一种基于数控机床的刀具参数调整方法及相关设备与流程
本发明涉及机床加工,尤其涉及一种基于数控机床的刀具参数调整方法及相关设备。
背景技术:
1、随着智能化技术的发展与普及,智能化产品终端已经融入了各行各业,尤其是在传统制造与生产行业中,随着智能化技术的应用,已经催生出智能数控机床,操作人员通过操作该智能数控机床可实现对零部件的智能化加工。
2、目前,在使用智能数控机床来对零件进行加工时,一般都是提前在智能数控机床上设置好刀具参数,比如提前选好刀具的型号、提前设置好刀具的姿态以及刀具的运动轨迹。当启动智能数控机床后,即可按照设置好的刀具参数来进行零件加工。但是,由于零件在加工过程不可避免会产生加工误差,而现有技术中的刀具参数是预先设置好的,而一旦出现加工误差就会影响加工质量,甚至在加工误差较大时,还可能需要对零件进行返修,这样势必会影响加工效率。
技术实现思路
1、本发明提供一种基于数控机床的刀具参数调整方法及相关设备,用以解决现有技术中出现加工误差容易影响加工质量与加工效率的缺陷,实现动态调整刀具参数,提高加工质量与加工效率。
2、本发明提供一种基于数控机床的刀具参数调整方法,包括:
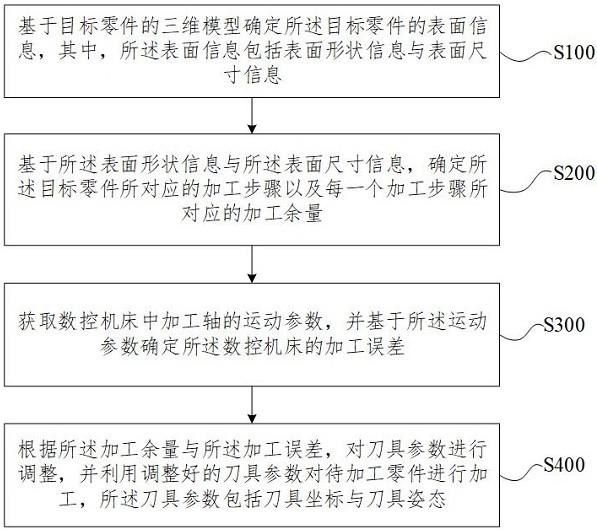
3、基于目标零件的三维模型确定所述目标零件的表面信息,其中,所述表面信息包括表面形状信息与表面尺寸信息;
4、基于所述表面形状信息与所述表面尺寸信息,确定所述目标零件所对应的加工步骤以及每一个加工步骤所对应的加工余量;
5、获取数控机床中加工轴的运动参数,并基于所述运动参数确定所述数控机床的加工误差;
6、根据所述加工余量与所述加工误差,对刀具参数进行调整,并利用调整好的刀具参数对待加工零件进行加工,所述刀具参数包括刀具坐标与刀具姿态。
7、根据本发明提供的一种基于数控机床的刀具参数调整方法,所述获取数控机床中加工轴的运动参数,并基于所述运动参数确定所述数控机床的加工误差,包括:
8、获取所述数控机床中的加工轴的状态信息,并在所述状态信息为加工状态时,获取所述加工轴的运动参数,其中,所述运动参数包括旋转速度与进给速度;
9、获取预先设置的刀具轨迹信息,并基于所述运动参数与所述刀具轨迹信息确定所述加工误差。
10、根据本发明提供的一种基于数控机床的刀具参数调整方法,所述基于所述运动参数与所述刀具轨迹信息确定所述加工误差,包括:
11、基于所述运动参数与所述刀具轨迹信息,确定加工表面的实际切削量;
12、根据所述实际切削量,确定所述加工误差。
13、根据本发明提供的一种基于数控机床的刀具参数调整方法,所述根据所述加工余量与所述加工误差,对刀具参数进行调整,包括:
14、将所述加工余量与所述加工误差输入至预设的强化学习模型中,得到所述刀具参数;
15、其中,所述强化学习模型是预先基于加工余量数据样本和加工误差数据样本以及对应的刀具参数样本进行强化训练得到的模型。
16、根据本发明提供的一种基于数控机床的刀具参数调整方法,所述基于所述表面形状信息与所述表面尺寸信息,确定所述目标零件所对应的加工步骤以及每一个加工步骤所对应的加工余量,包括:
17、基于所述表面形状信息,确定待加工零件对应的待加工面;
18、基于所述待加工面与所述表面尺寸信息,确定加工步骤以及每一个所述加工步骤对应的刀具型号;
19、获取每一个所述加工步骤对应的走刀次数,并根据所述刀具型号与所述走刀次数,确定每一个所述加工步骤对应的加工余量。
20、根据本发明提供的一种基于数控机床的刀具参数调整方法,所述根据所述刀具型号与所述走刀次数,确定每一个所述加工步骤对应的加工余量,包括:
21、基于所述刀具型号,确定所述刀具型号对应的刀具在每一次走刀时的加工体积,所述加工体积用于反映所述刀具针对所述待加工零件每次走刀时的切削量;
22、根据所述走刀次数和每次走刀时的所述加工体积,确定每一个所述加工步骤所对应的加工余量。
23、根据本发明提供的一种基于数控机床的刀具参数调整方法,所述基于目标零件的三维模型确定所述目标零件的表面信息,包括:
24、对所述三维模型进行网格划分,得到若干个网格块;
25、分别对每一个所述网格块进行边缘信息提取,并将提取到的所有边缘信息进行拼接与测量,得到所述目标零件的表面信息。
26、本发明还提供一种基于数控机床的刀具参数调整装置,包括:
27、表面信息确定模块,用于基于目标零件的三维模型确定所述目标零件的表面信息,其中,所述表面信息包括表面形状信息与表面尺寸信息;
28、加工余量确定模块,用于基于所述表面形状信息与所述表面尺寸信息,确定所述目标零件所对应的加工步骤以及每一个加工步骤所对应的加工余量;
29、加工误差确定模块,用于获取数控机床中加工轴的运动参数,并基于所述运动参数确定所述数控机床的加工误差;
30、刀具参数调整模块,用于根据所述加工余量与所述加工误差,对刀具参数进行调整,并利用调整好的刀具参数对待加工零件进行加工,所述刀具参数包括刀具坐标与刀具姿态。
31、本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述基于数控机床的刀具参数调整方法。
32、本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述基于数控机床的刀具参数调整方法。
33、本发明提供的一种基于数控机床的刀具参数调整方法及相关设备,本发明提供的方法中,基于目标零件的三维模型确定所述目标零件的表面信息,表面信息包括表面形状信息与表面尺寸信息。接着基于所述表面形状信息与所述表面尺寸信息,确定所述目标零件所对应的加工步骤以及每一个加工步骤所对应的加工余量。本发明还获取数控机床中加工轴的运动参数,由于数控机床的运动参数是会对加工质量产生影响的,为此,本发明基于所述运动参数确定所述数控机床的加工误差,在得到加工余量与加工误差后,根据所述加工余量与所述加工误差,对刀具参数进行调整,以便利用调整好的刀具参数对待加工零件进行加工。可见,本发明可通过分析加工余量以及加工误差,并根据加工余量与加工误差来对刀具坐标与刀具姿态进行调整,以便及时调整加工路径,提高加工质量,避免因误差太大而需要进行返工的情况,提高了加工效率。
技术特征:
1.一种基于数控机床的刀具参数调整方法,其特征在于,包括:
2.根据权利要求1所述的基于数控机床的刀具参数调整方法,其特征在于,所述获取数控机床中加工轴的运动参数,并基于所述运动参数确定所述数控机床的加工误差,包括:
3.根据权利要求2所述的基于数控机床的刀具参数调整方法,其特征在于,所述基于所述运动参数与所述刀具轨迹信息确定所述加工误差,包括:
4.根据权利要求1所述的基于数控机床的刀具参数调整方法,其特征在于,所述根据所述加工余量与所述加工误差,对刀具参数进行调整,包括:
5.根据权利要求1所述的基于数控机床的刀具参数调整方法,其特征在于,所述基于所述表面形状信息与所述表面尺寸信息,确定所述目标零件所对应的加工步骤以及每一个加工步骤所对应的加工余量,包括:
6.根据权利要求5所述的基于数控机床的刀具参数调整方法,其特征在于,所述根据所述刀具型号与所述走刀次数,确定每一个所述加工步骤对应的加工余量,包括:
7.根据权利要求1所述的基于数控机床的刀具参数调整方法,其特征在于,所述基于目标零件的三维模型确定所述目标零件的表面信息,包括:
8.一种基于数控机床的刀具参数调整装置,其特征在于,包括:
9.一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现如权利要求1至7任一项所述基于数控机床的刀具参数调整方法。
10.一种非暂态计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1至7任一项所述基于数控机床的刀具参数调整方法。
技术总结
本发明提供一种基于数控机床的刀具参数调整方法及相关设备,属于机床加工技术领域,方法包括:构建目标零件的三维模型,并基于三维模型确定目标零件的表面信息,其中,表面信息包括表面形状信息与表面尺寸信息;基于表面形状信息与表面尺寸信息,确定目标零件所对应的加工步骤以及每一个加工步骤所对应的加工余量;获取数控机床中加工轴的运动参数,并基于运动参数确定数控机床的加工误差;根据加工余量与加工误差,对刀具参数进行调整,并利用调整好的刀具参数对待加工零件进行加工,刀具参数包括刀具坐标与刀具姿态。本发明可根据加工余量与加工误差来对刀具坐标与刀具姿态进行调整,提高加工质量与加工效率。
技术研发人员:谭勇,肖溱鸽,饶建波,杨之乐
受保护的技术使用者:中科航迈数控软件(深圳)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!