一种高性能并行多向切削双刀具控制方法
本发明涉及数控加工,尤其涉及一种高性能并行多向切削双刀具控制方法。
背景技术:
1、并行多向切削可以有效的抑制车刀颤振,并且在加工中应用更小的主偏角和更高的切削参数并获得更长的刀具寿命,同时避免了传统车削方法带来的挤屑问题,从而提高了加工安全性。与传统的切削方法相比并行多向切削采用两把刀具,有效的降低了对刀具的磨损,增大了切削去除率。同时提高了加工表面质量和加工效率。目前,数控机床大多是单刀的数控机床,对单刀的刀具控制已经很成熟,但是,对双刀具的数控机床的刀具控制方法研究较少。
2、本发明提供一种数控机床的双刀具控制方法,协调在加工过程中两把刀具的运动,通过g指令代码控制两刀的进给速度和延时状态,避免出现运动和几何干涉。减少刀具的控制难度,提高双刀具数控车床的加工效率。
技术实现思路
1、本发明实例公开了一种高性能并行多向切削双刀具控制方法,能够实现两把刀具不同加工策略的并行多向切削控制。
2、本发明实例公开了一种高性能并行多向切削双刀具控制方法,所述方法包括:
3、在加工转台开始转动时,利用d指令,启动所述刀具补偿;
4、利用延时指令g协调左、右刀架的运动,先接收到g指令的刀架等待另一个刀架,待另一个刀架也接收到g指令后,左、右刀架再同步处理后续程序段;
5、利用cycle127指令,控制所述一号刀和二号刀具指向指定的进给切入角度;
6、利用g代码指令,控制所述一号刀和二号刀具按照指定的进刀方式进行加工,包括:
7、利用g代码指令,以每转n的进给量,控制所述当前刀具沿z轴方向进行移动;
8、利用g代码指令,以每转m的进给量,控制所述当前刀具沿x轴方向进行移动;
9、利用g代码指令,以每转d的进给量,控制所述当前刀具沿y轴方向进行移动。
10、在切削共享表面时,通过g指令代码控制一号刀具和二号刀具沿x轴的进给量相同,完成切削深度相同的切削;
11、在切削共享表面时,通过g指令代码控制一号刀具和二号刀具沿x轴的进给量不同,完成切削深度不同的切削。
12、反向切削时,通过g指令代码控制一号刀具和二号刀具沿z轴的负方向进给,完成反向切削。
13、在所述一号刀具和二号刀具完成给定的加工策略切削后,通过g指令代码控制所述一号刀具和二号刀具移动到退刀点并利用d指令停止所述刀具补偿,完成一次共享表面并行多向切削循环。
14、在切削非共享表面时,通过g指令代码控制所述二号刀具的延时控制,实现两刀具的一前一后加工顺序;
15、在所述一号刀和二号刀具完成给定的加工策略切削并移动至目标位置之后,利用g代码指令,控制所述一号刀和二号刀具移动至起刀点上并利用d指令停止所述刀具补偿。
16、本发明具有以下优点:
17、1、采用两个数控系统控制两把刀具,更利于刀具之间的协调控制。
18、2、本发明实例中,双刀具的控制,控制系统可利用d指令,启动所述刀具补偿,并根据当前工件的加工要求,利用cycle127指令,控制所述当前刀具指向指定的进给切入角度,以及利用g代码指令,控制所述当前刀具按照指定的进刀方式进行加工,在所述当前刀具移动至目标位置之后,控制系统可利用g代码指令,控制所述当前刀具移动至起刀点上并利用d指令停止所述刀具补偿。简化了双刀控制的程序代码,提高了加工效率和使用的便利性。
技术特征:
1.一种高性能并行多向切削双刀具控制方法,其特征在于,包括如下步骤:
2.根据权利1要求,双刀具的换刀控制如下,根据刀具的数量,设置参数,每一个刀具对应一个参数;由数控系统输入刀具选取指令t,从刀具表中选取出可以满足加工条件的替换刀具,同时利用m指令执行换刀操作,刀架接收到换刀指令后,刀架正转,当刀架实际位置与指令所指位置相同时,换刀完成。
3.根据权利要求1所述的方法,其特征在于,所述根据当前工件的加工要求,利用cycle127指令,控制所述一号刀和二号刀具指向指定的进给切入角度,包括:根据所述当前工件的加工要求,确定出所述一号刀和二号刀具的a轴角度以及所述一号刀和二号刀具的刀尖方向;
4.根据权利要求1所述的双刀切削策略,其特征在于包括:所述加工策略分别是(1)切削深度不等的共享表面并行多向切削,(2)切削深度相等的共享表面并行多向切削,(3)不同主轴的非共享表面并行多向切削。
5.根据权利要求1所述,第一种加工策略,两刀具分别布置在主轴两侧,其沿z轴方向位置保持相同,沿x轴方向与主轴中心距离不同,即切削深度不等的共享表面并行多向切削。
6.根据权利要求1所述,第二种加工策略,两刀具分别布置在主轴两侧,其沿z轴方向位置保持相同,沿x轴方向与主轴中心距离相同,即切削深度相等的共享表面并行多向切削。
7.根据权利要求1所述,第三种加工策略,两刀具分别布置在主轴两侧,其沿z轴方向位置不同,沿x轴方向与主轴中心距离无固定关系,所述一号刀具先切削,二号刀具后切削,一号刀具到达指定正向切削位置,退刀,等待二号刀具完成切削;二号刀具到达指定正向切削位置,等待一号刀具进给,开始反向切削,然后二号刀具开始反向切削。即不同主轴的非共享表面并行多向切削。
8.根据权利要求1所述的方法,其特征在于,所述利用g代码指令,控制所述一号刀和二号刀具按照指定的双刀切削策略进行加工,包括:
9.根据权利要求1~8所述的双刀具控制方法,包括:
技术总结
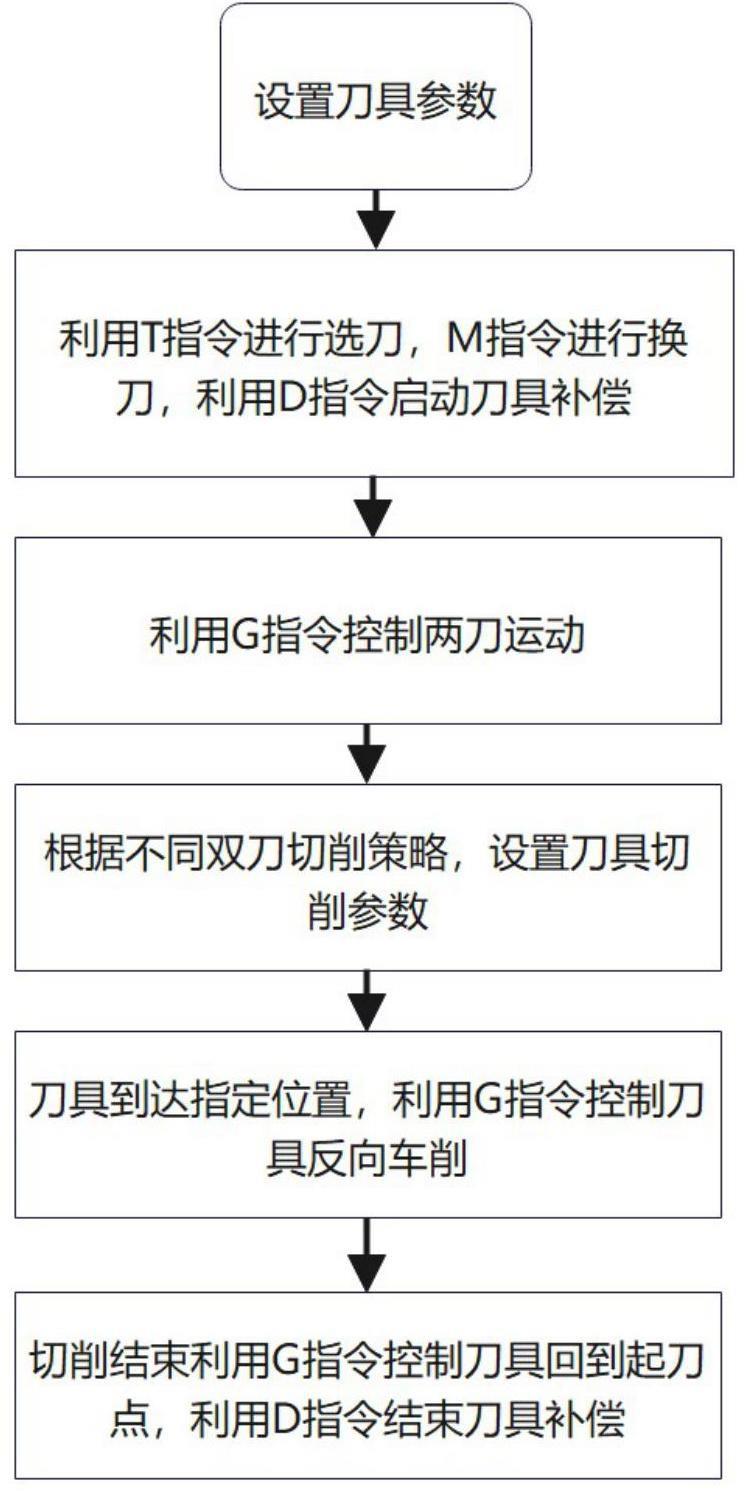
本发明实施例涉及数控加工技术领域,公开了一种高性能并行多向切削双刀具控制方法,该方法包括:首先在数控机床的两个控制系统中,主控制系统控制一号刀架,从控制系统控制二号刀架,根据刀具的数量设置对应刀具数量的刀具参数,利用T指令,从刀具表中选取出能够满足当前工件加工要求的替换刀具。同时利用M指令执行换刀操作。在加工转台开始转动时,控制系统利用D指令,启动刀具补偿指令。利用延时指令G协调左、右刀架的运动,先接收到延时指令的刀架等待另一个刀架,待另一个刀架也接收到延时指令后,左、右刀架再同步处理后续程序段。根据当前工件的加工要求,利用CYCLE127指令,控制所述一号刀和二号刀具指向指定的进给切入角度,随后控制系统可利用G代码指令,控制所述一号刀和二号刀具按照指定的双刀切削策略进行加工,在所述一号刀和二号刀具移动至目标位置之后,控制系统可利用G代码指令,控制一号刀和二号刀具移动至起刀点上并利用D指令停止刀具补偿。实施本发明实施例,能够简化双刀车床操作流程,提高加工效率和使用便利性。
技术研发人员:蔡维,龙玉朋,李顺江,何彦,李丽,徐韶华,贾顺
受保护的技术使用者:西南大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!