一种全自动减压阀气密性测试机器的制作方法
本技术涉及减压阀检测,具体为一种全自动减压阀气密性测试机器。
背景技术:
1、目前市面上针对abs的电磁阀大致可归为两种,分别是控制abs轮缸压力增加的增压阀和控制abs轮缸压力减小的减压阀。esc的电磁阀除了abs的两种阀外,还有其它两种,分别是控制esc增压的隔离阀和控制esc保压的吸入阀。这四种阀主要是控制轮缸压力的,其性能的好坏直接影响abs和esc性能,进而影响车辆的安全性。电磁阀性能要求主要有压力变化率、流量、泄漏、响应时间、方向开启压力、电流压差特性、开启电流和可控流量等。
2、目前行业对这些性能要求项都较统一,但对这些性能的指标和测试方法还是不一致,缺乏行业统一标准。这导致主机厂和供应商无法系统的评估电磁阀性能,电磁阀测试设备也无法做到标准化和规范化,造成了一定资源浪费,因此,亟需一种全自动减压阀气密性测试机器。
技术实现思路
1、本实用新型的目的在于提供一种全自动减压阀气密性测试机器,以解决上述背景技术中提出的问题。
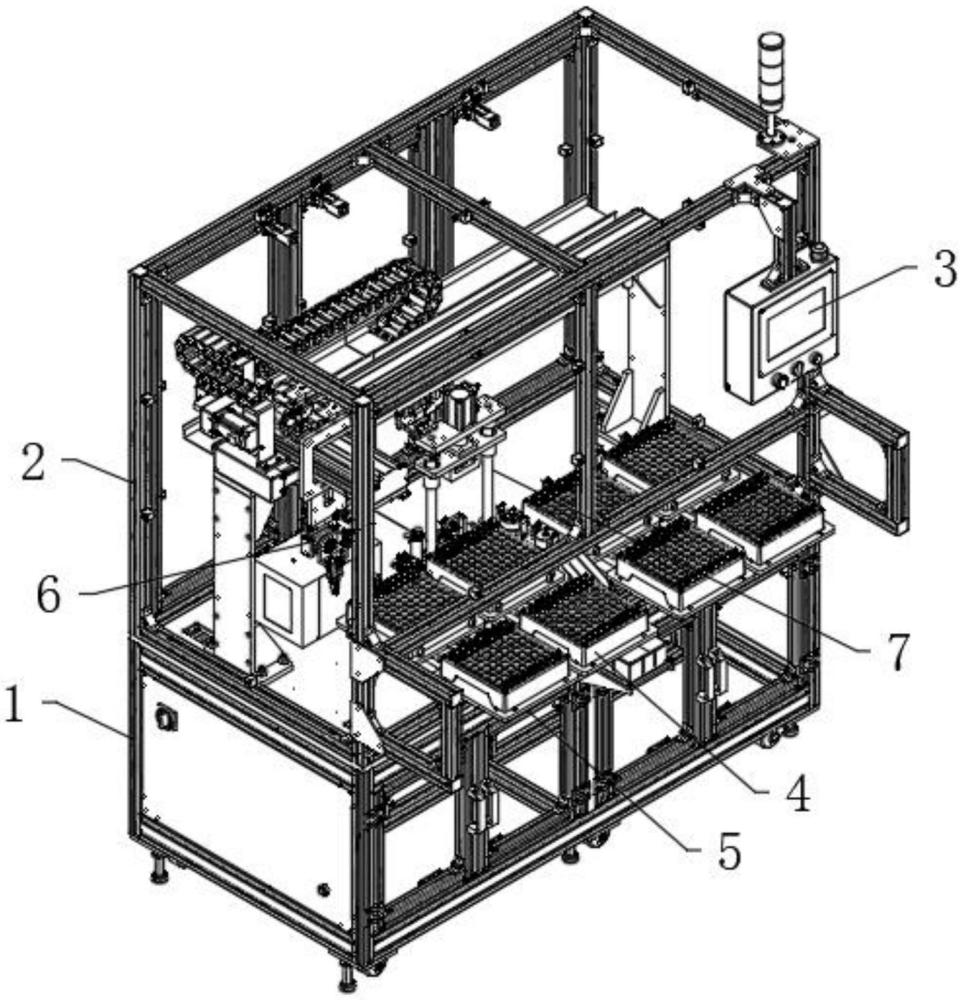
2、为实现上述目的,本实用新型提供如下技术方案:一种全自动减压阀气密性测试机器,包括下型材框架和上型材框架,所述上型材框架固定安装在所述下型材框架上,所述上型材框架的正面设置有人机界面,所述下型材框架上设置有减压阀台板,所述减压阀台板上设置有进出料装置、气密性检测装置和抓取装置。
3、优选的,所述人机界面包括触控面箱、触控面板、急停按钮、面箱开关和启动按钮,所述触控面箱设置在所述上型材框架的正面,所述触控面板、急停按钮、面箱开关和启动按钮均安装在触控面箱上。
4、优选的,所述进出料装置包括进出料固定板、滑台气缸、放置板、料盘、反射传感器、导向轴、支座和进出料底板,所述滑台气缸和支座均设置在所述进出料底板上,所述导向轴与支座连接,所述支座设置在进出料固定板上,所述料盘、反射传感器设置在放置板上,所述放置板设置在滑台气缸上。
5、优选的,所述气密性检测装置包括气密性检测仪、下料盒、标准件、减压阀固定底板、无杆气缸、减压阀工装、加压气缸、气检支撑轴、压头和接近开关,所述气密性检测仪与所述减压阀工装之间设置有气管,所述减压阀工装通过无杆气缸设置在减压阀固定底板上,所述气检支撑轴设置在所述减压阀固定底板上,所述加压气缸设置在所述气检支撑轴上,所述加压气缸与所述压头连接,所述接近开关、标准件、下料盒均设置在所述减压阀固定底板上。
6、优选的,所述下型材框架上设置有接料盒,所述接料盒位于所述下料盒的下方。
7、优选的,所述抓取装置包括支架、xy电动滑台、抓手固定板、抓手气缸、摆动气缸和抓手,所述支架设置在所述上型材框架上,所述xy电动滑台设置在所述支架上,所述抓手固定板设置在所述xy电动滑台上,所述抓手气缸和摆动气缸均设置在所述抓手固定板上,且所述抓手设置在所述抓手气缸上。
8、与现有技术相比,本实用新型的有益效果是:本实用新型结构小巧、制作容易、操作简单、组装精度高、一致性好,减轻操作人员的劳动强度,保障操作人员的人身安全,提高检测效率,保证出厂产品的合格率。
技术特征:
1.一种全自动减压阀气密性测试机器,包括下型材框架(1)和上型材框架(2),其特征在于:所述上型材框架(2)固定安装在所述下型材框架(1)上,所述上型材框架(2)的正面设置有人机界面(3),所述下型材框架(1)上设置有减压阀台板(5),所述减压阀台板(5)上设置有进出料装置(4)、气密性检测装置(6)和抓取装置(7)。
2.根据权利要求1所述的一种全自动减压阀气密性测试机器,其特征在于:所述人机界面(3)包括触控面箱(3-1)、触控面板(3-2)、急停按钮(3-3)、面箱开关(3-4)和启动按钮(3-5),所述触控面箱(3-1)设置在所述上型材框架(2)的正面,所述触控面板(3-2)、急停按钮(3-3)、面箱开关(3-4)和启动按钮(3-5)均安装在触控面箱(3-1)上。
3.根据权利要求1所述的一种全自动减压阀气密性测试机器,其特征在于:所述进出料装置(4)包括进出料固定板(4-1)、滑台气缸(4-2)、放置板(4-3)、料盘(4-4)、反射传感器(4-5)、导向轴(4-8)、支座(4-7)和进出料底板(4-6),所述滑台气缸(4-2)和支座(4-7)均设置在所述进出料底板(4-6)上,所述导向轴(4-8)与支座(4-7)连接,所述支座(4-7)设置在进出料固定板(4-1)上,所述料盘(4-4)、反射传感器(4-5)设置在放置板(4-3)上,所述放置板(4-3)设置在滑台气缸(4-2)上。
4.根据权利要求1所述的一种全自动减压阀气密性测试机器,其特征在于:所述气密性检测装置(6)包括气密性检测仪(6-1)、下料盒(6-2)、标准件(6-3)、减压阀固定底板(6-4)、无杆气缸(6-5)、减压阀工装(6-6)、加压气缸(6-7)、气检支撑轴(6-8)、压头(6-9)和接近开关(6-10),所述气密性检测仪(6-1)与所述减压阀工装(6-6)之间设置有气管,所述减压阀工装(6-6)通过无杆气缸(6-5)设置在减压阀固定底板(6-4)上,所述气检支撑轴(6-8)设置在所述减压阀固定底板(6-4)上,所述加压气缸(6-7)设置在所述气检支撑轴(6-8)上,所述加压气缸(6-7)与所述压头(6-9)连接,所述接近开关(6-10)、标准件(6-3)、下料盒(6-2)均设置在所述减压阀固定底板(6-4)上。
5.根据权利要求4所述的一种全自动减压阀气密性测试机器,其特征在于:所述下型材框架(1)上设置有接料盒(8),所述接料盒(8)位于所述下料盒(6-2)的下方。
6.根据权利要求1所述的一种全自动减压阀气密性测试机器,其特征在于:所述抓取装置(7)包括支架(7-1)、xy电动滑台(7-2)、抓手固定板(7-3)、抓手气缸(7-4)、摆动气缸(7-5)和抓手(7-6),所述支架(7-1)设置在所述上型材框架(2)上,所述xy电动滑台(7-2)设置在所述支架(7-1)上,所述抓手固定板(7-3)设置在所述xy电动滑台(7-2)上,所述抓手气缸(7-4)和摆动气缸(7-5)均设置在所述抓手固定板(7-3)上,且所述抓手(7-6)设置在所述抓手气缸(7-4)上。
技术总结
本技术公开了一种全自动减压阀气密性测试机器,包括下型材框架和上型材框架,所述上型材框架固定安装在所述下型材框架上,所述上型材框架的正面设置有人机界面,所述下型材框架上设置有减压阀台板,所述减压阀台板上设置有进出料装置、气密性检测装置和抓取装置,所述人机界面包括触控面箱、触控面板、急停按钮、面箱开关和启动按钮,所述触控面箱设置在所述上型材框架的正面,所述触控面板、急停按钮、面箱开关和启动按钮均安装在触控面箱上。本技术结构小巧、制作容易、操作简单、组装精度高、一致性好,减轻操作人员的劳动强度,保障操作人员的人身安全,提高检测效率,保证出厂产品的合格率。
技术研发人员:李晨风
受保护的技术使用者:北京英创汇智汽车技术有限公司
技术研发日:20240612
技术公布日:2025/2/24
- 还没有人留言评论。精彩留言会获得点赞!