伺服控制装置的制作方法
本发明涉及伺服控制装置,特别涉及通过包含具有重复性的动作指令的指令进行电动机控制的伺服控制装置。
背景技术:
1、以往,在电动机等驱动装置的控制中,在其控制指令中,使用了这样的指令:该指令是根据需要对不具有重复性的移动指令叠加往复振动的指令(摆动指令)等具有重复性的指令而形成的指令。
2、在专利文献1中记载了如下的机床的控制技术:在通过对工件进行车削加工来执行螺纹切削加工的机床的控制中,为了切碎因车削加工而产生的切屑,在工具的加工动作中引入摆动动作,将适合于切屑的切碎的摆动振幅以及摆动方向的摆动动作有关的具有重复性的指令与为了车削加工而使工件与工具相对移动的移动指令相加(叠加)。
3、在专利文献2中,关于进行摆动切削的机床的控制装置,记载了如下的机床的控制装置:以降低由摆动切削引起的机床的负荷为目的,为了切碎因加工而产生的切屑,一边通过主轴与进给轴的协调动作使工具与工件相对摆动一边进行工件的加工。即,叠加工件与工具的相对摆动的指令,但在专利文献2的技术中,在加工条件表示基于多个进给轴中的一个进给轴的插补动作的加工的情况下,使工具以及工件在沿着加工路径的方向上相对摆动,在加工条件表示基于多个进给轴的同时插补动作的加工的情况下,相对于加工路径变更摆动方向或者使摆动停止。
4、现有技术文献
5、专利文献
6、专利文献1:日本特开2019-185355号公报
7、专利文献2:日本特开2020-9248号公报
技术实现思路
1、发明要解决的课题
2、如上所述,已知如下的技术:在机床的控制装置中,在其控制指令中,除了不具有重复性的移动指令以外,还叠加包含往复振动的指令(摆动指令)等具有重复性的指令。
3、但是,在专利文献1中,当在控制装置(伺服控制装置)中生成摆动指令(具有重复性的指令)时,需要从外部输入加工程序,在计算出摆动条件的基础上生成摆动指令,需要从外部输入大数据量的信息,产生通信容量过大这样的问题。而且,需要根据输入的加工程序计算摆动条件,根据其计算量,控制指令的生成需要时间,难以实现控制动作的高跟随性。
4、另外,在专利文献2中,由上位的控制部制作摆动指令(具有重复性的指令),将制作出的摆动指令发送到控制部(伺服控制部),因此,在频率非常大的高频的摆动指令的情况下,产生了上位的控制部与伺服控制部之间的通信容量过大而发送困难这样的问题。
5、本发明的目的在于提供一种伺服控制装置,在机床的控制装置中,作为其控制指令,当得到对通常的移动指令叠加了具有重复性的指令的控制指令时,能够不受通信容量的限制而采用具有高频的重复性的指令,且能够实现高跟随性。
6、用于解决课题的手段
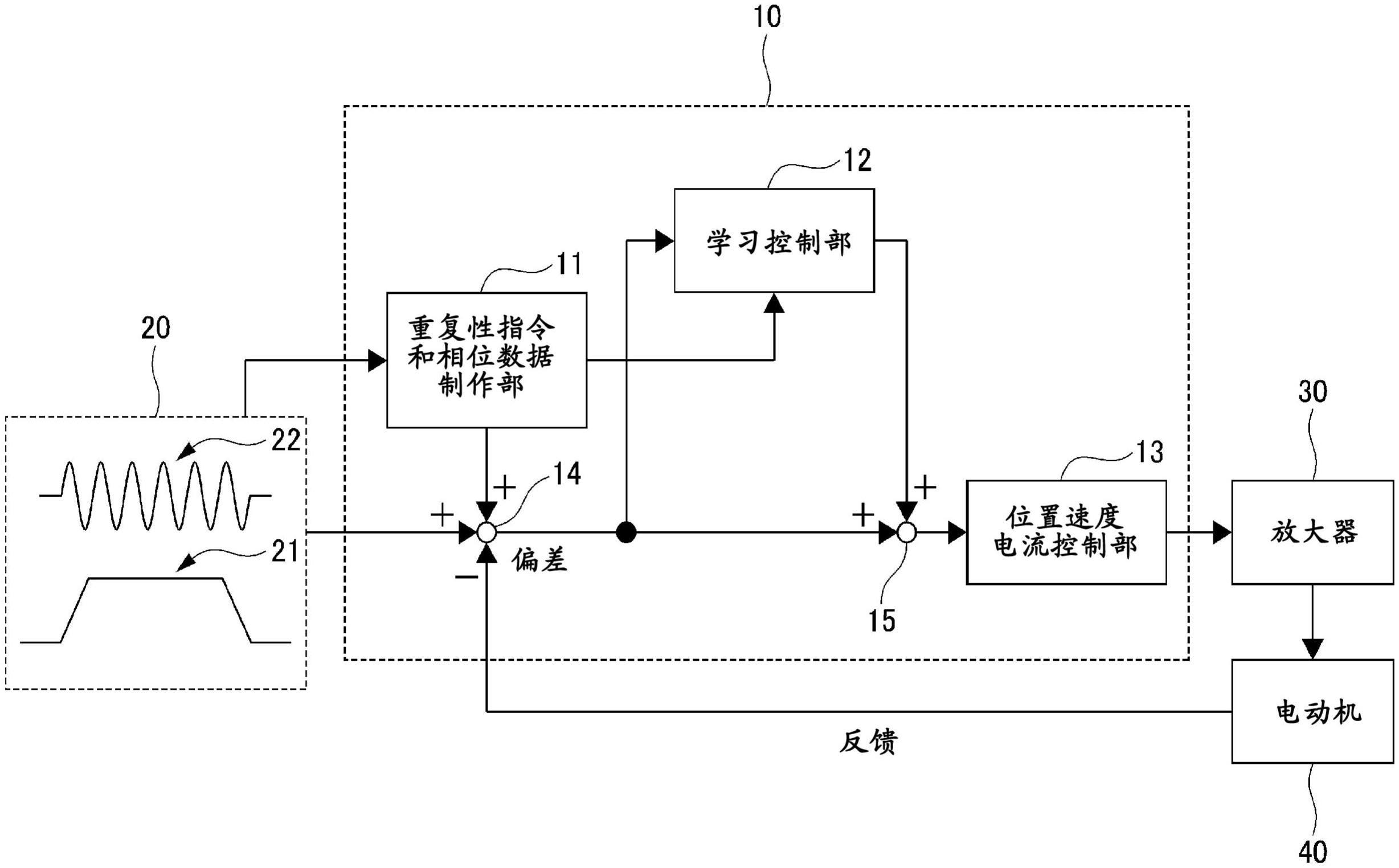
7、为了解决上述课题,本公开的伺服控制装置进行伺服电动机的控制,其中,所述伺服控制装置具有:重复性指令制作部,其从上位控制装置仅取得指令波形的形状种类的信息、以及表示指令波形的振幅、周期和与指令波形的形状尺寸相关的其他特征量的数值信息的参数信息,制作并输出具有重复性的指令;以及指令叠加部,其从所述上位控制装置取得通常的移动指令,将所述重复性指令制作部输出的具有重复性的指令与所述通常的移动指令叠加。
8、发明效果
9、根据本公开的伺服控制装置,为了进行伺服控制,从上位控制装置发送小数据量的信息即可,即,不受上位控制装置与伺服控制装置之间的通信容量的限制,而在伺服控制装置内制作具有重复性的指令,因此,作为具有重复性的指令,即使是频率非常大的高频的指令也能够采用。另外,在伺服控制装置中,直接被提供了所提供的波形的形状种类、数值数据等参数信息,仅根据所提供的参数信息来制作具有重复性的指令,因此,能够抑制用于制作具有重复性的指令的计算量,实现控制动作的高跟随性。
技术特征:
1.一种进行伺服电动机的控制的伺服控制装置,其特征在于,该伺服控制装置具有:
2.根据权利要求1所述的伺服控制装置,其特征在于,
3.根据权利要求1或2所述的伺服控制装置,其特征在于,
4.根据权利要求3所述的伺服控制装置,其特征在于,
5.根据权利要求1~4中任一项所述的伺服控制装置,其特征在于,
技术总结
目的在于,关于机床的控制指令,当得到对不具有重复性的移动指令等通常的移动指令叠加具有重复性的指令而成的控制指令时,能够不受通信容量的限制而采用具有高频的重复性的指令。从上位控制装置仅取得指令的形状的信息、以及与振幅、周期和其他特征量相关的数值信息的参数信息,仅根据该参数信息制作具有重复性的指令即重复性指令,并与不具有重复性的移动指令等通常的移动指令叠加,由此,能够达成目的。
技术研发人员:冈本高志,森田有纪
受保护的技术使用者:发那科株式会社
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!