一种地板生产线的控制方法及系统与流程
本发明主要涉及板材加工,具体涉及一种地板生产线的控制方法及系统。
背景技术:
1、目前的地板生产线是通过将多种原料混合形成地板原浆,通过冷压成型得到地板成品,现有的地板生产线一般通过压延机进行冷压,多种原料形成的地板原浆在进入压延机前经过初步冷却成型,但是本身的热量较高,压延机在长时间压延冷却过程中,积聚较多工作热量,导致压延机的温度上升,影响地板冷压质量,地板热量过高容易出现膨胀凸起、坍塌凹陷等表面缺陷,影响地板生产线的地板加工质量。
技术实现思路
1、本发明的目的在于克服现有技术的不足,本发明提供了一种地板生产线的控制方法及系统,所述地板生产线的控制方法通过对地板辊压成品进行品质检测并调整辊压冷却组件的工作,提高辊压冷却组件对地板辊压冷却成型的效果,有效提高地板生产线的地板加工生产质量。
2、本发明提供了一种地板线生产线的控制方法,所述控制方法包括:
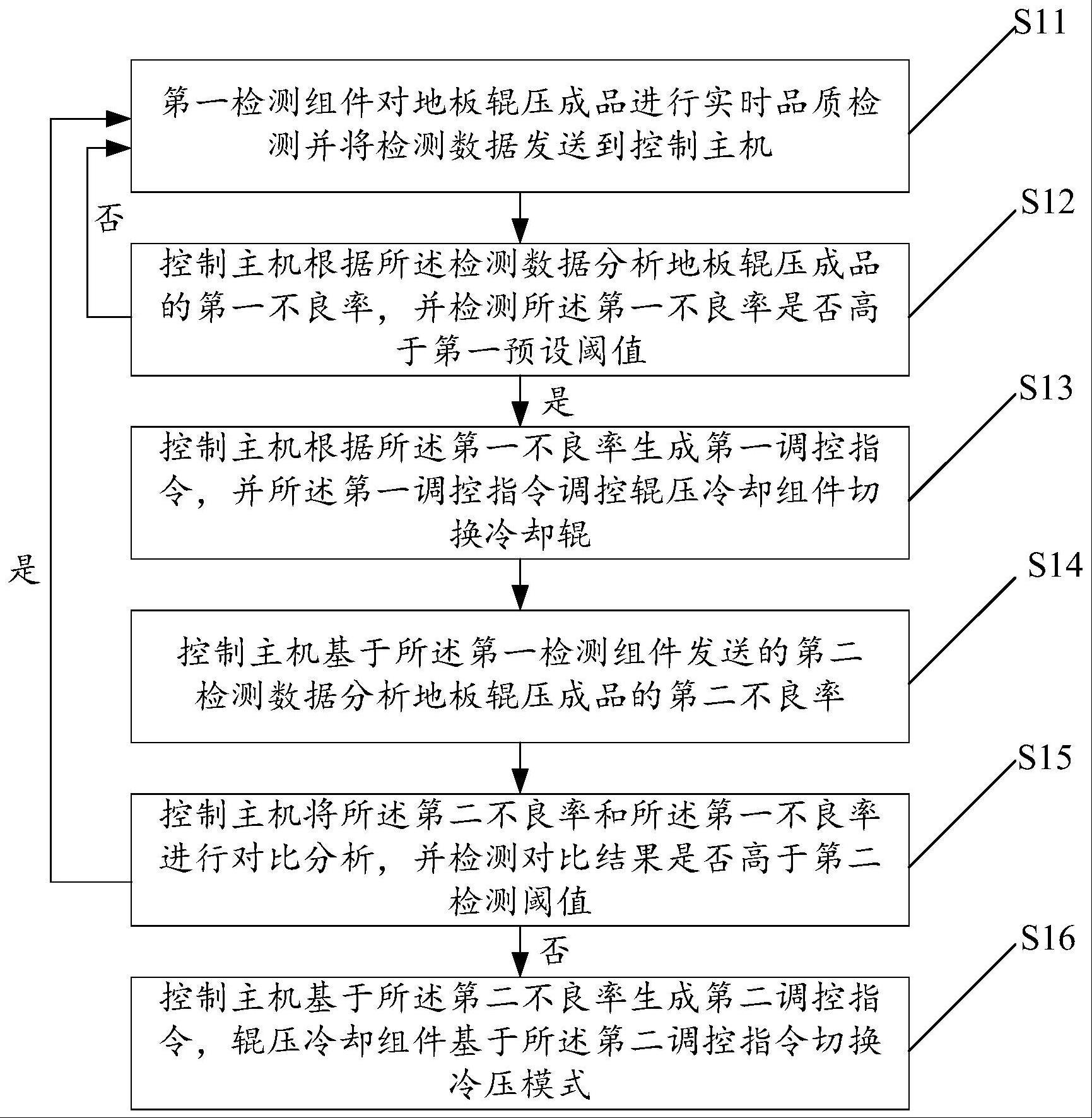
3、s11:第一检测组件对地板辊压成品进行实时品质检测并将检测数据发送到控制主机;
4、s12:控制主机根据所述检测数据分析地板辊压成品的第一不良率,并检测所述第一不良率是否高于第一预设阈值,若是,进入步骤s13;
5、s13:控制主机根据所述第一不良率生成第一调控指令,并所述第一调控指令调控辊压冷却组件切换冷却辊;
6、s14:控制主机基于所述第一检测组件发送的第二检测数据分析地板辊压成品的第二不良率;
7、s15:控制主机将所述第二不良率和所述第一不良率进行对比分析,并检测对比结果是否高于第二检测阈值,若否,进入步骤s16;
8、s16:控制主机基于所述第二不良率生成第二调控指令,辊压冷却组件基于所述第二调控指令切换冷压模式。
9、进一步的,所述第一检测组件对地板辊压成品进行实时品质检测并将检测数据发送到控制主机包括:
10、所述第一检测组件记录单位时间内地板辊压成品的缺陷位置数据,根据所述缺陷位置数据计算缺陷位置面积,并基于所述缺陷位置面积生成检测数据。
11、进一步的,所述第一检测组件记录单位时间内地板辊压成品的缺陷位置数据,根据所述缺陷位置数据计算缺陷位置面积包括:
12、所述第一检测组件扫描单位时间内地板辊压成品的图像,标记图像上地板厚度不符合要求的位置,并分析计算标记位置面积。
13、进一步的,所述控制主机根据所述检测数据分析地板辊压成品的第一不良率,并检测所述第一不良率是否高于第一预设阈值包括:
14、控制主机根据地板生产线的运输速率计算单位时间内地板辊压成品的面积,并根据所述地板辊压成品的面积和所述缺陷位置面积计算地板辊压成品的第一不良率。
15、进一步的,所述控制主机根据所述第一不良率生成第一调控指令,并所述第一调控指令调控辊压冷却组件切换冷却辊包括:
16、所述控制主机基于第一调控指令调控所述辊压冷却组件的第二冷却组件替换第一冷却组件工作。
17、进一步的,所述控制主机基于所述第一检测组件发送的调整后的检测数据分析地板辊压成品的第二不良率包括:
18、第一检测组件对调控后的地板辊压成品品质进行检测并将检测数据发送到控制主机;
19、控制主机根据调控后的检测数据分析计算地板辊压成品的第二不良率。
20、进一步的,所述控制方法还包括:
21、第二检测组件检测地板成品的品质并将检测数据发送到所述控制主机;
22、所述控制主机根据所述地板成品检测数据分析地板成品的品质等级。
23、进一步的,所述第二检测组件检测地板成品的品质并将检测数据发送到所述控制主机包括:
24、第二检测组件拍摄地板成品的图像并将图像中的缺陷位置进行标记,生成地板成品检测数据。
25、进一步的,所述控制主机根据所述地板成品检测数据分析地板成品的品质等级包括:
26、所述控制主机接收所述地板成品检测数据,基于所述地板成品检测数据分析地板的缺陷位置、缺陷数量以及缺陷程度标记地板成品的品质等级。
27、本发明还提供了一种地板生产线的控制系统,所述控制系统用于执行所述地板生产线的控制方法,所述控制系统包括控制主机、辊压冷却组件和第一检测组件;
28、所述控制主机用于接收所述第一检测组件的检测数据,并根据检测数据生成调控指令调控辊压冷却组件的工作;
29、所述第一检测组件用于检测地板辊压成品的品质,并将检测数据发送到控制主机;
30、所述辊压冷却组件用于根据控制主机的调控指令调整工作模式。
31、本发明提供了一种地板生产线的控制方法及系统,所述地板生产线的控制方法通过对地板辊压成品进行品质检测,根据地板辊压成品的品质检测数据调整辊压冷却组件的工作,通过切换辊压冷却组件的工作模式,使得辊压冷却组件能够满足地板辊压冷却成型的需求,通过实时检测和调整,提高地板生产线的地板加工生产质量。
技术特征:
1.一种地板线生产线的控制方法,其特征在于,所述控制方法包括:
2.如权利要求1所述的地板生产线的控制方法,其特征在于,所述第一检测组件对地板辊压成品进行实时品质检测并将检测数据发送到控制主机包括:
3.如权利要求2所述的地板生产线的控制方法,其特征在于,所述第一检测组件记录单位时间内地板辊压成品的缺陷位置数据,根据所述缺陷位置数据计算缺陷位置面积包括:
4.如权利要求2所述的地板生产线的控制方法,其特征在于,所述控制主机根据所述检测数据分析地板辊压成品的第一不良率,并检测所述第一不良率是否高于第一预设阈值包括:
5.如权利要求1所述的地板生产线的控制方法,其特征在于,所述控制主机根据所述第一不良率生成第一调控指令,并所述第一调控指令调控辊压冷却组件切换冷却辊包括:
6.如权利要求1所述的地板生产线的控制方法,其特征在于,所述控制主机基于所述第一检测组件发送的调整后的检测数据分析地板辊压成品的第二不良率包括:
7.如权利要求1所述地板生产线的控制方法,其特征在于,所述控制方法还包括:
8.如权利要求7所述的地板生产线的控制方法,其特征在于,所述第二检测组件检测地板成品的品质并将检测数据发送到所述控制主机包括:
9.如权利要求7所述的地板生产线的控制方法,其特征在于,所述控制主机根据所述地板成品检测数据分析地板成品的品质等级包括:
10.一种地板生产线的控制系统,其特征在于,所述控制系统用于执行如权利要求1至9任一所述的地板生产线的控制方法,所述控制系统包括控制主机、辊压冷却组件和第一检测组件;
技术总结
本发明公开了一种地板线生产线的控制方法及系统,所述控制方法包括:第一检测组件对地板辊压成品进行实时品质检测;控制主机根据所述检测数据分析地板辊压成品的第一不良率,并检测所述第一不良率是否高于第一预设阈值,控制主机生成第一调控指令并调控辊压冷却组件切换冷却辊;控制主机分析地板辊压成品的第二不良率;控制主机将所述第二不良率和所述第一不良率进行对比分析,并检测对比结果是否高于第二检测阈值控制主机基于所述第二不良率生成第二调控指令,辊压冷却组件基于所述第二调控指令切换冷压模式。所述控制方法通过实时检测地板辊压成品的品质,并根据检测数据调整辊压冷却组件的冷却模式,提高地板生产线的地板加工质量。
技术研发人员:蒲小红,吴小波
受保护的技术使用者:广东煜丰实业(集团)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!