本说明书一个或多个实施例涉及齿轮加工,尤其涉及一种端面齿加工方法及装置。
背景技术:
1、差速锁、狗牙离合器广泛应用于驱动桥、变速箱总成,二者主要由移动齿套、固定齿套等零部件组成。移动齿套、固定齿套啮合部位均采用端面齿结构,国内普遍采用铣削加工方式进行端面齿加工,存在以下主要典型问题:
2、①采用单分度、单齿逐步仿形铣削,加工效率低,以某外径110mm左右移动齿套为例,单件需要加工45分钟;由于端面齿加工效率低,其成为移动齿套、固定齿套加工的瓶颈工序,厂家往往要投入数台设备以及更多的人力。
3、②铣削加工通常采用加工中心或者普通铣床(+分度盘),精度较差,而且无法保证倒锥角和齿顶、齿根圆角尺寸,还需要手动进行倒角。
4、因此,希望有一种技术方案来克服或至少减轻现有技术的至少一个上述缺陷。
技术实现思路
1、有鉴于此,本说明书一个或多个实施例的目的在于提出一种端面齿加工方法及装置,以解决上述至少一个问题。
2、基于上述目的,本说明书一个或多个实施例提供了一种端面齿加工方法,所述端面齿加工方法包括:
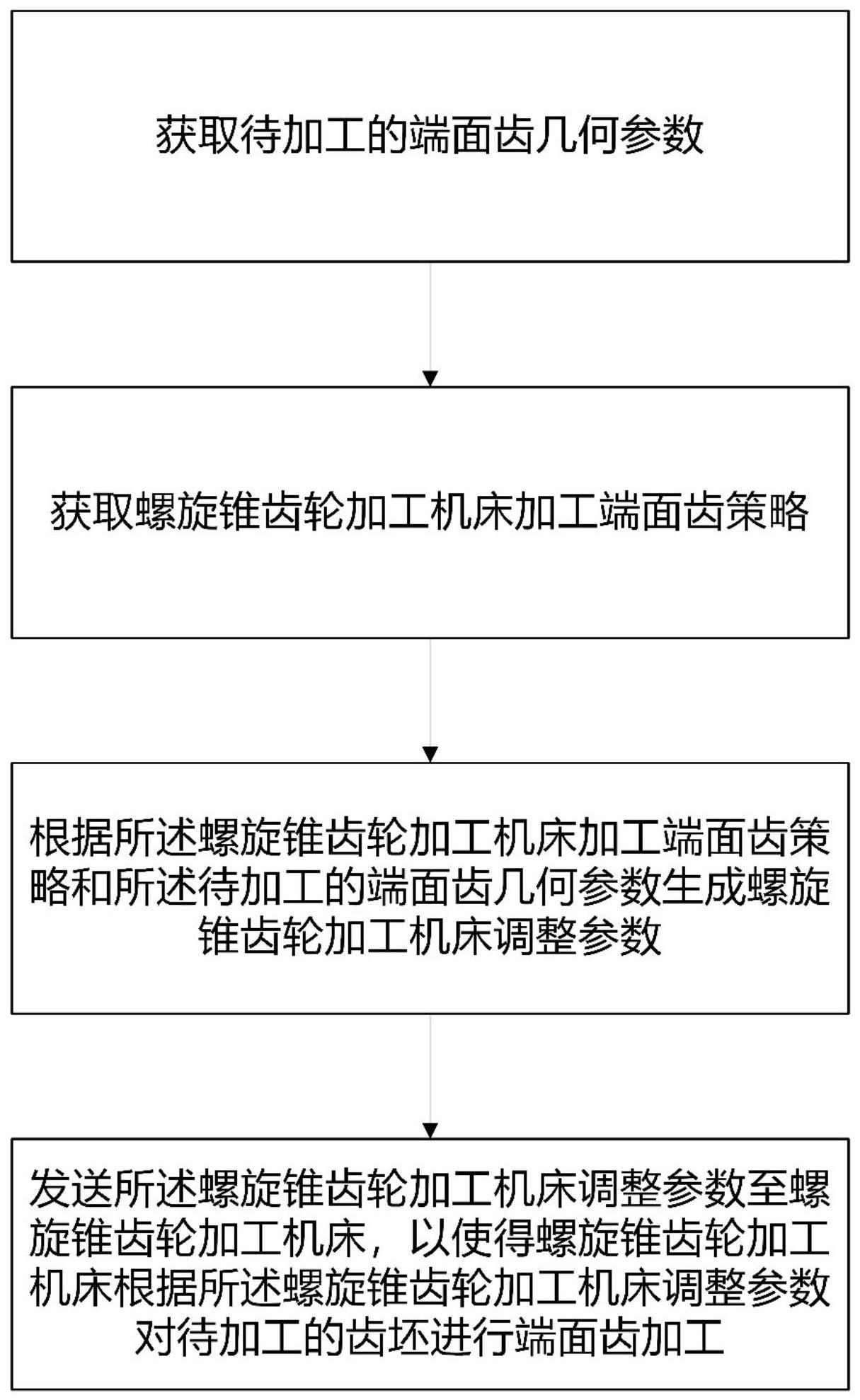
3、获取待加工的端面齿几何参数;
4、获取螺旋锥齿轮加工机床加工端面齿策略;
5、根据所述螺旋锥齿轮加工机床加工端面齿策略和所述待加工的端面齿几何参数生成螺旋锥齿轮加工机床调整参数;
6、发送所述螺旋锥齿轮加工机床调整参数至螺旋锥齿轮加工机床,以使得螺旋锥齿轮加工机床根据所述螺旋锥齿轮加工机床调整参数对待加工的齿坯进行端面齿加工。
7、可选地,根据所述螺旋锥齿轮加工机床加工端面齿策略和所述待加工的端面齿几何参数生成螺旋锥齿轮加工机床调整参数包括:
8、获取刀具参数生成策略;
9、根据所述待加工的端面齿几何参数和所述刀具参数生成策略获取刀具压力角、工件压力角和刀具在工件上形成的夹角;
10、根据所述刀具压力角、工件压力角和刀具在工件上形成的夹角获取机床根锥角。
11、可选地,所述待加工的端面齿几何参数包括:齿根角、齿顶高、齿根高、齿面宽、离合器中点半径;
12、获取刀具参数生成策略;
13、根据所述待加工的端面齿几何参数和所述刀具参数生成策略获取刀盘半径;
14、根据所述螺旋锥齿轮加工机床加工端面齿策略和所述待加工的端面齿几何参数生成螺旋锥齿轮加工机床调整参数还包括:
15、根据所述刀具压力角、工件压力角、刀具在工件上形成的夹角、齿根角、齿顶高、齿根高、齿面宽、刀盘半径、离合器中点半径获取机床水平轮位修正量。
16、可选地,根据所述螺旋锥齿轮加工机床加工端面齿策略和所述待加工的端面齿几何参数生成螺旋锥齿轮加工机床调整参数还包括:
17、根据机床水平轮位修正量、刀具压力角、工件压力角、刀具在工件上形成的夹角、离合器中点半径、齿根高、齿面宽和刀盘半径获取齿根角获取偏心角。
18、可选地,根据所述螺旋锥齿轮加工机床加工端面齿策略和所述待加工的端面齿几何参数生成螺旋锥齿轮加工机床调整参数还包括:
19、根据所述偏心角获取摇台角。
20、可选地,在发送所述螺旋锥齿轮加工机床调整参数至螺旋锥齿轮加工机床之前,所述端面齿加工方法还包括:
21、获取螺旋锥齿轮加工机床调整参数验证策略;
22、判断所述螺旋锥齿轮加工机床调整参数是否符合螺旋锥齿轮加工机床调整参数验证策略;若是,则
23、发送所述螺旋锥齿轮加工机床调整参数至螺旋锥齿轮加工机床。
24、可选地,所述判断所述螺旋锥齿轮加工机床调整参数是否符合螺旋锥齿轮加工机床调整参数验证策略包括:
25、获取齿坯参数;
26、根据所述螺旋锥齿轮加工机床调整参数和所述齿坯参数在三维软件中模拟加工;
27、获取三维软件模拟加工生成的端面齿模型的几何参数;
28、获取待加工的端面齿几何参数;
29、判断所述三维软件模拟加工生成的端面齿模型的几何参数与待加工的端面齿几何参数是否相同;若是,则
30、发送所述螺旋锥齿轮加工机床调整参数至螺旋锥齿轮加工机床。
31、可选地,根据所述螺旋锥齿轮加工机床调整参数和所述齿坯参数在三维软件中模拟加工包括:
32、根据所述螺旋锥齿轮加工机床调整参数构建齿坯和刀具的空间位置关系;
33、根据所述齿坯参数和所述齿坯和刀具的空间位置关系绘制齿坯模型;
34、根据所述齿坯和刀具的空间位置关系绘制刀具的刃口曲线;
35、根据所述齿坯模型和所述刀具的刃口曲线模拟加工。
36、可选地,根据所述齿坯模型和所述刀具的刃口曲线模拟加工包括:
37、步骤202,获取刀具的行程半径;
38、步骤204,根据所述刀具的行程半径、刀具的刃口曲线在所述齿坯模型进行轨迹扫描;
39、步骤206,获取所述轨迹扫描的深度;
40、步骤208,判断所述深度是否为全齿深;若是,则
41、步骤210,获取齿坯模型旋转分度;
42、步骤212,根据所述齿坯模型旋转分度旋转齿坯模型;
43、步骤212,循环执行步骤206到步骤212直至完成所有齿的模拟加工。
44、本申请还提供了一种端面齿加工装置,所述端面齿加工装置包括:
45、待加工的端面齿几何参数获取模块,所述待加工的端面齿几何参数获取模块用于获取待加工的端面齿几何参数;
46、螺旋锥齿轮加工机床加工端面齿策略获取模块,所述螺旋锥齿轮加工机床加工端面齿策略获取模块用于获取螺旋锥齿轮加工机床加工端面齿策略;
47、螺旋锥齿轮加工机床调整参数生成模块,所述螺旋锥齿轮加工机床调整参数生成模块用于根据所述螺旋锥齿轮加工机床加工端面齿策略和所述待加工的端面齿几何参数生成螺旋锥齿轮加工机床调整参数;
48、发送模块,所述发送模块用于发送所述螺旋锥齿轮加工机床调整参数至螺旋锥齿轮加工机床,以使得螺旋锥齿轮加工机床根据所述螺旋锥齿轮加工机床调整参数对待加工的齿坯进行端面齿加工。
49、本申请的有益效果如下:
50、本申请提供了一种端面齿加工方法,本方法采用螺旋锥齿轮加工机床进行端面齿加工,基于待加工的端面齿几何参数获取螺旋锥齿轮加工机床调整参数,使用螺旋锥齿轮加工机床进行端面齿加工,可以有效提升加工效率。
技术特征:1.一种端面齿加工方法,其特征在于,所述端面齿加工方法包括:
2.如权利要求1所述的端面齿加工方法,其特征在于,
3.如权利要求2所述的端面齿加工方法,其特征在于,
4.如权利要求3所述的端面齿加工方法,其特征在于,
5.如权利要求4所述的端面齿加工方法,其特征在于,
6.如权利要求5所述的端面齿加工方法,其特征在于,
7.如权利要求6所述的端面齿加工方法,其特征在于,
8.如权利要求7所述的端面齿加工方法,其特征在于,
9.如权利要求8所述的端面齿加工方法,其特征在于,
10.一种端面齿加工装置,其特征在于,所述端面齿加工装置包括:
技术总结本申请提供一种端面齿加工方法及装置,所述端面齿加工方法包括:获取待加工的端面齿几何参数;获取螺旋锥齿轮加工机床加工端面齿策略;根据所述螺旋锥齿轮加工机床加工端面齿策略和所述待加工的端面齿几何参数生成螺旋锥齿轮加工机床调整参数;发送所述螺旋锥齿轮加工机床调整参数至螺旋锥齿轮加工机床,以使得螺旋锥齿轮加工机床根据所述螺旋锥齿轮加工机床调整参数对待加工的齿坯进行端面齿加工。本申请提供了一种端面齿加工方法,本方法采用螺旋锥齿轮加工机床进行端面齿加工,基于待加工的端面齿几何参数获取螺旋锥齿轮加工机床调整参数,使用螺旋锥齿轮加工机床进行端面齿加工,可以有效提升加工效率。
技术研发人员:徐占,高洪彪,武子涛,张鹏,王凯,王志明,冯忠义,袁照丹,王林国
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:技术公布日:2024/1/11