运输工具的重要组成部件,利用轮毂进行运输工具的底部定位及移动辅助,轮毂在生产制备过程中,为保障其整体构件的强度及抗外界荷载承受能力,需要进行铸造或锻造后的硬度检测,特别是在于轮毂淬火与回火的热处理后,为保障轮毂在使用时的高强度特性,对于热处理后的轮毂构件,需要利用硬度检测机,对其热处理后的强度进行检测筛分。
2、现有的轮毂硬度检测机,在使用时一般利用传输构件如输送带等,进行轮毂的生产线式持续输送,并利用硬度检测机的检测探头,实现输送过程中轮毂自动化检验,但是在实际使用过程中,轮毂处于持续输送过程的相对静止状态,整体构件不会进行自身移动和碰撞,轮毂由于相对静止状态恒定,各部件位置保持相对静置平衡,直接测得硬度数值会出现偏差及误测;
3、在进行硬度检测时,轮毂没有经过动态处理、应力调节,轮毂的热处理后的应力未完全释放,导致轮毂的检测过程中,其检测数值存在较大的误差,因此需要进行硬度检测前的轮毂应力释放,导致轮毂在热处理后不能及时应用于硬度检测工艺上,同时轮毂硬度检测数值误差大。
4、针对上述问题,急需在原有轮毂硬度检测机的基础上进行创新设计。
技术实现思路
1、本发明的目的在于提供轮毂热处理后自动化硬度检测机,以解决上述背景技术提出现有的硬度检测机,需要进行硬度检测前的轮毂应力释放,导致轮毂在热处理后不能及时应用于硬度检测工艺上,同时轮毂硬度检测数值误差大的问题。
2、为实现上述目的,本发明提供如下技术方案:轮毂热处理后自动化硬度检测机,包括:
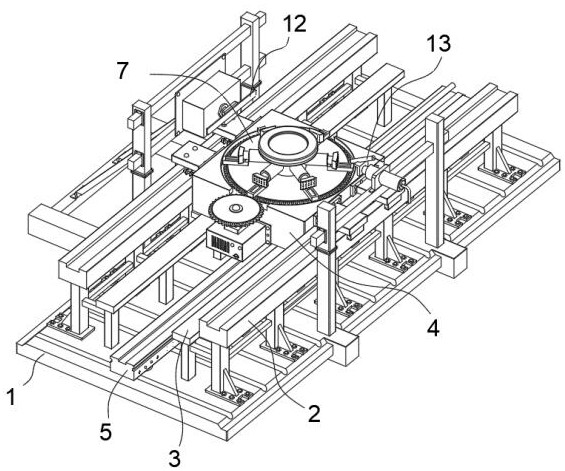
3、检测台,其上平行式固定安装有导向轨和支撑杆件及液压导轨,且导向轨之间滑动安装有定位底座,定位底座的底部固定有移动支座,移动支座与液压导轨滑动连接;
4、还包括:活动底座,其活动安装于所述定位底座的顶部凹槽内,且活动底座的顶部中心处贯穿上固定有支撑台,支撑台边侧安装有液压推杆,液压推杆输出轴末端固定连接有支撑垫块,定位底座侧边安装有电机齿轮组件,电机齿轮组件驱动活动底座旋转,所述移动支座与支撑台及液压推杆内部贯通,移动支座上安装有外接的液压导管;
5、施压组件和检测头,分别设置于检测台的中部左右两侧,施压组件和检测头由液压组件驱动。
6、优选的,所述活动底座与移动支座构成相对旋转结构,且活动底座和移动支座的转动连接处设置有滚珠,并且活动底座的顶部外壁边缘处设置有与电机齿轮组件啮合的齿轮组件。
7、优选的,所述液压推杆在支撑台的侧壁上等角度均匀分布,且支撑台的顶部设置有对轮毂进行支撑的橡胶垫,橡胶垫直径大于支撑台的直径。
8、优选的,所述移动支座与支撑台之间构成贴合的相对旋转结构,且移动支座与支撑台的内部贯通,移动支座通过外接的液压导管实现液压推杆内部油液的液压调节。
9、优选的,所述移动支座双层结构设置,其内层为橡胶软管,外层为外覆弹性管,橡胶软管和外覆弹性管之间分布有内支撑液囊,内支撑液囊底部设置有移动支座上外接液压导管连通的孔道。
10、优选的,所述内支撑液囊嵌入式安装于橡胶软管和外覆弹性管之间,且内支撑液囊呈等角度分布,内支撑液囊中心轴线与移动支座的竖向中心轴线平行分布。
11、优选的,所述液压推杆的外壁设置有第一液压管和第二液压管,第一液压管和第二液压管中部之间活动安装有推动塞杆,并且第一液压管与液压推杆内部之间设置有电磁阀,第二液压管的管端与液压推杆的输出轴末端外壁连接,支撑垫块的内部固定有橡胶内衬。
12、优选的,所述第一液压管和第二液压管横向同轴分布,且第一液压管和第二液压管的内壁分别与推动塞杆的左右两端构成密封贴合的滑动连接。
13、优选的,所述电磁阀实现第一液压管与液压推杆内部的贯通,且电磁阀的下连通口位于液压推杆输出轴内端的左侧,电磁阀的上连通口位于推动塞杆左端的右侧。
14、优选的,所述支撑垫块的中部内凹设置,橡胶内衬位于支撑垫块的中部内凹凹槽中,且支撑垫块的中部内凹底部与第二液压管内部贯通。
15、与现有技术相比,本发明的有益效果是:该轮毂热处理后自动化硬度检测机,实现轮毂热处理的应力快速释放,提高轮毂硬度检测数值的精确性,同时方便轮毂硬度检测效率及稳定性的提高,其具体内容如下:
16、1、通过活动底座及其上的液压推杆安装,利用两者能够对轮毂进行盛接定位,使得轮毂在进行热处理后的硬度检测前,模拟行走移动和外力碰撞,进行应力释放,同时此过程中不会导致轮毂在进行移动时发生定位松动的脱离问题,提高轮毂进行硬度检测时的稳定性及效率;
17、进一步地,利用液压推杆给予轮毂内侧外压力实现轮毂定位的同时,还能够理由油液压力使得液压推杆外侧的推动塞杆进行位置移动改变,利用第一液压管内部的液压改变第二液压管内部的气压,从而通过第二液压管的内部气压与支撑垫块内的橡胶内衬作用,达到轮毂内侧外压力定位同时的吸附定位效果,使得轮毂在后续的应力释放过程中不会定位松动;
18、2、并设置弹性的移动支座使用,移动支座通过液压导轨带动定位底座进行位置移动改变,而在定位底座需要进行定位时,利用移动支座上的外接液压导管,调节液压推杆内部压力的同时,还能够利用液压作用使得橡胶软管与外覆弹性管之间的内支撑液囊发生压力系数膨胀变化,使得移动支座由弹性活动状态转变为膨胀紧绷状态,在上推式外压力作用下,达到定位底座在支撑杆件上稳固定位的效果。
技术特征:
1.轮毂热处理后自动化硬度检测机,包括:
2.根据权利要求1所述的轮毂热处理后自动化硬度检测机,其特征在于:所述活动底座(7)与移动支座(6)构成相对旋转结构,且活动底座(7)和移动支座(6)的转动连接处设置有滚珠,并且活动底座(7)的顶部外壁边缘处设置有与电机齿轮组件(11)啮合的齿轮组件。
3.根据权利要求1所述的轮毂热处理后自动化硬度检测机,其特征在于:所述液压推杆(9)在支撑台(8)的侧壁上等角度均匀分布,且支撑台(8)的顶部设置有对轮毂进行支撑的橡胶垫,橡胶垫直径大于支撑台(8)的直径。
4.根据权利要求1所述的轮毂热处理后自动化硬度检测机,其特征在于:所述液压推杆(9)的外壁设置有第一液压管(901)和第二液压管(902),第一液压管(901)和第二液压管(902)中部之间活动安装有推动塞杆(903),并且第一液压管(901)与液压推杆(9)内部之间设置有电磁阀(904),第二液压管(902)的管端与液压推杆(9)的输出轴末端外壁连接,支撑垫块(10)的内部固定有橡胶内衬(905)。
5.根据权利要求4所述的轮毂热处理后自动化硬度检测机,其特征在于:所述第一液压管(901)和第二液压管(902)横向同轴分布,且第一液压管(901)和第二液压管(902)的内壁分别与推动塞杆(903)的左右两端构成密封贴合的滑动连接。
6.根据权利要求5所述的轮毂热处理后自动化硬度检测机,其特征在于:所述电磁阀(904)实现第一液压管(901)与液压推杆(9)内部的贯通,且电磁阀(904)的下连通口位于液压推杆(9)输出轴内端的左侧,电磁阀(904)的上连通口位于推动塞杆(903)左端的右侧。
7.根据权利要求4所述的轮毂热处理后自动化硬度检测机,其特征在于:所述支撑垫块(10)的中部内凹设置,橡胶内衬(905)位于支撑垫块(10)的中部内凹凹槽中,且支撑垫块(10)的中部内凹底部与第二液压管(902)内部贯通。
技术总结
本发明涉及轮毂硬度检测技术领域,公开了轮毂热处理后自动化硬度检测机,包括:检测台,其上平行式固定安装有导向轨和支撑杆件及液压导轨,且导向轨之间滑动安装有定位底座,定位底座的底部固定有移动支座,移动支座与液压导轨滑动连接;还包括:活动底座,其活动安装于所述定位底座的顶部凹槽内,且活动底座的顶部中心处贯穿上固定有支撑台,支撑台边侧安装有液压推杆,液压推杆输出轴末端固定连接有支撑垫块,定位底座侧边安装有电机齿轮组件,电机齿轮组件驱动活动底座旋转。该轮毂热处理后自动化硬度检测机,实现轮毂热处理的应力快速释放,提高轮毂硬度检测数值的精确性,同时方便轮毂硬度检测效率及稳定性的提高。
技术研发人员:代军迎,陶火焱,安康,刘为
受保护的技术使用者:昆山宇源机电有限公司
技术研发日:
技术公布日:2024/9/19
- 还没有人留言评论。精彩留言会获得点赞!