用于焊缝扫查的超声相控阵探查组件的制作方法
本技术涉及核电站在役检查,具体涉及一种用于焊缝扫查的超声相控阵探查组件。
背景技术:
1、钢材质的大径管焊缝传统上采用射线检测和常规超声检测等方法,由于射线检测存在管排间距较小,大多数时候只能透照一次,有效检测范围受限,存在检测盲区,受裂纹检出角的限制,对裂纹不敏感。射线检测有辐射伤害,无法与其他工种同时作业,需要占用工期,但检测效果优于传统的超声检测。同时射线检测需要消耗底片,相对其他检测方法,也存在成本较高等问题。常规超声检测技术需要多探头结合检验,耗时长,严重影响检修期间的工期,且由于焊缝内部影响因素多,缺陷的检出效果不佳,但具备能够与其他检维修同时作业的特点。
2、目前,超声相控阵检测技术是一种快速发展并广泛应用的先进的超声检测新技术,相比常规超声检测,其可以通过设定不同的聚焦法则,实现对检测对象的多角度、多方位扫查,并将信号显示为直观的图像,而且相控阵探头的检测灵敏度相对更高,该技术已被广泛应用于各类复杂结构件的检测中。
3、超声相控阵检测技术具备与其他检维修同时作业的特点,成像直观,检测效率高,缺陷检出效果好等特点。由于超声相控阵检测技术采用电子方法控制声束聚焦和扫描,检测速度快,具有良好的声束可达性,能对薄壁工件进行探查。并且通过优化控制焦点尺寸、聚焦深度和声束方向,可使检测分辨力、信噪比和灵敏度得到提高,具有仿真成像技术,可直观表现缺陷的真实特征位置,检测结果直观,可实现检测数据全记录。超声相控阵检测技术已逐步成为大径管焊缝检测的一种重要检测方法。
4、在核电现场对于大径管焊缝检测时,由于设计结构原因(管道连接阀门、三通和弯头等),导致超声检验存在单侧不可达,无法满足标准规范中焊缝双侧扫查的要求,如果检测过程中仅超声单侧扫查,存在缺陷漏检及缺陷定量评价不准确等风险,因此采用特殊的相控阵探头成为了在受限空间检测时的一种有效手段。
5、有鉴于此,本申请的发明人设计了一种用于焊缝扫查的超声相控阵探查组件,以期克服上述技术问题。
技术实现思路
1、本实用新型要解决的技术问题是为了克服现有技术中在核电现场对于大径管焊缝检测时,由于设计结构原因,导致超声检验存在单侧不可达,无法满足标准规范中焊缝双侧扫查的要求的缺陷,提供一种用于焊缝扫查的超声相控阵探查组件。
2、本实用新型是通过下述技术方案来解决上述技术问题的:
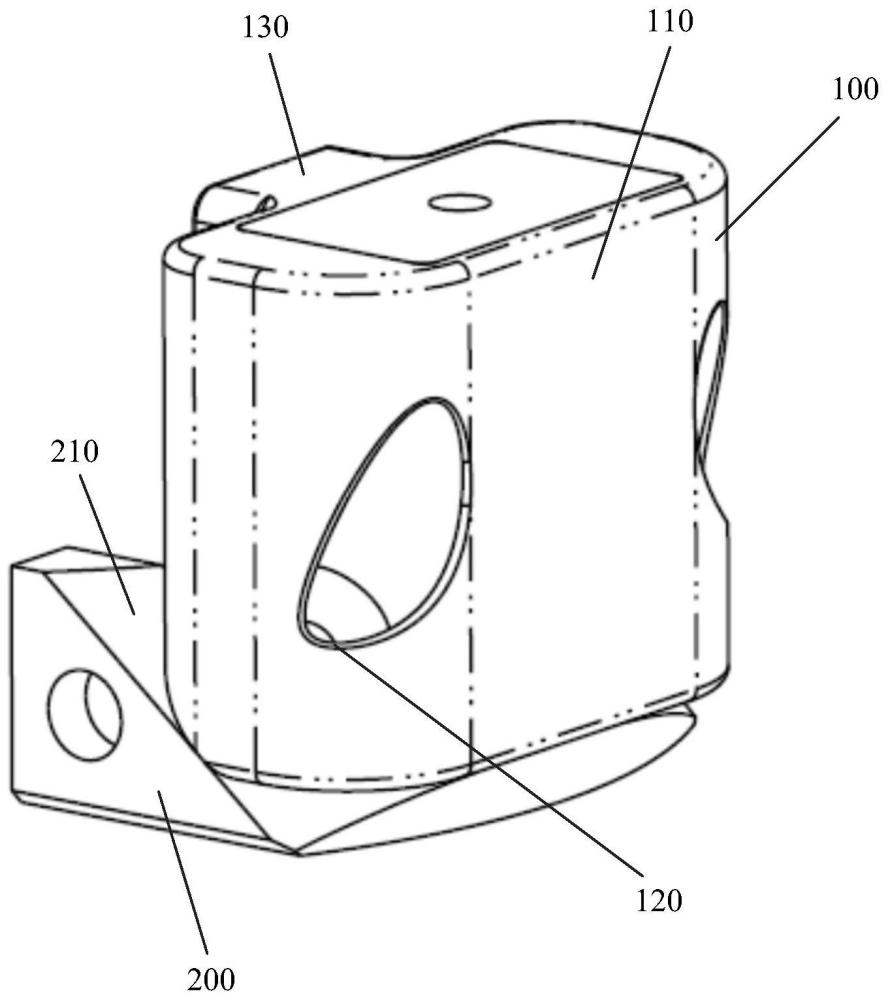
3、本实用新型提供一种用于焊缝扫查的超声相控阵探查组件,其特点在于,所述超声相控阵探查组件用于核电站大径管异种金属焊缝扫查,包括探头和楔块,所述探头包括探头本体、固定部和出线口,所述探头本体下部设置有连接斜面,所述连接斜面用以与楔块相配合;所述固定部,用以与楔块固定连接;所述出线口,作为探头的线缆连接口;所述楔块包括连接部,所述连接部为斜面,所述连接部用以与所述连接斜面相配合,所述楔块与所述探头纵向装配连接。
4、根据本实用新型的一个实施例,所述出线口,设置在所述探头本体的侧面,位于与所述连接斜面相邻的垂直平面上。
5、根据本实用新型的一个实施例,所述出线口在所述探头本体的侧面向外突出。
6、根据本实用新型的一个实施例,所述出线口的突出方向与所述探头的声波传播方向相同。
7、根据本实用新型的一个实施例,所述超声相控阵探查组件装配尺寸的宽度为15mm,装配尺寸的高度为19.5mm。
8、根据本实用新型的一个实施例,所述超声相控阵探查组件装配尺寸的长度为22mm。
9、根据本实用新型的一个实施例,所述探头为自聚焦线阵探头。
10、根据本实用新型的一个实施例,所述固定部为固定螺孔,所述探头与所述楔块通过所述固定螺孔与螺丝配合进行装配固定。
11、根据本实用新型的一个实施例,所述探头上开有注水孔,所述楔块上开有出水槽,所述注水孔与所述出水槽之间通过流道连接。
12、根据本实用新型的一个实施例,所述楔块的底部为曲面,能够与待扫查的大径管表面相贴合匹配。
13、本实用新型的积极进步效果在于:
14、本实用新型用于焊缝扫查的超声相控阵探查组件至少具备如下优势:
15、本实用新型主要应用于核电站大径管扫查,具有探查组件体积小,电缆线出线方式灵活,探查组件构造新颖等优点。相比于传统构造探查组件,该探查组件可实现在更小空间内的扫查,减小了大径管扫查的不可达区域。
技术特征:
1.一种用于焊缝扫查的超声相控阵探查组件,其特征在于,所述超声相控阵探查组件用于核电站大径管异种金属焊缝扫查,包括探头和楔块,
2.如权利要求1所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述出线口,设置在所述探头本体的侧面,位于与所述连接斜面相邻的垂直平面上。
3.如权利要求2所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述出线口在所述探头本体的侧面向外突出。
4.如权利要求3所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述出线口的突出方向与所述探头的声波传播方向相同。
5.如权利要求4所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述超声相控阵探查组件装配尺寸的宽度为15mm,装配尺寸的高度为19.5mm。
6.如权利要求5所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述超声相控阵探查组件装配尺寸的长度为22mm。
7.如权利要求1所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述探头为自聚焦线阵探头。
8.如权利要求1所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述固定部为固定螺孔,所述探头与所述楔块通过所述固定螺孔与螺丝配合进行装配固定。
9.如权利要求1所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述探头上开有注水孔,所述楔块上开有出水槽,所述注水孔与所述出水槽之间通过流道连接。
10.如权利要求1所述的用于焊缝扫查的超声相控阵探查组件,其特征在于,所述楔块的底部为曲面,能够与待扫查的大径管表面相贴合匹配。
技术总结
一种用于焊缝扫查的超声相控阵探查组件,用于核电站大径管异种金属焊缝扫查,包括探头和楔块,所述探头包括探头本体、固定部和出线口,所述探头本体下部设置有连接斜面,所述连接斜面用以与楔块相配合;所述固定部,用以与楔块固定连接;所述出线口,作为探头的线缆连接口;所述楔块包括连接部,所述连接部为斜面,所述连接部用以与所述连接斜面相配合,所述楔块与所述探头纵向装配连接。本技术具有探查组件体积小,电缆线出线方式灵活,探查组件构造新颖等优点。
技术研发人员:李一,俞英明,庞天国,徐玉颖,沈超越,李嵩,聂衍,张星晨,陈浩,肖爱武,张乐,石欢,黄文锋,张升群
受保护的技术使用者:国核电站运行服务技术有限公司
技术研发日:20240124
技术公布日:2024/12/12
- 还没有人留言评论。精彩留言会获得点赞!