一种焊点自动检测系统的制作方法
本技术涉及汽车制造,尤其涉及一种焊点自动检测系统。
背景技术:
1、现有技术中,工人通常手持探头依次对汽车车身零件上的每个焊点进行质量检测,时间长效率低,还容易出现遗漏。且不同型号的汽车零件固定时需采用不同的固定设备,切换麻烦,操作繁琐,整个检测过程耗时长,自动化程度低。
技术实现思路
1、本实用新型要解决的技术问题是提供一种焊点自动检测系统,旨在解决现有技术中存在的固定设备切换麻烦、手动拿探头检测容易出现遗漏且效率低,整个检测过程耗时长、自动化程度低的技术问题。
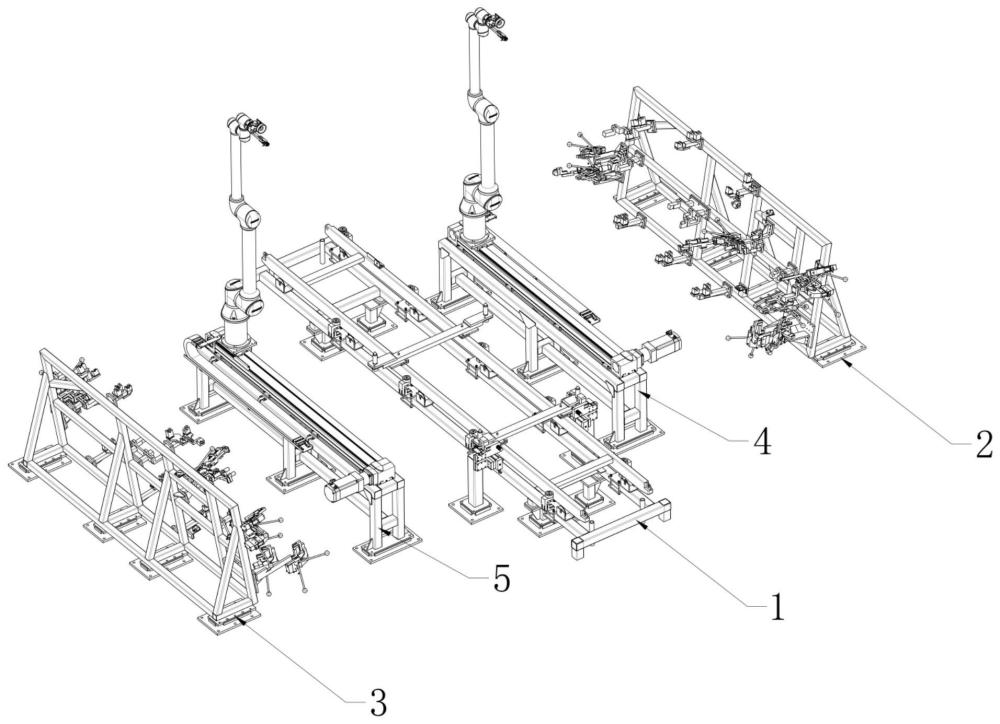
2、本实用新型的技术方案是:一种焊点自动检测系统,包括雪橇定位机构、设于雪橇定位机构两侧的左侧围工装夹具和右侧围工装夹具、设于雪橇定位机构和两侧侧围工装夹具之间的左机器人检测机构和右机器人检测机构;所述雪橇定位机构包括安装在底架上的滑动架,滑动架用于安装总拼或底板总成,滑动架与底架之间设有用于定位滑动架的检测定位机构,所述左侧围工装夹具和右侧围工装夹具均包括定位架,定位架用于安装侧围内板总成,定位架上设有多个手动夹紧组件和多个定位销,所述底架、所述定位架上分别设有多个车型传感器;所述左机器人检测机构和右机器人检测机构均包括可前后移动的协作机器人,协作机器人上设有视觉相机、可伸缩的耦合剂供液管、以及超声波探头,协作机器人能够根据视觉相机的反馈利用耦合剂供液管和超声波探头对每个焊点依次实施焊点表面涂耦合剂以及焊点检测动作。
3、进一步的,本实用新型中所述底架的两侧分别设有多个滚轮和多个导向轮,滑动架设置在滚轮上由导向轮引导滑动。
4、进一步的,本实用新型中所述检测定位机构包括设于底架两侧的固定部、与固定部配合的旋转部,两侧旋转部分别由旋转气缸驱动转动,底架两侧还设有到位传感器和缓冲器;所述滑动架上设有左右两根竖杆,滑动架推至与缓冲器接触后两侧到位传感器检测到竖杆,旋转气缸带动两侧旋转部转动与固定部配合定位竖杆从而实现滑动架的定位。
5、进一步的,本实用新型中所述底架上设有车型传感器,六个车型传感器分两组安装在两根横梁上。
6、进一步的,本实用新型中所述左侧围工装夹具定位架上的多个手动夹紧组件包括手动气缸,八个手动气缸对应连接夹紧部;左侧围工装夹具定位架上设有定位销、以及车型传感器。
7、进一步的,本实用新型中所述右侧围工装夹具定位架上的多个手动夹紧组件包括手动气缸,七个手动气缸对应连接夹紧部;右侧围工装夹具定位架上设有定位销、以及车型传感器。
8、进一步的,本实用新型中每个手动气缸上均设有旋转手柄,通过转动旋转手柄手动气缸能够驱动夹紧部向内或向外转动从而实施夹紧或松开动作。
9、进一步的,本实用新型中所述左机器人检测机构和右机器人检测机构包括协作机器人,协作机器人上设有视觉相机、超声波探头,协作机器人上的耦合剂供液管由伸缩气缸驱动,耦合剂供液管连接耦合剂供液泵。
10、进一步的,本实用新型中所述协作机器人安装在前后横移模组上由电缸伺服电机驱动,前后横移模组一侧还设有行程开关和零位传感器。
11、本实用新型与现有技术相比具有以下优点:本实用新型能够利用协作机器人取代人工实现焊点的自动检测,工人只需将待检测的零件放置在对应的定位机构或工装夹具上固定,固定后车型传感器会自动识别零件型号,协作机器人调取对应的程序实施焊点质量检测,检测时视觉相机进行拍照定位,配合耦合剂供液管和超声波探头对每个焊点依次实施焊点表面涂耦合剂及焊点检测动作,检测完成后更换下一零件即可。本实用新型的焊点自动检测系统固定零件方便,无需手持探头检测焊点,精准高效,自动化程度高。
技术特征:
1.一种焊点自动检测系统,其特征在于:包括雪橇定位机构(1)、设于雪橇定位机构(1)两侧的左侧围工装夹具(2)和右侧围工装夹具(3)、设于雪橇定位机构(1)和两侧侧围工装夹具之间的左机器人检测机构(4)和右机器人检测机构(5);所述雪橇定位机构(1)包括安装在底架(6)上的滑动架(7),滑动架(7)用于安装总拼或底板总成,滑动架(7)与底架(6)之间设有用于定位滑动架(7)的检测定位机构,所述左侧围工装夹具(2)和右侧围工装夹具(3)均包括定位架(13),定位架(13)用于安装侧围内板总成,定位架(13)上设有多个手动夹紧组件和多个定位销,所述底架(6)、所述定位架(13)上分别设有多个车型传感器;所述左机器人检测机构(4)和右机器人检测机构(5)均包括可前后移动的协作机器人,协作机器人上设有视觉相机、可伸缩的耦合剂供液管(15)、以及超声波探头,协作机器人能够根据视觉相机的反馈利用耦合剂供液管(15)和超声波探头对每个焊点依次实施焊点表面涂耦合剂以及焊点检测动作。
2.根据权利要求1所述的一种焊点自动检测系统,其特征在于:所述底架(6)的两侧分别设有多个滚轮(8)和多个导向轮(9),滑动架(7)设置在滚轮(8)上由导向轮(9)引导滑动。
3.根据权利要求1所述的一种焊点自动检测系统,其特征在于:所述检测定位机构包括设于底架(6)两侧的固定部(10)、与固定部(10)配合的旋转部(11),两侧旋转部(11)分别由旋转气缸(mz11a、mz11b)驱动转动,底架(6)两侧还设有到位传感器(bt11、bt12)和缓冲器(20);所述滑动架(7)上设有左右两根竖杆(7a),滑动架(7)推至与缓冲器(20)接触后两侧到位传感器(bt11、bt12)检测到竖杆(7a),旋转气缸(mz11a、mz11b)带动两侧旋转部(11)转动与固定部(10)配合定位竖杆(7a)从而实现滑动架(7)的定位。
4.根据权利要求1所述的一种焊点自动检测系统,其特征在于:所述底架(6)上设有车型传感器(bt21、bt22、bt23、bt24、bt25、bt26),六个车型传感器分两组安装在两根横梁(12)上。
5.根据权利要求1所述的一种焊点自动检测系统,其特征在于:所述左侧围工装夹具(2)定位架(13)上的多个手动夹紧组件包括手动气缸(mz12、mz13、mz14、mz15、mz16、mz17、mz18、mz19),八个手动气缸对应连接夹紧部(m1、m2、m3、m4、m5、m6、m7、m8);左侧围工装夹具(2)定位架(13)上设有定位销(nb_d11、polo_d11、t-cross_d11、tharu pa_d11、tharu pa_d12)、以及车型传感器(bt13、bt14、bt15、bt16)。
6.根据权利要求5所述的一种焊点自动检测系统,其特征在于:所述右侧围工装夹具(3)定位架(13)上的多个手动夹紧组件包括手动气缸(mz20、mz21、mz22、mz23、mz24、mz25、mz26),七个手动气缸对应连接夹紧部(m9、m10、m11、m12、m13、m14、m15);右侧围工装夹具(3)定位架(13)上设有定位销(nb_d21、polo_d21、t-cross_d21、tharu pa_d21、tharu pa_d22)、以及车型传感器(bt17、bt18、bt19、bt20)。
7.根据权利要求6所述的一种焊点自动检测系统,其特征在于:每个手动气缸上均设有旋转手柄(14),通过转动旋转手柄(14)手动气缸能够驱动夹紧部向内或向外转动从而实施夹紧或松开动作。
8.根据权利要求1所述的一种焊点自动检测系统,其特征在于:所述左机器人检测机构(4)和右机器人检测机构(5)包括协作机器人(r01、r02),协作机器人(r01、r02)上设有视觉相机(c01、c02)、超声波探头(t01、t02),协作机器人(r01、r02)上的耦合剂供液管(15)由伸缩气缸(mz27、mz28)驱动,耦合剂供液管(15)连接耦合剂供液泵(16)。
9.根据权利要求1所述的一种焊点自动检测系统,其特征在于:所述协作机器人(r01、r02)安装在前后横移模组上由电缸伺服电机(17)驱动,前后横移模组一侧还设有行程开关(18)和零位传感器(19)。
技术总结
本技术公开了一种焊点自动检测系统,包括雪橇定位机构、左右侧围工装夹具、左右机器人检测机构,雪橇定位机构包括设于底架上用于安装总拼或底板总成的滑动架,滑动架与底架之间设有检测定位机构,左右侧围工装夹具均包括用于安装侧围内板总成的定位架,定位架上设有多个手动夹紧组件和多个定位销,底架、定位架上设有多个车型传感器;左右机器人检测机构均包括可前后移动的协作机器人,协作机器人上设有视觉相机、可伸缩的耦合剂供液管、超声波探头,协作机器人能够根据视觉相机的反馈利用耦合剂供液管和超声波探头对每个焊点依次实施焊点表面涂耦合剂及焊点检测动作。本技术固定零件方便,无需手持探头检测,精准高效,自动化程度高。
技术研发人员:徐旺,闫明,计佳骏,黄朝卫,阮庆町,任玥名,韦宁
受保护的技术使用者:鄞鑫(上海)科技有限公司
技术研发日:20240402
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!