数值控制装置的制作方法
本公开涉及控制机床的数值控制装置。
背景技术:
1、以往,在数值控制装置中,使用固定循环来自动生成工具的移动路径(参照专利文献1)。例如,在车削粗加工用的固定循环中,通过指定固定循环的开始点的坐标值、表示工件的精加工形状的坐标值以及切入量来自动地生成粗加工时的多个工具路径。因此,能够实现加工程序的简化,并且能够减轻生成加工程序的负荷。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开2016-177493号公报
技术实现思路
1、发明所要解决的课题
2、通常,考虑缩短工件的加工时间来决定由加工程序指定的工具路径。但是,在固定循环中自动生成工具路径,因此无法缩短执行固定循环时的加工时间。因此,期望缩短执行固定循环时的加工时间。
3、本公开的目的在于提供一种能够缩短包含固定循环的加工程序的执行时间的数值控制装置。
4、用于解决课题的手段
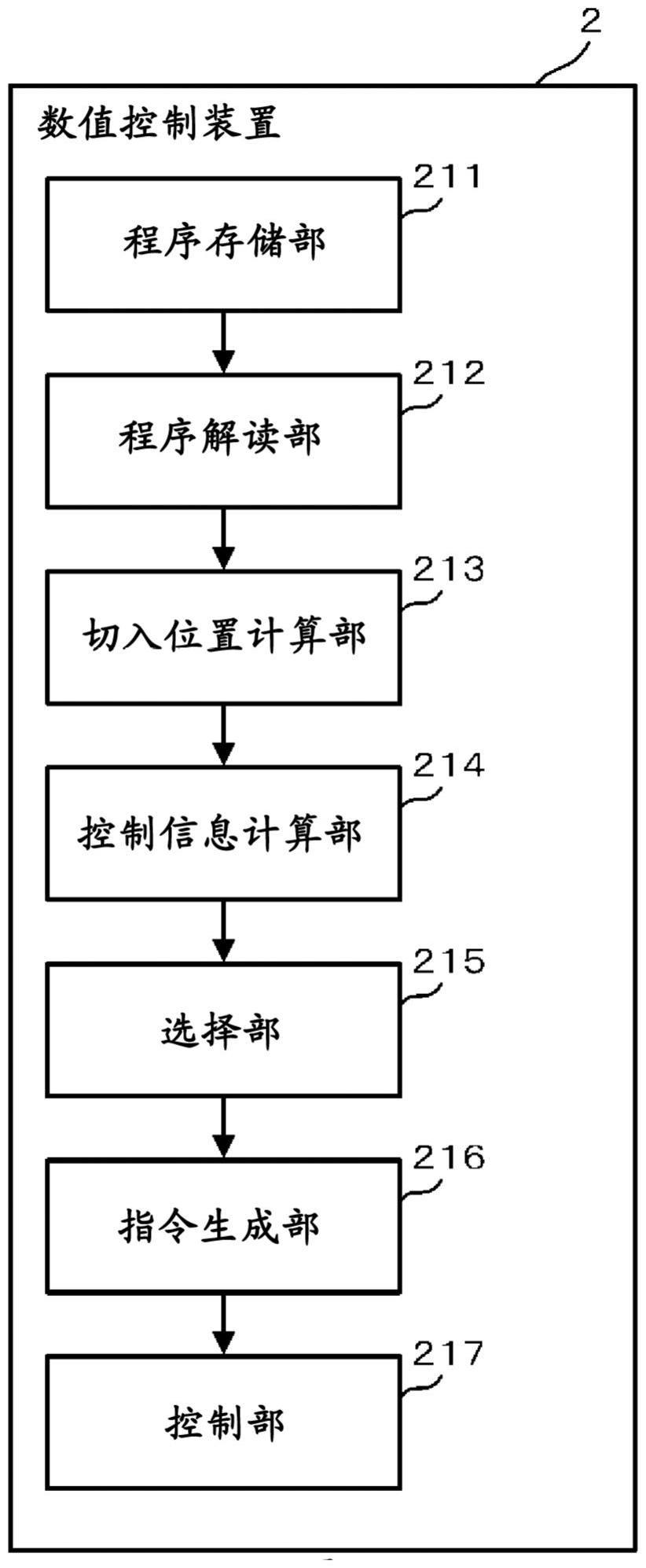
5、数值控制装置具备:切入位置计算部,其基于固定循环指令中包含的用于指定切入量的代码,计算执行固定循环时的多个切入位置;控制信息计算部,其计算分别与切入位置计算部计算出的多个切入位置对应的多个控制信息;以及选择部,其基于控制信息计算部计算出的多个控制信息,从多个切入位置选择一个切入位置。
6、发明效果
7、根据本公开,能够缩短包含固定循环的加工程序的执行时间。
技术特征:
1.一种数值控制装置,其特征在于,具备:
2.根据权利要求1所述的数值控制装置,其特征在于,
3.根据权利要求2所述的数值控制装置,其特征在于,
4.根据权利要求2或3所述的数值控制装置,其特征在于,
5.根据权利要求1所述的数值控制装置,其特征在于,
6.根据权利要求5所述的数值控制装置,其特征在于,
7.根据权利要求1所述的数值控制装置,其特征在于,
8.根据权利要求7所述的数值控制装置,其特征在于,
技术总结
数值控制装置具备:切入位置计算部,其基于固定循环指令中包含的指定切入量的代码,计算执行固定循环时的多个切入位置;控制信息计算部,其计算分别与切入位置计算部计算出的多个切入位置对应的多个控制信息;以及选择部,其基于控制信息计算部计算出的多个控制信息,从多个切入位置选择一个切入位置。
技术研发人员:松村浩志
受保护的技术使用者:发那科株式会社
技术研发日:
技术公布日:2024/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1