一种保持切割氧气压力恒定的控制装置的制作方法
1.本实用新型涉及冶金技术领域,具体为一种保持切割氧气压力恒定的控制装置。
背景技术:
2.随着钢铁行业的不断发展,对铸坯质量的要求不断提高,但在连铸坯切割过程中经常出现各种问题,例如:切口处有切割瘤、切割断面不平整、切口下缘粘渣等一系列的问题会影响到铸坯的质量和成材率。氧气压力调节是解决铸坯切割质量的方法之一。在切割机切割铸坯的过程中,切割氧出口压力一般为1.2~1.5mpa,由于环境温度变化、机械振动等原因导致出口压力产生波动,导致铸坯切割断面不平整,产生切割瘤等现象。现有市场中的氧气减压阀出口压力波动幅度较大,不稳定。随着对切割质量要求的提高,控制切割氧气出口压力来解决断面不平整等问题逐渐成为一种新的方法,一种保持切割氧气压力恒定的控制装置应运而生。
技术实现要素:
3.本实用新型的目的在于提出一种保持切割氧气压力恒定的控制装置。
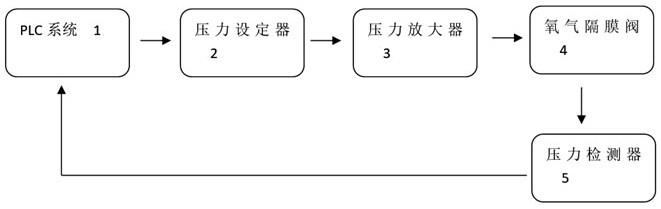
4.本实用新型提出的一种保持切割氧气压力恒定的控制装置,由plc系统1、压力设定器2、压力放大器3、氧气隔膜阀4和压力检测器5组成,其特征在于:压力设定器2的输入端连接plc系统1的输出端,压力设定器2的输出端连接压力放大器3的输入端,压力放大器3的控制气源连接氧气隔膜阀4的隔膜头,氧气隔膜阀4的取压口连接压力检测器5的输入端,压力检测器5的输出端连接plc系统1的输入端。
5.本实用新型中,所述的氧气隔膜阀4为高性能先导式减压阀。
6.本实用新型中,plc系统1设有模拟量模块,所述模拟量模块的输出端连接压力设定器2,模拟量模块的输入端连接压力检测器5,压力设定器2可根据压力检测器5反馈的压力,由压力放大器3自动调节氧气隔膜阀4。
7.本实用新型的工作过程如下:
8.当切割机工作时,为plc系统1设定一个初始值1.5mpa,plc系统1通过模拟量模块处理后,显示一个电流值,压力设定器2将电流值转换为精确的压力值,压力放大器3将该压力放大并输出到氧气隔膜阀4,氧气隔膜阀4的取压口连接压力检测器5,压力检测器5将检测到的压力值再反馈给plc系统1。plc系统1根据反馈压力不断地调节输出压力,直至输出压力稳定至1.5mpa。实践发现此控制装置氧气出口压力波动小于0.05mpa。切割机切割时,基本维持定值,压力波动可忽略不计。切割的铸坯断面平整无切割瘤,大大提升了铸坯表面质量。
9.本实用新型提出的一种保持切割氧气压力恒定的控制装置是基于保证切割断面平整,提高铸坯切割质量的目的。目前钢铁行业生产的铸坯普遍存在的问题是断面不平整,挂渣多,影响到连铸坯的质量和成材率。
10.本实用新型的有益效果在于:本实用新型采用闭环反馈控制,可实时调节氧气隔
膜阀4阀门开度,使阀门出口压力与plc系统1设定值一致。这种控制装置使得出口压力即使有干扰,也能通过自动调节保持出口压力恒定。即如果切割机在切割过程中出现抖动等现象都不会影响铸坯切割质量。
附图说明
11.图1是本实用新型的流程示意图。
12.图2是本实用新型的压力波动对比图。
13.图中标号:1为plc系统、2为压力设定器、3为压力放大器、4为氧气隔膜阀、5为压力检测器。
具体实施方式
14.下面通过实施例结合附图进一步说明本实用新型。
15.实施例1:
16.如图1所示,本实用新型是一种保持切割氧气压力恒定的控制装置,所述控制装置由plc系统1、压力设定器2、压力放大器3、氧气隔膜阀4和压力检测器5构成。压力设定器2的输入端连接plc系统1的输出端,压力设定器2的输出端连接压力放大器3的输入端,压力放大器3的控制气源连接氧气隔膜阀4的隔膜头,氧气隔膜阀4的取压口连接压力检测器5的输入端,压力检测器5的输出端连接plc系统1的输入端。压力设定器2接入plc系统1,压力放大器3控制气源接入氧气隔膜阀4隔膜头,给予plc系统1一个设定值,plc系统1运算后输出模拟量,压力设定器2将模拟量转换为压力信号,压力放大器3将放大后的压力输出到氧气隔膜阀4。所述氧气隔膜阀4采用活接头连接,拆卸方便。压力检测器5安装于氧气隔膜阀4之后,可实时检测氧气隔膜阀4的压力,并将压力值反馈给plc系统1,由plc系统1将反馈值与初始值进行比较,自动调节出口压力。所述的氧气隔膜阀4是一种高性能先导式减压阀。所述压力设定器2可根据压力检测器5反馈的压力自动调节氧气隔膜阀4。现有的氧气减压阀手动调节,由调压弹簧与承压弹簧之间的力平衡实现阀口开度的大小,实现氧气压力从高压到低压的转变,出口压力波动范围在0~0.5mpa左右。所述氧气隔膜阀4出口压力由plc系统1自动调节,压力波动小于0.05mpa,基本实现恒压输出。图2是本实用新型的压力波动对比图。曲线a为现有氧气减压阀压力波动曲线,曲线b为本实用新型氧气隔膜阀压力波动曲线。
技术特征:
1.一种保持切割氧气压力恒定的控制装置,由plc系统(1)、压力设定器(2)、压力放大器(3)、氧气隔膜阀(4)和压力检测器(5)组成,其特征在于:压力设定器(2)的输入端连接plc系统(1)的输出端,压力设定器(2)的输出端连接压力放大器(3)的输入端,压力放大器(3)的控制气源连接氧气隔膜阀(4)的隔膜头,氧气隔膜阀(4)的取压口连接压力检测器(5)的输入端,压力检测器(5)的输出端连接plc系统(1)的输入端。2.根据权利要求1所述的一种保持切割氧气压力恒定的控制装置,其特征在于:所述的氧气隔膜阀(4)为高性能先导式减压阀。3.根据权利要求1所述的一种保持切割氧气压力恒定的控制装置,其特征在于:plc系统(1)设有模拟量模块,所述模拟量模块的输出端连接压力设定器(2),模拟量模块的输入端连接压力检测器(5),压力设定器(2)可根据压力检测器(5)反馈的压力,由压力放大器(3)自动调节氧气隔膜阀(4)。
技术总结
本实用新型涉及一种保持切割氧气压力恒定的控制装置,由PLC系统、压力设定器、压力放大器、氧气隔膜阀和压力检测器组成,其特征在于:压力设定器的输入端连接PLC系统的输出端,压力设定器的输出端连接压力放大器的输入端,压力放大器的控制气源连接氧气隔膜阀的隔膜头,氧气隔膜阀的取压口连接压力检测器的输入端,压力检测器的输出端连接PLC系统的输入端。采用本实用新型控制装置氧气出口压力波动小于0.05MPa,稳压精度提高了10倍,压力基本趋于恒定,切割过程中铸坯表面平整无切割瘤,割缝基本保证在4mm以内。基本保证在4mm以内。基本保证在4mm以内。
技术研发人员:王招如 王国祯 严凯荣
受保护的技术使用者:振东冶金科技江苏有限公司
技术研发日:2021.05.11
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1