VL型万向节星形套的端面齿至凸台端面距离的量具的制作方法
本技术属于机械加工非标量具,具体是vl型万向节星形套的端面齿至凸台端面距离的量具。
背景技术:
1、端面齿万向轴由内套联轴器、外套联轴器和两端齿轮组成。内套联轴器上设有固定滚动架,外套联轴器的齿轮与内套联轴器齿轮相啮合。端面齿轮万向轴的重要特点是采用了端面齿轮的设计,齿面啮合时没有普通齿轮的抖动和冲击,减小了传动误差,提高了传动效率。端面齿万向轴结构紧凑:在相同扭矩下,端面齿万向轴较传统的转动式万向节更加紧凑,可以缩小设计空间,符合现代机械传动的发展趋势。同时,端面齿万向轴工作平稳:端面齿万向轴的结构简单,相对于传统的万向节结构更加稳定、工作平稳。端面齿万向轴传动效率高:端面齿轮万向轴采用端面齿轮传动,齿面啮合时不像普通齿轮有晃动和冲击,传动效率更高。
2、可以参见附图1和图2,伸缩型球笼式等速(也称vl型)万向节的星形套(也称外星轮)10以端面齿11与轮毂端端面齿相连。具体的,星形套10具有一个端面用于与轮毂的端面相对接,该星形套10的端面上周围一圈设有端面齿11;而该端面的中心部位向端面所朝向的方向延伸设有中心凸台12,该中心凸台12相应具有一个凸台端面13和中心定心外圆14。由于端面齿11为锻造加工成型,而中心定心外圆14及凸台端面13为机加工完成,所以需要测量端面齿11至凸台端面13的距离d。测量时,要使量具支撑端面齿11,并沿圆周上的齿法线定位量具。现有的测量方法一般采用三坐标检测,对检测人员技能要求高,检测速度慢,设备成本较高,无法适用于生产现场环境的快速测量应用。
技术实现思路
1、本实用新型的目的在于克服上述技术不足,提供一种对检测人员技能要求低,检测速度快,设备成本较低,能适用于生产现场环境的快速测量应用的万向节星形套的端面齿至凸台端面距离的量具。
2、为实现上述目的,本实用新型提供如下技术方案。
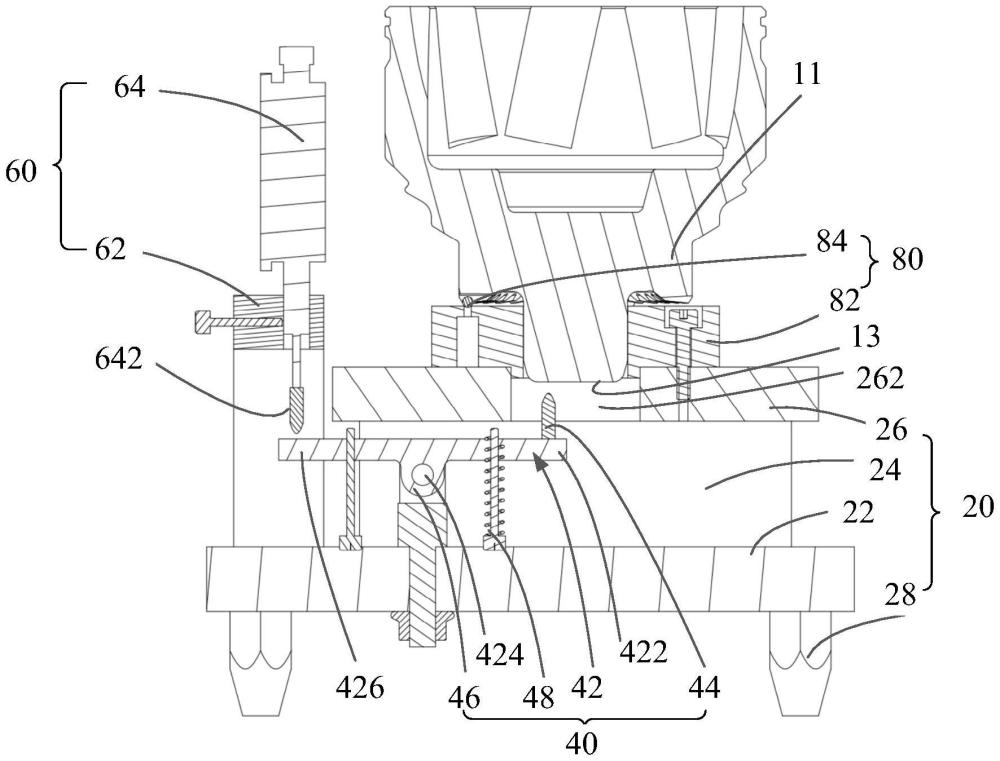
3、一种vl型万向节星形套的端面齿至凸台端面距离的量具,用于测量vl型万向节星形套的端面齿至中心凸台的凸台端面之间的距离,所述vl型万向节星形套的端面齿至凸台端面距离的量具包括基座、测量杠杆总成、百分表总成和测量基准块总成,所述测量杠杆总成、百分表总成和测量基准块总成均设置于所述基座上,所述百分表总成和测量基准块总成分别位于所述测量杠杆总成的两侧;所述测量基准块总成包括测量基准块底座,所述星形套支撑于所述测量基准块底座上,所述测量基准块底座腾空设置于所述基座上,所述测量基准块底座具有用于供星形套的中心凸台置入的第一中心贯通孔,以使凸台端面触动所述测量杠杆总成的第一端,带动测量杠杆总成转动,进而使测量杠杆总成的第二端带动百分表总成产生测量结果。
4、进一步的,所述测量杠杆总成包括测量杠杆,所述测量杠杆的第一端设置有测量头,所述测量头位于所述第一中心贯通孔下方,用于接触所述凸台端面,所述测量杠杆中部设置有测量杠杆中心轴,所述测量头带动所述测量杠杆围绕所述测量杠杆中心轴旋转,所述测量杠杆的第二端用于接触所述百分表总成。
5、进一步的,所述测量杠杆总成还包括杠杆座和弹性件,所述杠杆座设置于所述基座上,所述测量杠杆设置于所述杠杆座上,所述弹性件设置于所述测量杠杆和所述基座之间。
6、进一步的,所述弹性件为压簧。
7、进一步的,所述百分表总成包括百分表座和百分表,所述百分表座设置于所述基座上,所述百分表设置于所述百分表座上,所述百分表具有百分表接触头,所述百分表接触头接触所述测量杠杆的第二端。
8、进一步的,所述基座包括底板、设置于所述底板上的等高块、设置于所述等高块上的上平板和设置于所述底板上的底脚固定结构,所述上平板上设置有所述测量基准块总成,并且所述上平板上设置有与所述第一中心贯通孔连通的第二中心贯通孔,所述测量头末端在所述第二中心贯通孔内与所述凸台端面接触。
9、进一步的,所述等高块有两块,两块等高块相对于所述第一中心贯通孔对称设置。
10、进一步的,所述测量基准块总成还包括啮合球,所述啮合球的中心设置于所述测量基准块底座的基准圆上,所述基准圆形成于所述第一中心贯通孔周壁,所述啮合球与所述星形套的端面齿基准圆上的齿中径接触啮合。
11、进一步的,所述啮合球为钢球,所述钢球的数量为3个。
12、本实用新型的有益效果是:
13、(1)测量和判断方法简单,检测速度快,对检测人员技能要求低;
14、(2)硬件成本低、检测速度快、对环境要求低;
15、(3)检测精度能满足汽车用万向节的端面齿至凸台端面距离要求。
技术特征:
1.一种vl型万向节星形套的端面齿至凸台端面距离的量具,用于测量vl型万向节星形套(10)的端面齿(11)至中心凸台(12)的凸台端面(13)之间的距离,其特征在于:所述vl型万向节星形套的端面齿至凸台端面距离的量具包括基座(20)、测量杠杆总成(40)、百分表总成(60)和测量基准块总成(80),所述测量杠杆总成(40)、百分表总成(60)和测量基准块总成(80)均设置于所述基座(20)上,所述百分表总成(60)和测量基准块总成(80)分别位于所述测量杠杆总成(40)的两侧;所述测量基准块总成(80)包括测量基准块底座(82),所述星形套(10)支撑于所述测量基准块底座(82)上,所述测量基准块底座(82)腾空设置于所述基座(20)上,所述测量基准块底座(82)具有用于供星形套(10)的中心凸台(12)置入的第一中心贯通孔(822),以使凸台端面(13)触动所述测量杠杆总成(40)的第一端,带动测量杠杆总成(40)转动,进而使测量杠杆总成(40)的第二端带动百分表总成(60)产生测量结果。
2.根据权利要求1所述的vl型万向节星形套的端面齿至凸台端面距离的量具,其特征在于:所述测量杠杆总成(40)包括测量杠杆(42),所述测量杠杆(42)的第一端(422)设置有测量头(44),所述测量头(44)位于所述第一中心贯通孔(822)下方,用于接触所述凸台端面(13),所述测量杠杆(42)中部设置有测量杠杆中心轴(424),所述测量头(44)带动所述测量杠杆(42)围绕所述测量杠杆中心轴(424)旋转,所述测量杠杆(42)的第二端(426)用于接触所述百分表总成(60)。
3.根据权利要求2所述的vl型万向节星形套的端面齿至凸台端面距离的量具,其特征在于:所述测量杠杆总成(40)还包括杠杆座(46)和弹性件(48),所述杠杆座(46)设置于所述基座(20)上,所述测量杠杆(42)设置于所述杠杆座(46)上,所述弹性件(48)设置于所述测量杠杆(42)和所述基座(20)之间。
4.根据权利要求3所述的vl型万向节星形套的端面齿至凸台端面距离的量具,其特征在于:所述弹性件(48)为压簧。
5.根据权利要求2所述的vl型万向节星形套的端面齿至凸台端面距离的量具,其特征在于:所述百分表总成(60)包括百分表座(62)和百分表(64),所述百分表座(62)设置于所述基座(20)上,所述百分表(64)设置于所述百分表座(62)上,所述百分表(64)具有百分表接触头(642),所述百分表接触头(642)接触所述测量杠杆(42)的第二端(426)。
6.根据权利要求2所述的vl型万向节星形套的端面齿至凸台端面距离的量具,其特征在于:所述基座(20)包括底板(22)、设置于所述底板(22)上的等高块(24)、设置于所述等高块(24)上的上平板(26)和设置于所述底板(22)上的底脚固定结构(28),所述上平板(26)上设置有所述测量基准块总成(80),并且所述上平板(26)上设置有与所述第一中心贯通孔(822)连通的第二中心贯通孔(262),所述测量头(44)末端在所述第二中心贯通孔(262)内与所述凸台端面(13)接触。
7.根据权利要求6所述的vl型万向节星形套的端面齿至凸台端面距离的量具,其特征在于:所述等高块(24)有两块,两块等高块(24)相对于所述第一中心贯通孔(822)对称设置。
8.根据权利要求7所述的vl型万向节星形套的端面齿至凸台端面距离的量具,其特征在于:所述测量基准块总成(80)还包括啮合球(84),所述啮合球(84)的中心设置于所述测量基准块底座(82)的基准圆(824)上,所述基准圆(824)沿所述第一中心贯通孔(822)周壁设置,所述啮合球(84)与所述星形套(10)的端面齿基准圆(102)上的齿中径(112)接触啮合。
9.根据权利要求8所述的vl型万向节星形套的端面齿至凸台端面距离的量具,其特征在于:所述啮合球(84)为钢球,所述钢球的数量为3个。
技术总结
本技术公开了一种VL型万向节星形套的端面齿至凸台端面距离的量具,用于测量VL型万向节星形套的端面齿至中心凸台的凸台端面之间的距离,包括基座、测量杠杆总成、百分表总成和测量基准块总成,百分表总成和测量基准块总成分别位于测量杠杆总成的两侧;测量基准块总成包括测量基准块底座,星形套支撑于测量基准块底座上,测量基准块底座腾空设置于基座上,测量基准块底座具有用于供星形套的中心凸台置入的第一中心贯通孔,以使凸台端面触动测量杠杆总成的第一端,带动测量杠杆总成转动,进而使测量杠杆总成的第二端带动百分表总成产生测量结果。本技术测量和判断方法简单,检测速度快,对检测人员技能要求低。
技术研发人员:吴克毅
受保护的技术使用者:上海长锐汽车零部件有限公司
技术研发日:20240531
技术公布日:2025/1/9
- 还没有人留言评论。精彩留言会获得点赞!