生产控制方法、生产控制设备和生产控制系统与流程
本发明涉及车辆的生产控制领域,一般而言涉及一种生产控制方法、生产控制设备和生产控制系统。
背景技术:
1、车辆生产、例如车辆总装生产通常是多班次生产、例如两班次或三班次生产。在非生产期间,很多生产设备为了满足下一班次的顺利生产通常需要保持运行。这些生产设备的持续运行显然不利于工厂的节能减排目标。目前也可以人工关停和启动这些生产设备,但是相应的手动操作是耗费时间的。此外,一些生产设备可能需要较长时间才能到达目标状态,频繁关停和启动这些生产设备一方面可能会影响生产效率,另一方面可能会损坏生产设备并且也可能无法实现节能减排目标。因此,如何从生产节能角度进一步改进生产控制是本领域技术人员亟待解决的技术问题。
技术实现思路
1、本发明的目的在于提供一种能够克服现有技术中至少一个缺陷的生产控制方法、生产控制设备和生产控制系统。
2、根据本发明的第一方面,提出一种生产控制方法,所述生产控制方法包括:针对第一生产设备规定第一能耗级别;针对第二生产设备规定第二能耗级别;获取生产班次信息,所述生产班次信息包括一系列生产班次的开始时间和结束时间;根据生产班次信息自动地生成针对第一生产设备的第一自动启停控制指令和针对第二生产设备的第二自动启停控制指令,其中,所述第一自动启停控制指令促使按照第一启动时间启动第一生产设备以及按照第一关停时间关停第一生产设备,并且所述第二自动启停控制指令促使按照第二启动时间启动第二生产设备以及按照第二关停时间关停第二生产设备,其中,第一启动时间被设置成同步于生产班次的开始时间或提前于生产班次的开始时间,并且第二启动时间被设置成提前于第一启动时间,其中,第一关停时间被设置成同步于生产班次的结束时间或滞后于生产班次的结束时间,并且第二关停时间被设置成滞后于第一关停时间。
3、在一些实施例中,所述生产控制方法包括:获取来自人机界面的针对第一生产设备的第一手动启停控制指令和针对第二生产设备的第二手动启停控制指令;针对第一手动启停控制指令和第二手动启停控制指令配设第一优先级,并且针对第一自动启停控制指令和第二自动启停控制指令配设第二优先级,其中,第一优先级高于第二优先级,从而允许第一手动启停控制指令和第二手动启停控制指令优先于第一自动启停控制指令和第二自动启停控制指令被执行。
4、在一些实施例中,所述人机界面包括针对相应的生产设备的启停状态显示区,在所述启停状态显示区内呈现出相应的生产设备的当前启停状态、处于当前启停状态的持续时间、和/或距离下一次启停状态切换的时间间隔。
5、在一些实施例中,所述启停状态显示区包括启动块和关停块,通过启动块和关停块的状态呈现能表示相应的生产设备的当前启停状态,其中,通过操作所述启动块能触发手动启动控制指令,并且通过操作所述关停块能触发手动关停控制指令。
6、在一些实施例中,所述生产班次信息包括处于每个生产班次内的休息时段的开始时间和结束时间,其中,所述生产控制方法包括:根据生产班次信息自动地生成针对第一生产设备的第一自动启停控制指令和针对第二生产设备的第二自动启停控制指令,其中,所述第一自动启停控制指令促使按照第三启动时间启动第一生产设备以及按照第三关停时间关停第一生产设备,并且所述第二自动启停控制指令促使保持第二生产设备在休息时段内的启动状态,其中,第三关停时间被设置成同步于休息时段的开始时间或滞后于休息时段的开始时间,并且第三启动时间被设置成同步于休息时段的结束时间或提前于休息时段的结束时间。
7、在一些实施例中,所述生产控制方法包括:记录针对相应的生产设备的多个手动启停控制指令;统计多个手动启停控制指令涉及的多个手动启动时间和多个手动关停时间;当经统计的手动启动时间和手动关停时间满足预定的统计规律时,基于经统计的手动启动时间和手动关停时间调整针对相应的生产设备的自动启停控制指令的自动启动时间和自动关停时间。
8、在一些实施例中,所述生产控制方法包括:根据生产班次信息自动地生成针对第二生产设备的多个第二自动启停控制指令,所述多个第二自动启停控制指令具有彼此不同的第二启动时间和第二关停时间;针对预定的多个生产班次启用所述多个第二自动启停控制指令中的一个第二自动启停控制指令,并且统计在预定的多个生产班次期间的第一平均耗能指标;针对预定的多个生产班次启用所述多个第二自动启停控制指令中的另一个第二自动启停控制指令,并且统计在预定的多个生产班次期间的第二平均耗能指标;将第一平均耗能指标与第二平均耗能指标进行比较,将与较低平均耗能指标相关联的第二自动启停控制指令选择作为生效的第二自动启停控制指令。
9、在一些实施例中,所述生产控制方法包括:查明相应的生产设备的故障发生率;当相应的生产设备的故障发生率高于第一预定阈值时,调整针对相应的生产设备的自动启停控制指令的自动启动时间和自动关停时间。
10、在一些实施例中,所述生产控制方法包括:当相应的生产设备的故障发生率高于第二预定阈值时,针对相应的生产设备不允许自动启停控制指令,而仅允许手动启停控制指令。
11、在一些实施例中,所述第一生产设备包括:开关装置、变频器、显示器、和/或照明设备;所述第二生产设备包括:温度调节设备、储能设备、和/或流体供应设备。
12、根据本发明的第二方面,提出一种生产控制设备,所述生产控制设备包括:至少一个存储模块,被配置为存储一系列计算机可执行指令;和至少一个处理模块,被配置为执行一系列计算机可执行指令,其中,所述一系列计算机可执行指令在由处理模块执行时使所述处理模块执行根据本发明一些实施例所述的生产控制方法。
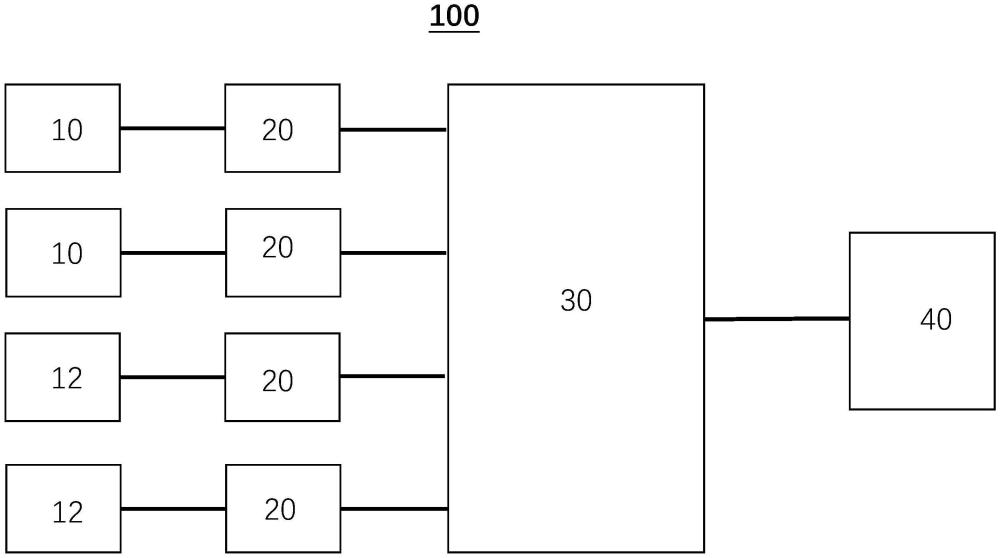
13、根据本发明的第三方面,提出一种生产控制系统,所述生产控制系统包括:第一生产设备以及用于控制第一生产设备的第一控制装置;第二生产设备以及用于控制第二生产设备的第二控制装置;人机界面,所述人机界面包括针对相应的生产设备的启停状态显示区;和根据本发明一些实施例所述的生产控制设备,其中,所述生产控制设备被配置成基于自动生成的自动启停控制指令和/或基于来自人机界面的手动启停控制指令通过操控第一控制装置和第二控制装置来控制第一生产设备和第二生产设备的启停。
技术特征:
1.一种生产控制方法,其特征在于,所述生产控制方法包括:
2.根据权利要求1所述的生产控制方法,其特征在于,所述生产控制方法包括:
3.根据权利要求2所述的生产控制方法,其特征在于,所述人机界面包括针对相应的生产设备的启停状态显示区,在所述启停状态显示区内呈现出相应的生产设备的当前启停状态、处于当前启停状态的持续时间、和/或距离下一次启停状态切换的时间间隔。
4.根据权利要求3所述的生产控制方法,其特征在于,所述启停状态显示区包括启动块和关停块,通过启动块和关停块的状态呈现能表示相应的生产设备的当前启停状态,其中,通过操作所述启动块能触发手动启动控制指令,并且通过操作所述关停块能触发手动关停控制指令。
5.根据权利要求1至4之一所述的生产控制方法,其特征在于,所述生产班次信息包括处于每个生产班次内的休息时段的开始时间和结束时间,其中,所述生产控制方法包括:根据生产班次信息自动地生成针对第一生产设备的第一自动启停控制指令和针对第二生产设备的第二自动启停控制指令,其中,所述第一自动启停控制指令促使按照第三启动时间启动第一生产设备以及按照第三关停时间关停第一生产设备,并且所述第二自动启停控制指令促使保持第二生产设备在休息时段内的启动状态,其中,第三关停时间被设置成同步于休息时段的开始时间或滞后于休息时段的开始时间,并且第三启动时间被设置成同步于休息时段的结束时间或提前于休息时段的结束时间。
6.根据权利要求2所述的生产控制方法,其特征在于,所述生产控制方法包括:
7.根据权利要求1至4之一所述的生产控制方法,其特征在于,所述生产控制方法包括:
8.根据权利要求2所述的生产控制方法,其特征在于,所述生产控制方法包括:
9.根据权利要求8所述的生产控制方法,其特征在于,所述生产控制方法包括:
10.根据权利要求1至4之一所述的生产控制方法,其特征在于,
11.一种生产控制设备,其特征在于,所述生产控制设备包括:
12.一种生产控制系统,其特征在于,所述生产控制系统包括:
技术总结
本发明涉及一种生产控制方法,包括:针对第一生产设备规定第一能耗级别;针对第二生产设备规定第二能耗级别;获取生产班次信息;根据生产班次信息生成第一自动启停控制指令和第二自动启停控制指令,第一自动启停控制指令促使按照第一启动时间启动第一生产设备以及按照第一关停时间关停第一生产设备,并且第二自动启停控制指令促使按照第二启动时间启动第二生产设备以及按照第二关停时间关停第二生产设备,第一启动时间被设置成同步于或提前于生产班次的开始时间,第二启动时间被设置成提前于第一启动时间,第一关停时间被设置成同步于或滞后于生产班次的结束时间,第二关停时间被设置成滞后于第一关停时间。
技术研发人员:袁岳程,商帅
受保护的技术使用者:华晨宝马汽车有限公司
技术研发日:
技术公布日:2025/2/17
- 还没有人留言评论。精彩留言会获得点赞!