一种蜂窝测试用预压工装及蜂窝压溃测试方法与流程
本发明涉及材料测试,具体为一种蜂窝测试用预压工装及蜂窝压溃测试方法。
背景技术:
1、铝蜂窝芯主要材料组成为铝箔和胶黏剂,铝蜂窝芯生产过程中存在特殊工艺,因此在批量生产制造过程中需对每批次蜂窝进行多种实验测试。其中一种吸能蜂窝产品的实验测试方法为测试蜂窝芯压溃强度。通过测试蜂窝芯的压溃强度方法和结果显示验证了吸能蜂窝芯表面需要进行预压。
2、压溃强度测试是对蜂窝芯破裂破碎失效的检测,但铝蜂窝芯在这种破碎过程中需要外界能量干预,因此铝蜂窝芯具有一定吸收能量的作用,这种作用在缓冲吸能方面被应用。根据实验规范tp-214d-09文件要求测试蜂窝芯压溃强度,多次测试中发现铝蜂窝芯表面不预压测试结果显示压溃值曲线离散性较大,以此证明了铝蜂窝芯应用在吸能方面中实际的压溃吸能曲线离散性同样较大,不能保证铝蜂窝芯吸能的稳定性。该结果对蜂窝芯压溃强度的评估可能会产生偏差,影响对材料性能的准确判断,验证了蜂窝芯应用于吸能方面需对蜂窝芯表面进行预压。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种蜂窝测试用预压工装及铝蜂窝压溃测试方法,以解决上述背景技术中提出的问题。
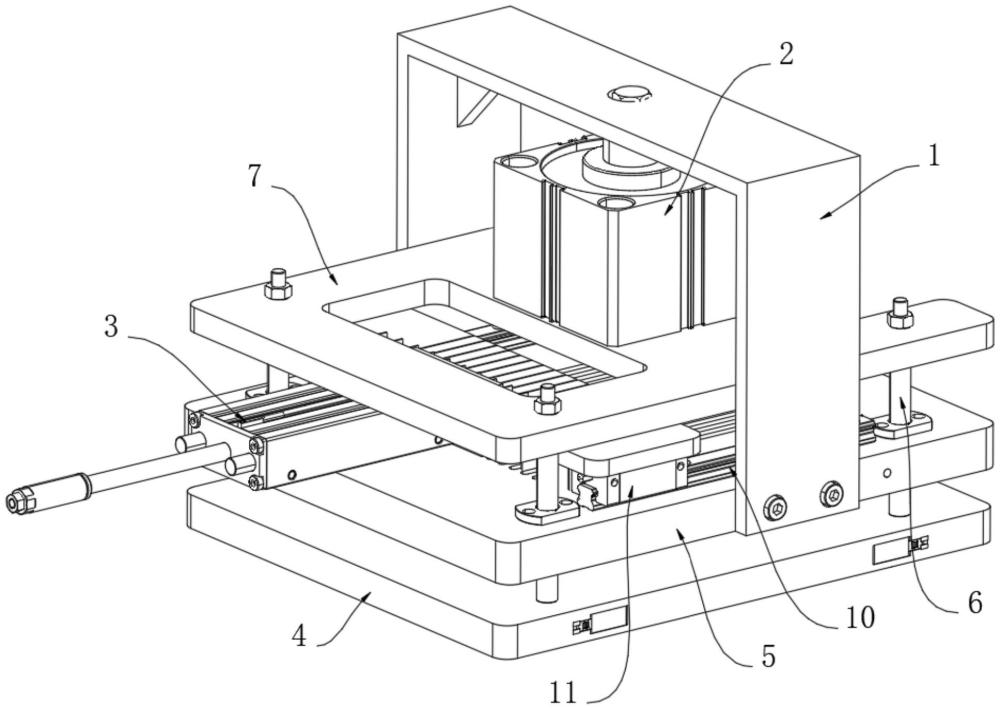
2、为实现上述目的,本发明提供如下技术方案:一种蜂窝测试用预压工装,包括预压用气缸、裁切推进气缸、预压面板、裁切刀片和底座,所述底座上表面的四角部位分别固定连接有四个导柱,四个所述导柱的顶端固定连接有工装主体框架,所述预压用气缸与工装主体框架的上表面固定安装,所述预压用气缸顶端的输出部固定安装气缸架,所述预压面板与气缸架两个纵向臂端的下端固定安装,所述裁切推进气缸与预压面板的上表面固定安装,所述裁切推进气缸的输出部固定连接有工装破坏格栅板,所述工装破坏格栅板的表面固定安装有多个裁切刀片。
3、作为本发明的一种优选技术方案,所述底座上开设有预压槽,多个所述裁切刀片均为双刃结构。
4、作为本发明的一种优选技术方案,所述工装破坏格栅板的两端均固定连接有滑动块,所述预压面板上表面的两端均固定连接有滑动导轨,两个所述滑动块分别与两个所述滑动导轨滑动连接。
5、作为本发明的一种优选技术方案,所述底座的内部为空心结构,所述底座的内部滑动连接有压力抵接块,所述压力抵接块上固定连接有压力承受支架,所述压力承受支架上转动连接有两个支撑轴,所述底座的内部固定连接有两组支撑块,两组所述支撑块的内部均插设有导向架,两个所述导向架的一端均固定连接有受压块,所述受压块的截面形状为梯形,所述底座的内部转动连接有转轴,所述转轴的表面固定连接有顶出片,所述顶出片以转轴为轴心转动,且通过转轴将顶出片分为两段,所述导向架位于远离顶出部复位弹簧的一段,所述顶出片的一端安装有灯珠,所述底座的侧面滑动设置有与顶出片相配合的卡板,所述卡板的一端固定连接有限制部推动弹簧。
6、作为本发明的一种优选技术方案,所述底座的内部设置有顶出部复位弹簧,所述底座的内部固定连接有支撑片,所述顶出部复位弹簧的两端分别与支撑片和顶出片固定连接。
7、作为本发明的一种优选技术方案,所述底座的侧面固定安装有遮挡片。
8、一种用蜂窝测试的预压工装测试蜂窝压溃的测试方法,其测试方法如下:
9、步骤一,根据实验所需,每批次蜂窝芯抽取样块进行压溃强度测试;
10、步骤二,将蜂窝芯设置在预压工装中,对蜂窝芯的表面进行预破坏;
11、步骤三,预破坏完成后,通过预压工装对蜂窝芯的表面进行预压;
12、步骤四,将蜂窝样块在万能试验机上进行压溃强度测试;
13、步骤五,将测试结果进行统计汇总分析。
14、作为本发明的一种优选技术方案,实验裁切的蜂窝芯样块厚度25mm,裁切尺寸152mm*152mm,样块需在整块蜂窝芯面4个区域为304mm*304mm均布取样,每块区域分为4块。
15、与现有技术相比,本发明提供了一种蜂窝测试用预压工装及蜂窝压溃测试方法,具备以下有益效果:
16、1、本发明通过裁切刀片在蜂窝芯的表面往复划过,即可通过裁切刀片对蜂窝芯的表面进行破坏,接着通过预压用气缸继续对蜂窝表面进行往复预压动作,直至蜂窝面被完全预压,再使用5t万能试验机对蜂窝芯剩余未破坏部分进行压溃测试,可以解决测试中蜂窝芯表面不预压测试结果显示压溃值曲线离散性较大的问题,从而验证蜂窝芯在吸能应用方面表面不预压对数据的影响,通过实际应用中使得测试结果稳定,降低对蜂窝芯压溃强度的评估偏差,防止影响对材料性能的准确判断。
17、2、本发明通过使顶出片上有灯珠的一端脱离卡板上的凹槽使灯珠露出,即可通过灯珠是否露出,以及灯珠发出的亮光来判断裁切刀片的锋利度较低,以及时发现和进行更换,可以在裁切刀片长时间使用,裁切刀片出现磨损等原因导致锋利度不够时及时发现并进行更换,防止裁切刀片锋利度不足而导致在裁切蜂窝芯时出现大片撕裂的情况,影响在预压后蜂窝芯表面的均匀性,进一步降低对蜂窝芯压溃强度的评估偏差。
技术特征:
1.一种蜂窝测试用预压工装,其特征在于:包括预压用气缸(2)、裁切推进气缸(3)、预压面板(5)、裁切刀片(9)和底座(4),所述底座(4)上表面的四角部位分别固定连接有四个导柱(6),四个所述导柱(6)的顶端固定连接有工装主体框架(7),所述预压用气缸(2)与工装主体框架(7)的上表面固定安装,所述预压用气缸(2)顶端的输出部固定安装气缸架(1),所述预压面板(5)与气缸架(1)两个纵向臂端的下端固定安装,所述裁切推进气缸(3)与预压面板(5)的上表面固定安装,所述裁切推进气缸(3)的输出部固定连接有工装破坏格栅板(8),所述工装破坏格栅板(8)的表面固定安装有多个裁切刀片(9)。
2.根据权利要求1所述的一种蜂窝测试用预压工装,其特征在于:所述底座(4)上开设有预压槽(12),多个所述裁切刀片(9)均为双刃结构。
3.根据权利要求1所述的一种蜂窝测试用预压工装,其特征在于:所述工装破坏格栅板(8)的两端均固定连接有滑动块(11),所述预压面板(5)上表面的两端均固定连接有滑动导轨(10),两个所述滑动块(11)分别与两个所述滑动导轨(10)滑动连接。
4.根据权利要求1所述的一种蜂窝测试用预压工装,其特征在于:所述底座(4)的内部为空心结构,所述底座(4)的内部滑动连接有压力抵接块(14),所述压力抵接块(14)上固定连接有压力承受支架(15),所述压力承受支架(15)上转动连接有两个支撑轴(16),所述底座(4)的内部固定连接有两组支撑块(19),两组所述支撑块(19)的内部均插设有导向架(18),两个所述导向架(18)的一端均固定连接有受压块(17),所述受压块(17)的截面形状为梯形,所述底座(4)的内部转动连接有转轴(25),所述转轴(25)的表面固定连接有顶出片(13),所述顶出片(13)以转轴(25)为轴心转动,且通过转轴(25)将顶出片(13)分为两段,所述导向架(18)位于远离顶出部复位弹簧(21)的一段,所述顶出片(13)的一端安装有灯珠(26),所述底座(4)的侧面滑动设置有与顶出片(13)相配合的卡板(22),所述卡板(22)的一端固定连接有限制部推动弹簧(24)。
5.根据权利要求4所述的一种蜂窝测试用预压工装,其特征在于:所述底座(4)的内部设置有顶出部复位弹簧(21),所述底座(4)的内部固定连接有支撑片(20),所述顶出部复位弹簧(21)的两端分别与支撑片(20)和顶出片(13)固定连接。
6.根据权利要求4所述的一种蜂窝测试用预压工装,其特征在于:所述底座(4)的侧面固定安装有遮挡片(23)。
7.一种用蜂窝测试的预压工装测试蜂窝压溃的测试方法,其测试方法如下:
8.根据权利要求7所述的一种用蜂窝测试的预压工装测试蜂窝压溃的测试方法,其特征在于:实验裁切的蜂窝芯样块厚度25mm,裁切尺寸152mm*152mm,样块需在整块蜂窝芯面4个区域为304mm*304mm均布取样,每块区域分为4块。
技术总结
本发明公开了一种蜂窝测试用预压工装及蜂窝压溃测试方法,包括预压用气缸、裁切推进气缸、预压面板、裁切刀片和底座,所述底座上表面的四角部位分别固定连接有四个导柱,四个所述导柱的顶端固定连接有工装主体框架,所述预压用气缸与工装主体框架的上表面固定安装,所述预压用气缸顶端的输出部固定安装气缸架,所述预压面板与气缸架两个纵向臂端的下端固定安装,所述裁切推进气缸与预压面板的上表面固定安装,本发明一种蜂窝测试用预压工装及蜂窝压溃测试方法,对蜂窝面进行完全预压,再使用5T万能试验机对蜂窝芯进行压溃测试,可以解决测试中蜂窝芯表面不预压测试结果显示压溃值曲线离散性较大的问题。
技术研发人员:杨宏伟,刘建春,刘航,禄俊祥,郭凯,张平萍,高文龙,杜文超
受保护的技术使用者:西安雅西复合材料有限公司
技术研发日:
技术公布日:2025/1/20
- 还没有人留言评论。精彩留言会获得点赞!