立柱移动龙门铣床导轨平行度检测装置及检测方法与流程
本发明属于金属切削加工装备检测,涉及立柱移动龙门铣床导轨平行度检测装置及检测方法。
背景技术:
1、目前各类数控立柱移动龙门铣床已经广泛应用于金属加工行业,以实现各种铸、锻、焊等结构复杂的高精度零件的粗、半精、精加工,机床具有铣削、镗削、钻孔、铰孔、攻丝、扩孔、锪孔等功能;配备各种附件铣头,实现工件一次装夹,多面加工,一机多用;具有节省工艺装备,缩短生产准备周期,提高工作效率,降低生产成本等优点,获得良好的经济效益。
2、虽然数控立柱移动龙门铣床带来的好处较多,但其两导轨跨度较大,在工作一段时间后就会发生形变,使其直线度超差,从而对设备的性能和稳定性产生负面影响,导致立柱移动龙门铣床运行过程中出现振动或摇晃,这种不稳定性不但会直接影响设备的定位精度和重复定位精度,进而影响设备加工零件的尺寸精度和表面质量,无法满足数控立柱移动龙门铣床高精度加工的要求,而且会导致设备与导轨之间的接触不均匀,使得某些部位承受过大的压力或摩擦力,加速导轨与设备磨损,缩短设备使用寿命。
3、在数控立柱移动龙门铣床导轨发生形变时,由于立柱移动龙门铣床两导轨跨度特别大,目前又无测量两导轨平行度的工装和量具,传统测量两导轨平行度的方法不但费时费力,而且影响生产进程,可见快速、简便、准确测量立柱移动龙门铣床两导轨直线度已是个急需解决的技术问题。
技术实现思路
1、本发明的一个目的是提供立柱移动龙门铣床导轨平行度检测装置,解决了现有工具测量出立柱移动龙门铣床两导轨直线度时操作过程复杂,费时费力的问题。
2、本发明的另一个目的是提供立柱移动龙门铣床导轨平行度检测方法。
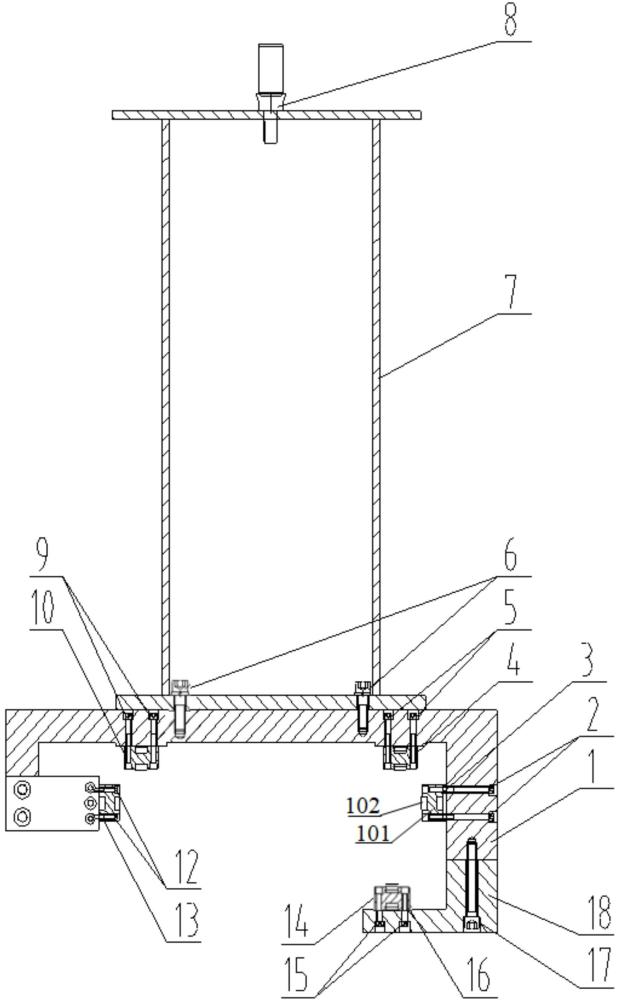
3、本发明所采用的第一技术方案是,立柱移动龙门铣床导轨平行度检测装置,包括底座,底座顶部固定有支架,支架顶部安装有激光干涉仪,底座为“n”型结构,底面安装有滚动支撑b、滚动支撑c、滚动支撑k和滚动支撑s,底座左侧底部两个端部分别安装有结构相同的消隙调整装置组件a、消隙调整装置组件b,消隙调整装置组件a和消隙调整装置组件b右侧分别安装有滚动支撑d、滚动支撑m,底座右侧内侧面上安装有滚动支撑a和滚动支撑h,右侧底部固定有“l”型的压板,压板上面安装有滚动支撑e和滚动支撑n。
4、消隙调整装置组件a和消隙调整组件b均由楔形的消隙调整本体、消隙楔块、调整螺钉和紧固螺钉n组成,消隙调整本体和消隙楔块通过紧固螺钉n连接固定,调整螺钉穿过消隙调整本体,与消隙调整本体螺纹连接,调整螺钉的螺杆端部顶在消隙楔块侧面上。
5、消隙调整本体和消隙楔块通过2个对称设置的紧固螺钉n连接固定,调整螺钉位于2个紧固螺钉n中间。
6、消隙调整装置组件a和消隙调整装置组件b中的消隙调整本体与底座均通过紧固螺栓c紧固连接,消隙调整装置组件a中的消隙楔块与滚动支撑d通过紧固螺钉d连接固定,消隙调整装置组件b中的消隙楔块与滚动支撑m通过紧固螺钉s连接固定。
7、滚动支撑a、滚动支撑d、滚动支撑h与滚动支撑m位于同一水平面上。
8、压板与滚动支撑e之间安装有调整垫a,压板与滚动支撑n之间安装有调整垫b。
9、滚动支撑c包括中间支撑体,中间支撑体相对两侧安装有滚子,滚子内安装有固定轴,固定轴与滚子之间安装有轴承。
10、滚动支撑b、滚动支撑k、滚动支撑s、滚动支撑d、滚动支撑m、滚动支撑a、滚动支撑h、滚动支撑e和滚动支撑n与滚动支撑c的结构相同。
11、本发明所采用的第二技术方案是,采用立柱移动龙门铣床导轨平行度检测装置的检测方法,包括以下步骤:
12、步骤1,调整立柱移动龙门铣床中基准导轨的直线度至标准合格要求;
13、步骤2,在立柱移动龙门铣床中基准导轨和辅助导轨上分别安装平行度检测装置,基准导轨上的平行度检测装置顶部安装有激光干涉仪,辅助导轨上的平行度检测装置顶部安装有反射镜,将两个平行度检测装置和龙门铣床连接固定;
14、步骤3,启动立柱移动龙门铣床,两个平行度检测装置随机床一起移动,每移动一定距离,根据激光干涉仪读数,测量记录基准导轨和辅助导轨之间距离,导轨全长上多点测量,即获得两条导轨直线度。
15、本发明的有益效果是,通过底座、支架、激光干涉仪、消隙调整装置组件和多个滚动支撑组成立柱移动龙门铣床导轨平行度检测装置,结构简单,便于加工制造;在检测立柱移动龙门铣床导轨平行度时,通过在立柱移动龙门铣床中基准导轨和辅助导轨上分别安装平行度检测装置,基准导轨上的平行度检测装置顶部安装有激光干涉仪,辅助导轨上的平行度检测装置顶部安装有反射镜,将两个平行度检测装置和龙门铣床连接固定,启动立柱移动龙门铣床,两个平行度检测装置随机床一起移动,每移动一定距离,根据激光干涉仪读数,测量记录基准导轨和辅助导轨之间距离,导轨全长上多点测量,即获得两条导轨直线度,提高该方法能够快速、简便、准确测量出两条导轨直线度,降低了维修人员的劳动强度和维修费用,减少了机床停机时间,降低了因停机导致的经济损失。
技术特征:
1.立柱移动龙门铣床导轨平行度检测装置,其特征在于,包括底座(1),底座(1)顶部固定有支架(7),支架(7)顶部安装有激光干涉仪(8),底座(1)为“n”型结构,底面安装有滚动支撑b(4)、滚动支撑c(10)、滚动支撑k(23)和滚动支撑s(24),底座(1)左侧底部两个端部分别安装有结构相同的消隙调整装置组件a(11)、消隙调整装置组件b(19),消隙调整装置组件a(11)和消隙调整装置组件b(19)右侧分别安装有滚动支撑d(13)、滚动支撑m(25),底座(1)右侧内侧面上安装有滚动支撑a(3)和滚动支撑h(22),右侧底部固定有“l”型的压板(18),压板(18)上面安装有滚动支撑e(14)和滚动支撑n(28)。
2.根据权利要求1所述的立柱移动龙门铣床导轨平行度检测装置,其特征在于,所述消隙调整装置组件a(11)和消隙调整组件b(19)均由楔形的消隙调整本体(31)、消隙楔块(34)、调整螺钉(32)和紧固螺钉n(35)组成,消隙调整本体(31)和消隙楔块(34)通过紧固螺钉n(35)连接固定,调整螺钉(32)穿过消隙调整本体(31),与消隙调整本体(31)螺纹连接,调整螺钉(32)的螺杆端部顶在消隙楔块(34)侧面上。
3.根据权利要求2所述的立柱移动龙门铣床导轨平行度检测装置,其特征在于,所述消隙调整本体(31)和消隙楔块(34)通过2个对称设置的紧固螺钉n(35)连接固定,调整螺钉(32)位于2个紧固螺钉n(35)中间。
4.根据权利要求3所述的立柱移动龙门铣床导轨平行度检测装置,其特征在于,所述消隙调整装置组件a(11)和消隙调整组件b(19)中的消隙调整本体(31)与底座(1)均通过紧固螺栓c(33)紧固连接,消隙调整装置组件a(11)中的消隙楔块(34)与滚动支撑d(13)通过紧固螺钉d(12)连接固定,消隙调整组件(19)中的消隙楔块(34)与滚动支撑m(25)通过紧固螺钉s(26)连接固定。
5.根据权利要求4所述的立柱移动龙门铣床导轨平行度检测装置,其特征在于,所述滚动支撑a(3)、滚动支撑d(13)、滚动支撑h(22)与滚动支撑m(25)位于同一水平面上。
6.根据权利要求5所述的立柱移动龙门铣床导轨平行度检测装置,其特征在于,所述压板(18)与滚动支撑e(14)之间安装有调整垫a(16),压板(18)与滚动支撑n(28)之间安装有调整垫b(30)。
7.根据权利要求6所述的立柱移动龙门铣床导轨平行度检测装置,其特征在于,所述滚动支撑c(10)包括中间支撑体(101),中间支撑体(101)相对两侧安装有滚子(102),滚子(102)内安装有固定轴,固定轴与滚子(102)之间安装有轴承。
8.根据权利要求7所述的立柱移动龙门铣床导轨平行度检测装置,其特征在于,所述滚动支撑b(4)、滚动支撑k(23)、滚动支撑s(24)、滚动支撑d(13)、滚动支撑m(25)、滚动支撑a(3)、滚动支撑h(22)、滚动支撑e(14)和滚动支撑n(28)与滚动支撑c(10)的结构相同。
9.采用权利要求1-8中任一所述立柱移动龙门铣床导轨平行度检测装置的检测方法,包括以下步骤:
技术总结
本发明公开了立柱移动龙门铣床导轨平行度检测装置及检测方法,包括底座,底座顶部固定有支架,支架顶部安装有干涉仪,底座为“n”型结构,底座左侧底部安装有消隙调整装置组件,消隙调整装置组件右侧、底座右侧底部固定有压板、底座底面、右侧内侧面及压板上面均安装有滚动支撑,在检测立柱移动龙门铣床导轨平行度时,通过在铣床基准导轨和辅助导轨上分别安装平行度检测装置,基准导轨上的检测装置顶部安装有干涉仪,辅助导轨上的检测装置顶部安装有反射镜,将两个检测装置和龙门铣床连接固定,两个检测装置随机床一起移动,每移动一定距离,根据干涉仪读数,测量记录基准导轨和辅助导轨之间距离,导轨全长上多点测量,即获得两条导轨直线度。
技术研发人员:刘巨鹏,姜战龙,王毅,侯泽明
受保护的技术使用者:中冶陕压重工设备有限公司
技术研发日:
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!