一种用于散热器的热管焊接定位检具的制作方法
本技术属于散热器治具领域,尤其涉及一种用于散热器的热管焊接定位检具。
背景技术:
1、在散热器制造领域,焊接是散热器生产过程中的一个重要环节。散热器中的半成品热管在焊接过程中需要放置在特定的治具上,以确保焊接的精度和效率。然而,传统的焊接治具设计往往存在定位不准确、稳定性差、操作不便等问题,当治具流经焊锡池时,这些问题会被加重,不仅影响了焊接质量,还降低了生产效率。
2、具体来说,传统的治具可能缺乏精确的设计,使得半成品热管在放置时难以精确定位,导致焊接位置偏移。此外,传统的热管治具可能缺乏必要的定位连接,使得治具在装配和拆卸过程中操作繁琐,降低了工作效率。
技术实现思路
1、本实用新型的目的在于提供一种用于散热器的热管焊接定位检具,旨在解决以上的问题。
2、为实现上述目的,本实用新型提供一种用于散热器的热管焊接定位检具,用于装载半成品,包括用于覆盖半成品的底座与盖板,底座的两端设有向上支撑的侧板,盖板放置在两侧板上。半成品的下端连接支撑横条,支撑横条的两端设有对位孔,底座上设有对应的定位销,对位孔伸入定位销内形成限位连接。盖板上设有第一连接座,半成品对应的位置设有第一限位柱,第一限位柱伸入第一连接座形成限位连接;盖板的下端还设有第二凸起柱,半成品对应的位置设有第二限位孔,第二凸起柱伸入第二限位孔形成限位连接。
3、进一步,侧板上端靠近前后的一侧均向上延伸出第一阻挡部,盖板放置在两阻挡部之间,以限位盖板前后移动。
4、进一步,侧板上端靠近外界的一侧还设有向上延伸的第二阻挡部,盖板与第二阻挡部抵接,以限位盖板左右移动。
5、进一步,底座靠近侧板的一端还设有向上延伸的凸起台,凸起台的中端存在切割的缺口槽,定位销位于缺口槽内,且支撑横条的对位孔伸入缺口槽与定位销形成限位连接。
6、进一步,支撑横条的中端设有用于阻挡半成品的防护条。
7、进一步,两侧板与半成品之间设有间隙。
8、进一步,盖板的底部设有竖型支撑体,竖型支撑体的下端设有第二凸起柱。
9、本实用新型实施例提供的用于散热器的热管焊接定位检具中的上述一个或多个技术方案至少具有如下技术效果:
10、本发明提供的用于散热器的热管焊接定位检具,通过对热管半成品的精确定位,提高定位精度以及提高生产效率:
11、1、提高定位精度:通过定位销与对位孔的配合,以及第一连接座与第一限位柱、第二凸起柱与第二限位孔的配合,实现了对热管半成品的精确限位,保证了定位的准确性和稳定性。
12、2、提高生产效率:相比传统的人工定位方式,本发明提供的定位检具可以大大提高定位效率,降低生产成本。
13、3、简化操作流程:通过简单的操作即可实现对热管半成品的定位,无需复杂的操作步骤和专业技能,降低了操作难度。
14、4、通过调整定位销、第一连接座、第二凸起柱等部件的位置和尺寸,可以适应不同规格型号的热管半成品的定位需求,具有广泛的适用性。
技术特征:
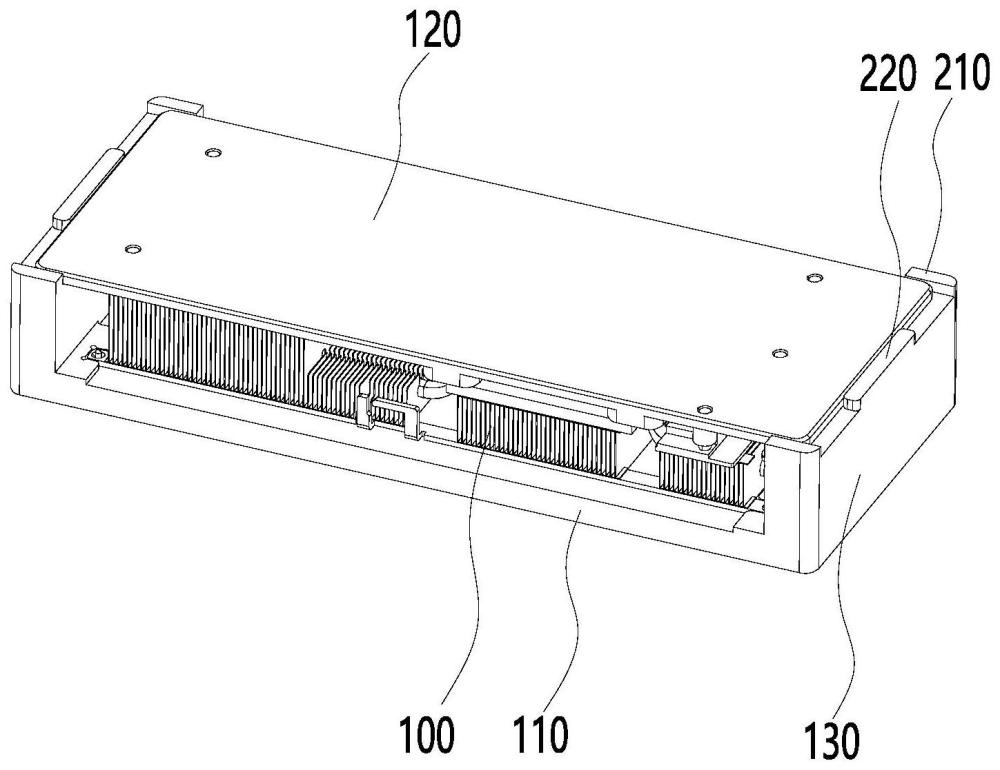
1.一种用于散热器的热管焊接定位检具,用于装载半成品(100),其特征在于,包括用于覆盖所述半成品(100)的底座(110)与盖板(120),所述底座(110)的两端设有向上支撑的侧板(130),所述盖板(120)放置在两所述侧板(130)上;所述半成品(100)的下端连接支撑横条(140),所述支撑横条(140)的两端设有对位孔(150),所述底座(110)上设有对应的定位销(160),所述对位孔(150)伸入所述定位销(160)内形成限位连接;所述盖板(120)上设有第一连接座(170),所述半成品(100)对应的位置设有第一限位柱(180),所述第一限位柱(180)伸入所述第一连接座(170)形成限位连接;所述盖板(120)的下端还设有第二凸起柱(190),所述半成品(100)对应的位置设有第二限位孔(200),所述第二凸起柱(190)伸入所述第二限位孔(200)形成限位连接。
2.根据权利要求1所述的用于散热器的热管焊接定位检具,其特征在于,所述侧板(130)上端靠近前后的一侧均向上延伸出第一阻挡部(210),所述盖板(120)放置在两所述阻挡部之间,以限位所述盖板(120)前后移动。
3.根据权利要求2所述的用于散热器的热管焊接定位检具,其特征在于,所述侧板(130)上端靠近外界的一侧还设有向上延伸的第二阻挡部(220),所述盖板(120)与所述第二阻挡部(220)抵接,以限位所述盖板(120)左右移动。
4.根据权利要求1所述的用于散热器的热管焊接定位检具,其特征在于,所述底座(110)靠近所述侧板(130)的一端还设有向上延伸的凸起台(230),所述凸起台(230)的中端存在切割的缺口槽(240),所述定位销(160)位于所述缺口槽(240)内,且所述支撑横条(140)的所述对位孔(150)伸入所述缺口槽(240)与所述定位销(160)形成限位连接。
5.根据权利要求4所述的用于散热器的热管焊接定位检具,其特征在于,所述支撑横条(140)的中端设有用于阻挡所述半成品(100)的防护条(250)。
6.根据权利要求1所述的用于散热器的热管焊接定位检具,其特征在于,两所述侧板(130)与所述半成品(100)之间设有间隙。
7.根据权利要求1-6任一项所述的用于散热器的热管焊接定位检具,其特征在于,所述盖板(120)的底部设有竖型支撑体(260),所述竖型支撑体(260)的下端设有所述第二凸起柱(190)。
技术总结
本技术属于散热器治具领域,尤其涉及一种用于散热器的热管焊接定位检具,包括用于覆盖半成品的底座与盖板,底座的两端设有向上支撑的侧板,盖板放置在两侧板上。半成品的下端连接支撑横条,支撑横条的两端设有对位孔,底座上设有对应的定位销,对位孔伸入定位销内形成限位连接。盖板上设有第一连接座,半成品对应的位置设有第一限位柱,第一限位柱伸入第一连接座形成限位连接;盖板的下端还设有第二凸起柱,半成品对应的位置设有第二限位孔,第二凸起柱伸入第二限位孔形成限位连接。通过定位销与对位孔的配合,以及第一连接座与第一限位柱、第二凸起柱与第二限位孔的配合,实现了对热管半成品的精确限位,保证了定位的准确性和稳定性。
技术研发人员:朱超,徐金博,高丙午
受保护的技术使用者:东莞市大灏电子科技有限公司
技术研发日:20240515
技术公布日:2025/2/13
- 还没有人留言评论。精彩留言会获得点赞!