一种仪表组装产线的智能化设计系统的制作方法
本发明涉及数据处理,具体涉及一种仪表组装产线的智能化设计系统。
背景技术:
1、仪表是指测定温度、气压、电量、血压、流量等仪器的统称。外形似计时的表,能由刻度直接显示数值。主要分为压力仪表、温度仪表、流量仪表、电工仪器仪表、电子测量仪器、光学仪器、分析仪器、实验仪器等。广泛应用于工业、农业、交通、科技、环保、国防、文教卫生、人民生活等各方面。
2、仪表行业所生产的产品通常需要人工进行外壳组装,并通过激光打标机在外壳打印二维码、技术参数、接线图等信息。由于外壳组装工序单一繁琐需要大量的人工成本,同时激光打标要求操作人员不断设置打印的图形模板。针对上述问题亟须一条能够自动组装外壳的机械系统并控制激光打标机实现自动打标生产线,以达到满足自动化生产需求的目的。
3、然而,
技术实现思路
1、解决的技术问题
2、针对现有技术所存在的上述缺点,本发明提供了一种仪表组装产线的智能化设计系统,解决了上述背景技术中提出的技术问题。
3、技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
5、一种仪表组装产线的智能化设计系统,包括:
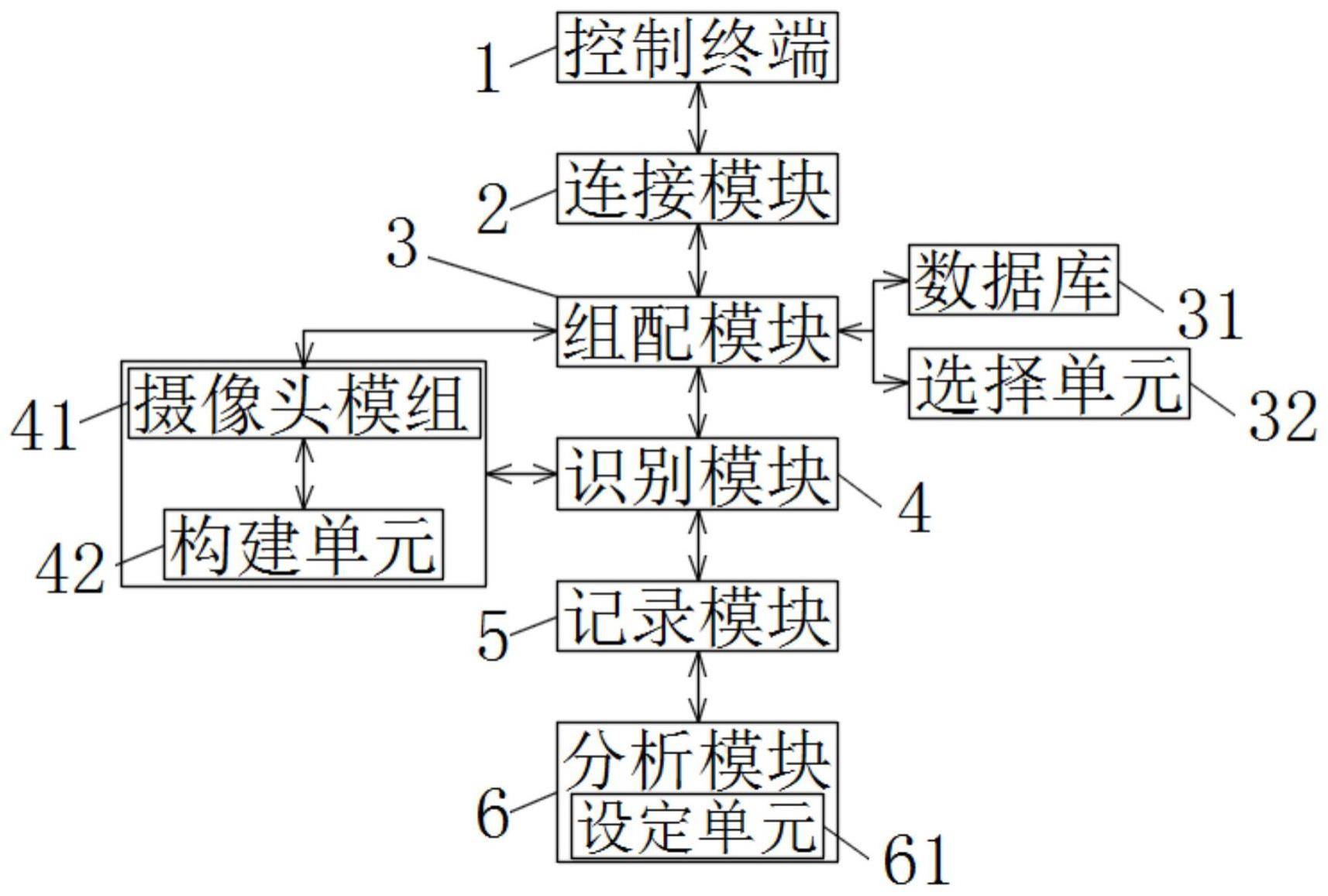
6、控制终端,是系统的主控端,用于发出执行命令;
7、连接模块,用于部署网络,使仪表组装产线及激光打标机于同一网络中上线,进行数据交互;
8、组配模块,用于组配图像数据及文字数据形成激光打标机的运行任务;
9、识别模块,用于识别仪表组合产线上输出的产品;
10、记录模块,用于记录仪表组合产线上输出的产品在进行激光打标过程中的信息数据及信息数据产生的时间戳;
11、分析模块,用于获取记录模块中记录的信息数据及信息数据产生的时间戳,分析信息数据对应的仪表组装产线上进行激光打标的产品是否合格。
12、更进一步地,所述组配模块下级设置有子模块,包括:
13、数据库,用于储存图像数据及文字数据;
14、选择单元,用于选择数据库储存的图像数据及文字数据;
15、其中,选择单元在选择数据库中储存的图像数据及文字数据时,通过系统端用户手动操作对图像数据及文字数据进行选择,选择单元在进行图像数据及文字数据的选择后,对图像数据及文字数据进行打包并向组配模块发送。
16、更进一步地,所述识别模块下级设置有子模块,包括:
17、摄像头模组,用于采集仪表组装产线上输出的产品的图像数据;
18、构建单元,用于接收摄像头模组采集的产品的图像数据,参考图像数据构建产品的三维虚拟模型;
19、其中,构建单元在构建产品的三维虚拟模型后,同步对产品的虚拟三维模型与数据库中储存的图像数据及文字数据进行相互配置,并对完成的配置产品的虚拟三维模型向识别模块发送,于识别模块中储存。
20、更进一步地,所述摄像头模组设置有若干组,摄像头模组对仪表组装产线上输出的产品进行图像数据的采集时,对仪表组装产线于产品接触以外的其他所有正方向图像数据进行采集,应用采集到的图像数据进行产品的虚拟三维模型的构建。
21、更进一步地,所述记录模块运行记录的产品在进行激光打标过程中的信息数据:组配模块运行得到的激光打标机运行任务内容、仪表组装产线运行数据、产品上激光打标面的图像数据。
22、更进一步地,所述分析模块运行时,于获取的信息数据中应用产品上激光打标面的图像数据,依次判定图像数据是否与组配模块当前提供的激光打标机的运行任务中存在的图像数据及文字数据相同,在判定结果为是时,进入下一组图像数据的判定,在判定结果为否时,获取该组图像对应产品信息数据产生的时间戳,将获取到的产品信息数据产生的时间戳向控制终端反馈,系统端用户于控制终端上对产品信息数据产生的时间戳进行读取,根据时间戳于仪表组装产线输出的产品中捕捉对应产品。
23、更进一步地,所述分析模块内部设置有子模块,包括:
24、设定单元,用于设定仪表组装产线生产合格阈值;
25、其中,所述分析模块在判定图像数据与组配模块当前提供的激光打标机的运行任务中存在的图像数据及文字数据是否相同时,对判定结果为是及判定结果为否进行分别计数,应用计数结果进行仪表组装产线合格率计算,通过计算结果与设定单元设定的合格阈值进行比对,判定当前批次的仪表组装产线输出的产品是否合格。
26、更进一步地,所述设定单元中设定的仪表组装产线生产合格阈值通过系统端用户手动编辑进行设定,系统端用户于每次系统初始运行状态下对设定单元中设定的仪表组装产线生产合格阈值进行重置。
27、更进一步地,所述分析模块运行实时监测仪表组装产线及激光打标机运行状态,以仪表组装产线及激光打标机运行作为触发控制分析模块实时运行。
28、更进一步地,所述控制终端通过介质电性连接有连接模块及组配模块,所述组配模块下级通过介质电性连接有数据库及选择单元,所述组配模块通过介质电性连接有识别模块,所述识别模块下级通过介质电性连接有摄像头模组及构建单元,所述摄像头模组通过介质电性与组配模块相连接,所述识别模块通过介质电性与记录模块及分析模块相连接,所述分析模块内部通过介质电性连接有设定单元。
29、有益效果
30、采用本发明提供的技术方案,与已知的公有技术相比,具有如下有益效果:
31、1、本发明提供一种仪表组装产线的智能化设计系统,该系统能够对仪表组装产线及激光打标机进行交互式的智能控制,使得激光打标机对仪表组装产线输出的产品进行打标的过程进行安全监测,确保激光打标机运行任务稳定运行,此外,通过设置数据库的方式,可以使得该系统能够将激光打标机运行打标的数据内容模块化,从而使得激光打标机的所能够激光打标的内容多元化,从而以此服务于仪表组装产线,使得仪表组装产线的生产效率及智能化程度更高。
32、2、本发明中系统在运行过程中,能通过采集仪表组装产线上传输的产品的图像数据的方式来构建产品的虚拟三维模型,从而进一步的应用产品的虚拟三维模型使得系统能够对产品具备精准的识别功能,并且该系统还能对仪表组装产线上传输的产品进行合格率的统计,并对不合格的产品能够进行捕捉,从而以此为系统端用户带来便捷的同时,还使得系统端用户更加了解当前仪表组装产线上生产传输的产品的品质实况。
技术特征:
1.一种仪表组装产线的智能化设计系统,其特征在于,包括:
2.根据权利要求1所述的一种仪表组装产线的智能化设计系统,其特征在于,所述组配模块(3)下级设置有子模块,包括:
3.根据权利要求1所述的一种仪表组装产线的智能化设计系统,其特征在于,所述识别模块(4)下级设置有子模块,包括:
4.根据权利要求3所述的一种仪表组装产线的智能化设计系统,其特征在于,所述摄像头模组(41)设置有若干组,摄像头模组(41)对仪表组装产线上输出的产品进行图像数据的采集时,对仪表组装产线于产品接触以外的其他所有正方向图像数据进行采集,应用采集到的图像数据进行产品的虚拟三维模型的构建。
5.根据权利要求1所述的一种仪表组装产线的智能化设计系统,其特征在于,所述记录模块(5)运行记录的产品在进行激光打标过程中的信息数据:组配模块(3)运行得到的激光打标机运行任务内容、仪表组装产线运行数据、产品上激光打标面的图像数据。
6.根据权利要求1所述的一种仪表组装产线的智能化设计系统,其特征在于,所述分析模块(6)运行时,于获取的信息数据中应用产品上激光打标面的图像数据,依次判定图像数据是否与组配模块(3)当前提供的激光打标机的运行任务中存在的图像数据及文字数据相同,在判定结果为是时,进入下一组图像数据的判定,在判定结果为否时,获取该组图像对应产品信息数据产生的时间戳,将获取到的产品信息数据产生的时间戳向控制终端(1)反馈,系统端用户于控制终端(1)上对产品信息数据产生的时间戳进行读取,根据时间戳于仪表组装产线输出的产品中捕捉对应产品。
7.根据权利要求1所述的一种仪表组装产线的智能化设计系统,其特征在于,所述分析模块(6)内部设置有子模块,包括:
8.根据权利要求7所述的一种仪表组装产线的智能化设计系统,其特征在于,所述设定单元(61)中设定的仪表组装产线生产合格阈值通过系统端用户手动编辑进行设定,系统端用户于每次系统初始运行状态下对设定单元(61)中设定的仪表组装产线生产合格阈值进行重置。
9.根据权利要求1所述的一种仪表组装产线的智能化设计系统,其特征在于,所述分析模块(6)运行实时监测仪表组装产线及激光打标机运行状态,以仪表组装产线及激光打标机运行作为触发控制分析模块(6)实时运行。
10.根据权利要求1所述的一种仪表组装产线的智能化设计系统,其特征在于,所述控制终端(1)通过介质电性连接有连接模块(2)及组配模块(3),所述组配模块(3)下级通过介质电性连接有数据库(31)及选择单元(32),所述组配模块(3)通过介质电性连接有识别模块(4),所述识别模块(4)下级通过介质电性连接有摄像头模组(41)及构建单元(42),所述摄像头模组(41)通过介质电性与组配模块(3)相连接,所述识别模块(4)通过介质电性与记录模块(5)及分析模块(6)相连接,所述分析模块(6)内部通过介质电性连接有设定单元(61)。
技术总结
本发明涉及数据处理技术领域,具体涉及一种仪表组装产线的智能化设计系统,包括:控制终端,是系统的主控端,用于发出执行命令;连接模块,用于部署网络,使仪表组装产线及激光打标机于同一网络中上线,进行数据交互;组配模块,用于组配图像数据及文字数据形成激光打标机的运行任务;识别模块,用于识别仪表组合产线上输出的产品;本发明能够对仪表组装产线及激光打标机进行交互式的智能控制,使得激光打标机对仪表组装产线输出的产品进行打标的过程进行安全监测,确保激光打标机运行任务稳定运行,此外,通过设置数据库的方式,可以使得该系统能够将激光打标机运行打标的数据内容模块化。
技术研发人员:董健,龚旭青,万立旺,刘永元,邓衍朋
受保护的技术使用者:南京优倍自动化系统有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!