一种不锈钢/碳钢复合板热处理过程板形翘曲在线控制方法
本发明属于热处理,特别涉及一种不锈钢/碳钢复合板热处理过程板形翘曲在线控制方法。
背景技术:
1、不锈钢/碳钢复合板由不锈钢覆层与碳钢基层通过热轧、冷轧、爆炸等方法复合而成。如附图1所示,制备后的不锈钢/碳钢复合板需要通过热处理以强化界面结合性能、改善金属层功能性并消除残余应力[1]。在制备及热处理过程中,由于复合板异质金属层间不同力学性能、热力学参数差异以及热轧、爆炸复合过程中工艺参数的影响,基层和覆层之间往往会发生不同程度的弹塑性变形,层间非协调变形产生内应力,进而出现内力偶导致复合板发生弯曲,形成板形翘曲等不良形貌,严重的会影响板材后续加工成型过程。在现阶段的生产实践中,为了使加工后的不锈钢/碳钢复合板成品具有合乎规格的形状和正确的尺寸,生产人员往往会引入矫直工艺,在矫直机旋转的矫正辊之间,使板材经过多次弯曲以消除原始曲率,经过多个辊矫正后,原始曲率逐渐减小,板材逐渐平直[2]。该工艺通过强制弯曲的方式使复合板发生塑性变形以改善板形,但当复合板翘曲变形量过大或复合板刚性过强时往往会出现矫不直等情况,并且在矫直过程中往往会引入额外的板材内部塑性应力应变,在一定程度上会影响复合板力学性能。如何在前期热处理过程中最大限度的减小板形翘曲变化,减轻后续矫直过程的负担已成为复合板生产实践中的关键问题。
2、在热处理过程中,不锈钢/碳钢复合板的板形变化是客观存在的,现场技术人员对此早有认知,但是可采用的调节手段有限,并且相对比较盲目,无法得到有效的调节效果。另外,不锈钢/碳钢复合板在热处理时,板形的变化是复合板内外温差、微观组织相变、复合板材料参数、加工工艺参数等多个因素的耦合。现有的调控技术只能通过最终成品板形判定调控的优劣,且无论调控成功与否,都无法作出及时调整。而每一块复合板的来料板形及热处理参数都是唯一的,前、后板材之间的调整过程没有绝对的参考性。
3、根据现有公开文件,针对不锈钢/碳钢复合板的热处理过程板形翘曲控制技术尚未出现。因此,如何在生产中实现不锈钢/碳钢复合板热处理过程板形翘曲在线控制,减轻生产线下游矫直机组的负担,已成为热处理相关技术人员的攻关重点。
4、参考文献
5、[1]黄伟.不锈钢/碳钢层状结构复合板生产工艺[j].科技与企业,2014(05):274-275.
6、[2]刘宝龙.热轧宽幅特厚不锈钢复合板界面组织性能及轧制工艺研究[d].燕山大学,2017.
技术实现思路
1、为了克服上述现有技术中的不足,本发明提出了一种不锈钢/碳钢复合板热处理过程板形翘曲在线控制方法,该系统基于热处理生产线自动化控制系统,采用数学模型在线调节、精准控制复合板板形,从而使热处理后的不锈钢/碳钢复合板成品板形得到了有效保证,减轻了后续平整机组的负担,提高了生产效率,有较高的生产应用价值。
2、本发明包括以下由计算机执行的步骤:
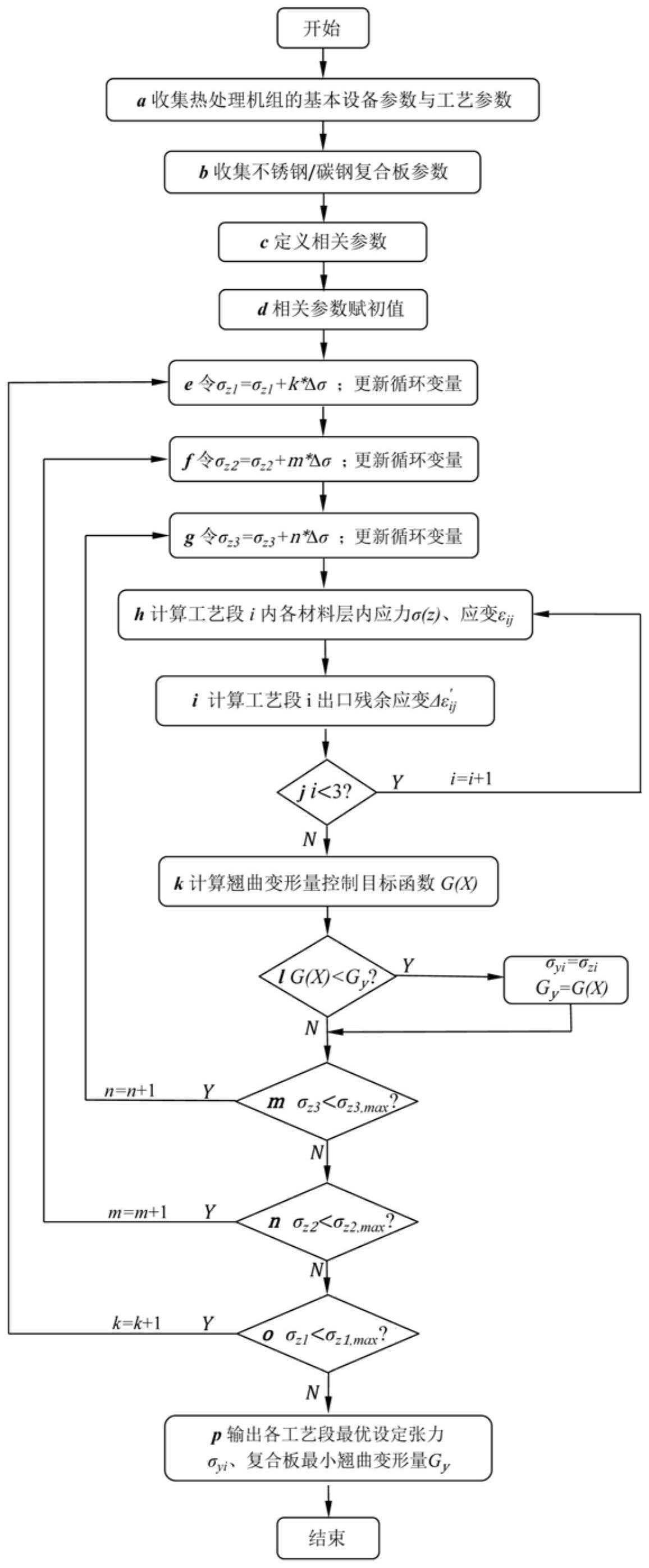
3、(a)收集热处理机组基本设备与工艺参数,主要包括:热处理总工艺段数3,定义工艺段编号{i,i=1、2、3};收集各个工艺段内允许设定张力的最大值σzi,max、最小值σzi,min,工艺段i结束时刻温度ti,热处理初始温度t0;
4、(b)收集不锈钢/碳钢复合板参数,主要包括:不锈钢/碳钢复合板原始长度l、总厚度h、宽度b、厚度比λ,对不锈钢/碳钢复合板材料层j依次编号1、2(1-不锈钢覆层,2-碳钢基层),各材料层厚度hj、各工艺段温度为ti时各材料层弹性变形阶段弹性模量eij、强化阶段弹性模量e'ij,来料初始残余应变δε0j,线膨胀系数βij、屈服强度σsij、复合板板形翘曲量控制目标函数初始值g0;
5、(c)定义相关参数,主要包括:沿厚度方向分布的内应力σ(z)、各材料层总应变εij、弹性应变εeij、工艺段入口残余应变δεij、工艺段i出口残余应变δε'ij、来料初始残余应变δε0j、各工艺段设定张力σzi、张力调节步长δσ;热处理过程中复合板长度l′,层间弯矩mr;复合板应变中性层与界面层的距离δ、复合板弯曲后对应的圆心角2θ、曲率半径r、板形翘曲量控制目标函数g(x)、各工艺段张力控制参数σyi、复合板板形翘曲最优值gy;张力调节参数k、m、n;
6、(d)相关参数赋初值:令i=1、k=0、m=0、n=0,设定张力调节步长δσ,令δε1j=δε0j,(j=1、2),令σzi=σzi,min,给定目标函数初始值g0,令gy=g0;
7、(e)令σz1=σz1+k*δσ;更新循环变量;
8、(f)令σz2=σz2+m*δσ;更新循环变量;
9、(g)令σz3=σz3+n*δσ;更新循环变量;
10、(h)计算工艺段i内各材料层内应力σ(z)、应变εij;
11、
12、(i)计算工艺段i出口残余应变δε'ij;
13、
14、(j)判断不等式i<3是否成立,如果不等式成立,则令δεij=δε′ij、i=i+1,转到步骤(h);不等式不成立,则转入步骤(k);
15、(k)计算复合板板形翘曲量控制目标函数g(x);
16、g(x)=[r+δ-h(λ-1)](1-cosθ)
17、其中:
18、(l)判断g(x)<gy是否成立?如果不等式成立,则记录张力控制参数与复合板板形翘曲量,令σyi=σzi,gy=g(x),转入步骤(m),否则,直接转入步骤(m);
19、(m)判断σz3<σz3,max是否成立?若不等式成立,则令n=n+1,转入步骤(g);否则,转入步骤(n);
20、(n)判断σz2<σz2,max是否成立?若不等式成立,则令m=m+1,转入步骤(f);否则,转入步骤(o);
21、(o)判断σz1<σz1,max是否成立?若不等式成立,则令k=k+1,转入步骤(e);否则,转入步骤(p);
22、(p)输出各工艺段张力控制参数σyi、复合板最小板形翘曲量gy;
23、本发明与现有技术相比具有以下优点:
24、工作量小,在不增加硬件投资成本、不对硬件进行大规模改造的基础上实现了不锈钢/碳钢复合板热处理过程板形翘曲在线控制,提高了复合板热处理工艺生产效率,最大程度地保证了下游工序对高质量板形的要求,极大地提高了复合板热处理工艺生产的灵活性和智能性。
技术特征:
1.一种不锈钢/碳钢复合板热处理过程板形翘曲在线控制方法,其特征在于:包括以下由计算机执行的步骤:
技术总结
一种不锈钢/碳钢复合板热处理过程板形翘曲在线控制方法,主要包括以下由计算机执行的步骤:1、收集热处理机组基本设备与工艺参数;2、收集不锈钢/碳钢复合板参数;3、定义相关参数并将相关参数赋初值;4、计算工艺段i内各材料层的内应力σ(z)、应变ε<subgt;ij</subgt;和计算工艺段i出口残余应变Δε′<subgt;ij</subgt;;5、计算复合板翘曲变形量控制目标函数G(X);6、执行判断及循环指令;7、输出各工艺段张力控制参数σ<subgt;yi</subgt;、复合板最小翘曲变形量G<subgt;y</subgt;。本发明工作量小,提高了复合板热处理工艺生产效率,最大程度地保证了下游工序对高质量板形的要求,极大地提高了复合板热处理工艺生产的灵活性和智能性。
技术研发人员:王瑞,赵志敏,冀相云,钱保治,邱传伟,黄晶
受保护的技术使用者:山东科技大学
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!