三坐标检具的制作方法
本技术涉及汽车零部件生产,尤其涉及一种对包塑钢丝总线的平面度和位置度进行检测用的三坐标检具。
背景技术:
1、在生产如图1所示的包塑钢丝总线01时,需对该包塑钢丝总线01的平面度和位置度进行检测。具体检测时,需要对包塑钢丝总线01上的两个中部定位孔011和两个端部定位孔012进行位置及包塑钢丝总线01的平面度进行检测。但是,由于该包塑钢丝总线为不规则结构,检测不便,且检测精度低。
技术实现思路
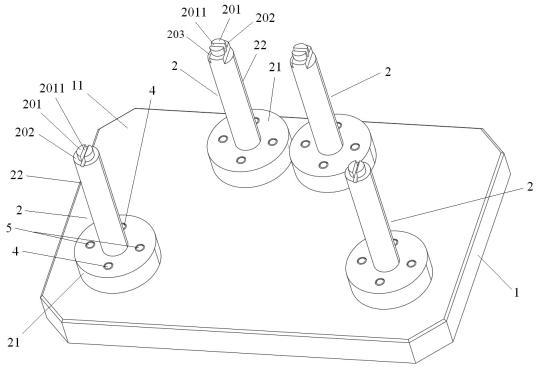
1、为便于对包塑钢丝总线的平面度和位置度进行检测,并提高检测精度,本实用新型提出一种三坐标检具,所述三坐标检具包括底座,该底座上设置有四个定位件,所述定位件与待检测的包塑钢丝总线上的中部定位孔及端部定位孔的位置相对应,且所述定位件的顶部设置有限位凸柱和测量平台,所述测量平台位于所述限位凸柱的外围。
2、采用本实用新型三坐标检具对包塑钢丝总线的平面度和位置度进行检测时,只需将包塑钢丝总线放置在本实用新型三坐标检具上,当包塑钢丝总线上的中部定位孔和端部定位孔准确套置在限位凸柱上时,则可认为包塑钢丝总线的位置度准确;当包塑钢丝总线平稳压置在测量平台上,则可认为包塑钢丝总线的平面度满足设计要求。由此可见,采用本实用新型三坐标检具对包塑钢丝总线的平面度和位置度进行检测,检测方便快捷,且检测精度高。
3、优选地,所述定位件包括定位座和定位杆,所述定位座安装固定在所述底座的顶面上,所述定位杆垂直固定在所述定位座上,且所述限位凸柱和所述测量平台位于所述定位杆远离所述定位座的顶端。这样的定位件,结构简单,制作及组装方便快捷,制作成本低。进一步地,所述限位凸柱上设置有夹置槽。这样,在使用本实用新型三坐标检具对包塑钢丝总线进行检测时,可使包塑钢丝总线中位于中部定位孔和端部定位孔处的钢丝卡置在夹置槽中,提高包塑钢丝总线压置在本实用新型三坐标检具上时的稳定性,提高检测效率。进一步优选地,与所述中部定位孔位置相对应的所述定位件上设置有避让台,该避让台位于所述夹置槽的两端,且所述避让台的高度低于所述测量平台的高度。这样,在于中部定位孔位置相对应的定位件上设置避让台,以避免与包塑钢丝总线干涉,影响检测效率及检测精度。
4、优选地,所述底座的顶面和所述测量平台的平面度均不大于0.05mm。这样,底座的顶面和测量平台的平面度均不大于0.05mm,可保证本实用新型三坐标检具的平面度检测精度。
5、优选地,所述定位座通过至少两组螺栓和定位销安装固定在所述底座上。这样,利用螺栓和定位销将定位座安装固定在底座上,安装定位简单方便。进一步地,所述螺栓和所述定位销呈间隔设置。这样,在组装本实用新型三坐标检具时,可先利用定位销对定位座进行定位,再利用螺栓将定位座固定,且定位销与螺栓呈间隔设置,组装方便快捷。
技术特征:
1.一种三坐标检具,其特征在于,所述三坐标检具包括底座,该底座上设置有四个定位件,所述定位件与待检测的包塑钢丝总线上的中部定位孔及端部定位孔的位置相对应,且所述定位件的顶部设置有限位凸柱和测量平台,所述测量平台位于所述限位凸柱的外围。
2.根据权利要求1所述的三坐标检具,其特征在于,所述定位件包括定位座和定位杆,所述定位座安装固定在所述底座的顶面上,所述定位杆垂直固定在所述定位座上,且所述限位凸柱和所述测量平台位于所述定位杆远离所述定位座的顶端。
3.根据权利要求2所述的三坐标检具,其特征在于,所述限位凸柱上设置有夹置槽。
4.根据权利要求3所述的三坐标检具,其特征在于,与所述中部定位孔位置相对应的所述定位件上设置有避让台,该避让台位于所述夹置槽的两端,且所述避让台的高度低于所述测量平台的高度。
5.根据权利要求1-4中任意一项所述的三坐标检具,其特征在于,所述底座的顶面和所述测量平台的平面度均不大于0.05mm。
6.根据权利要求2-4中任意一项所述的三坐标检具,其特征在于,所述定位座通过至少两组螺栓和定位销安装固定在所述底座上。
7.根据权利要求6所述的三坐标检具,其特征在于,所述螺栓和所述定位销呈间隔设置。
技术总结
本技术涉及汽车零部件生产技术领域,尤其涉及一种对包塑钢丝总线的平面度和位置度进行检测用的三坐标检具。为便于对包塑钢丝总线的平面度和位置度进行检测,并提高检测精度,本技术提出一种三坐标检具,所述三坐标检具包括底座,该底座上设置有四个定位件,所述定位件与待检测的包塑钢丝总线上的中部定位孔及端部定位孔的位置相对应,且所述定位件的顶部设置有限位凸柱和测量平台,所述测量平台位于所述限位凸柱的外围。采用本技术三坐标检具对包塑钢丝总线的平面度和位置度进行检测,检测方便快捷,且检测精度高。
技术研发人员:吴俊,顾叶锋
受保护的技术使用者:洪程汽车零部件(上海)有限公司
技术研发日:20240123
技术公布日:2025/2/27
- 还没有人留言评论。精彩留言会获得点赞!