AOI机连线自动化控制方法、系统及其应用与流程
本申请涉及pcb制造,特别是一种涉及aoi机连线自动化控制方法、系统及其应用。
背景技术:
1、在pcb(printed circuit board,印刷电路板)制造技术领域,aoi代表的是automated optical inspection,即自动光学检测。aoi是一种使用光学系统和图像处理算法来检查印刷电路板的质量和一致性的技术。在pcb制造过程中,aoi系统通常用于检查印刷电路板上的组件安装、焊接质量、印刷质量等方面的问题。
2、但是目前行业状况aoi连线后没有实现自动化生产,且连线占比很少,缺陷主要为人工处理资料(pcb的gerber线路资料转aoi机可识别格式txt),切换料号人工抓取资料,需要更换人员换班;还存在效率低下,成本高的问题,此工种需安排每班二人操作才能达到标准产能;更存在品质问题,由于人工做资料和调取资料,常出现资料误删,导致漏扫导致异常板流到下工序。
3、因此,亟待一种可显著提高自动化程度、提高效率以及改善品质的涉及aoi机连线自动化控制方法、系统及其应用,以解决现有技术存在的问题。
技术实现思路
1、本申请实施例提供了aoi机连线自动化控制方法、系统及其应用,针对目前技术存在的自动化程度低、效率低以及品质差等问题。
2、第一方面,本申请提供了aoi机连线自动化控制方法,所述方法包括以下步骤:
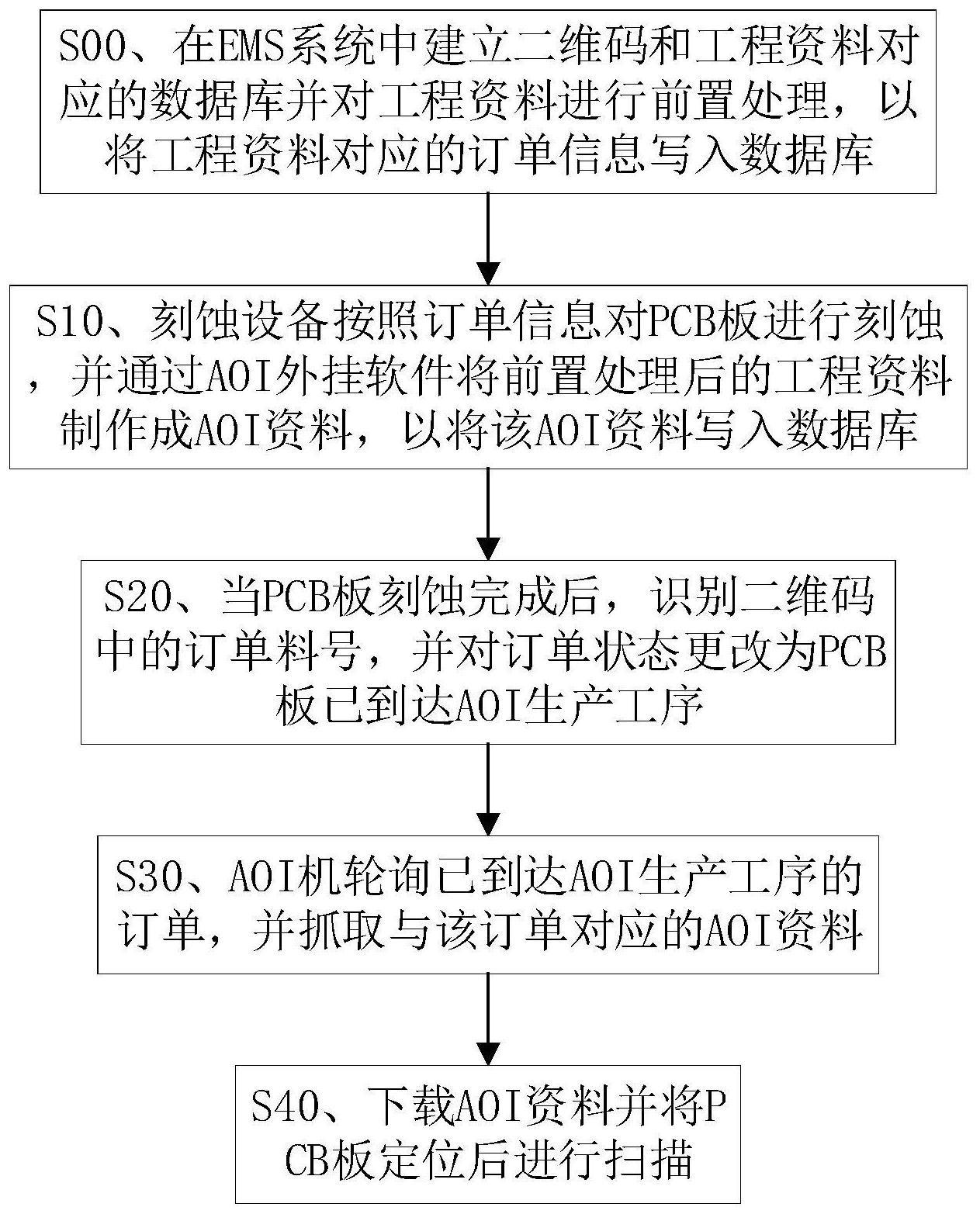
3、s00、在ems系统中建立二维码和工程资料对应的数据库并对工程资料进行前置处理,以将工程资料对应的订单信息写入数据库;
4、其中,通过cam系统根据订单料号生成二维码,并通过将该二维码置于对应工程资料的线路层中;
5、s10、刻蚀设备按照订单信息对pcb板进行刻蚀,并通过aoi外挂软件将前置处理后的工程资料制作成aoi资料,以将该aoi资料写入数据库;
6、s20、当pcb板刻蚀完成后,识别二维码中的订单料号,并对订单状态更改为pcb板已到达aoi生产工序;
7、s30、aoi机轮询已到达aoi生产工序的订单,并抓取与该订单对应的aoi资料;
8、s40、下载aoi资料并将pcb板定位后进行扫描。
9、进一步地,s00步骤中,所述二维码位于pcb板短边无工具孔处距离线路层内线1.5mm,且位置居中或所述二维码位于pcb板长边距离线路层内线1.5mm,且位置居中。
10、进一步地,s00步骤中,前置处理为对工程资料的层名和属性进行更改,使其能够被aoi外挂软件识别。
11、进一步地,s00步骤中,在ems系统中建立二维码和工程资料对应的数据库的具体步骤为:
12、s11、选择二维码生成工具;
13、s12、确定需要与二维码关联的工程资料及其订单料号;
14、s13、使用选定的二维码生成工具,将工程资料的订单料号转换成对应的二维码并存入数据库中,并将每个二维码与相应的工程资料关联起来。
15、进一步地,s13步骤中,二维码的转换步骤为:
16、将工程资料的订单料号转换为二进制数据;
17、通过纠错编码将二进制数据分成块,并为每个块计算纠错码;
18、将数据块和纠错码块按顺序交错排列,形成最终的数据序列;
19、根据当前二维码的版本和编码规则,确定二维码矩阵的大小和结构;
20、根据确定大小和结构,将交错排列的数据序列填充到二维码矩阵中的指定位置;
21、通过选择并采用掩模模式优化二维码的可读性和容错能力;
22、在二维码矩阵中的特定位置添加格式和版本信息,用于标识纠错级别、编码方式和版本号;
23、根据二维码矩阵中每个模块的状态,生成最终的二维码图像。
24、进一步地,s30步骤中,aoi机轮询已到达aoi生产工序的订单还包括查询是否需要删除底层资料。
25、进一步地,s30步骤中,aoi机通过调用网络接口对数据库进行轮询,以获取到已到达aoi生产工序的订单。
26、第二方面,本申请提供了一种aoi机连线自动化控制系统,包括:
27、ems系统,用于建立二维码和工程资料对应的数据库和将工程资料对应的订单信息写入数据库;用于将识别到订单料号的订单状态更改为pcb板已到达aoi生产工序;
28、cam系统,用于根据订单料号生成二维码,并通过将该二维码置于对应工程资料的线路层中;
29、刻蚀设备,按照订单信息对pcb板进行刻蚀并对刻蚀完成的pcb的二维码进行扫描;
30、输送线,用于输送pcb到下一个加工工位;
31、对齐设备,用于将pcb板进行推动定位;
32、aoi机,轮询已到达aoi生产工序的订单,并抓取与该订单对应的aoi资料;下载aoi资料并将pcb板定位后进行扫描。
33、第三方面,本申请提供了一种电子装置,包括存储器和处理器,存储器中存储有计算机程序,处理器被设置为运行计算机程序以执行上述的aoi机连线自动化控制方法。
34、第四方面,本申请提供了一种可读存储介质,可读存储介质中存储有计算机程序,计算机程序包括用于控制过程以执行过程的程序代码,过程包括根据上述的aoi机连线自动化控制方法。
35、本发明的主要贡献和创新点如下:1、与现有技术相比,本申请通过将表示订单料号二维码与每个订单的工程资料对应,如此在刻蚀完pcb板后,只要扫描二维码就可以得到该pcb板的订单料号,在pcb板到达aoi机进行扫描前,aoi外挂软件就可以先一步将工程资料制作成aoi资料并存入到数据库中(也就是将gerber线路资料转换成aoi机可识别格式txt),如此每当一个pcb板到达aoi机的时候,只要aoi机不断轮询就可以自动抓取已到达的pcb的aoi资料进行扫描操作,不再需要人工处理资料,不再需要人工切换料号来抓取资料,省去了多个工作人员,显著提升了生产效率,降低了人工成本。
36、2、与现有技术相比,本申请不再需要人工转换资料和调取资料的操作,因此显著降低了资料误删的概率,有效避免了因漏扫而得到的异常板流到下一个工序的情况发生,显著提升了品质。
37、本申请的一个或多个实施例的细节在以下附图和描述中提出,以使本申请的其他特征、目的和优点更加简明易懂。
技术特征:
1.aoi机连线自动化控制方法,其特征在于,包括以下步骤:
2.如权利要求1所述的aoi机连线自动化控制方法,其特征在于,s00步骤中,所述二维码位于pcb板短边无工具孔处距离线路层内线1.5mm,且位置居中或所述二维码位于pcb板长边距离线路层内线1.5mm,且位置居中。
3.如权利要求1所述的aoi机连线自动化控制方法,其特征在于,s00步骤中,所述前置处理为对工程资料的层名和属性进行更改,使其能够被aoi外挂软件识别。
4.如权利要求1所述的aoi机连线自动化控制方法,其特征在于,s00步骤中,在ems系统中建立二维码和工程资料对应的数据库的具体步骤为:
5.如权利要求4所述的aoi机连线自动化控制方法,其特征在于,s13步骤中,二维码的转换步骤为:
6.如权利要求1所述的aoi机连线自动化控制方法,其特征在于,s30步骤中,aoi机轮询已到达aoi生产工序的订单还包括查询是否需要删除底层资料。
7.如权利要求1-6任意一项所述的aoi机连线自动化控制方法,其特征在于,s30步骤中,aoi机通过调用网络接口对数据库进行轮询,以获取到已到达aoi生产工序的订单。
8.一种aoi机连线自动化控制系统,其特征在于,包括:
9.一种电子装置,包括存储器和处理器,其特征在于,所述存储器中存储有计算机程序,所述处理器被设置为运行所述计算机程序以执行权利要求1至7任一项所述的aoi机连线自动化控制方法。
10.一种可读存储介质,其特征在于,所述可读存储介质中存储有计算机程序,所述计算机程序包括用于控制过程以执行过程的程序代码,所述过程包括根据权利要求1至7任一项所述的aoi机连线自动化控制方法。
技术总结
本申请提出了AOI机连线自动化控制方法、系统及其应用,包括以下步骤:S00、在EMS系统中建立二维码和工程资料对应的数据库并对工程资料进行前置处理,以将工程资料对应的订单信息写入数据库;S10、刻蚀设备按照订单信息对PCB板进行刻蚀,并通过AOI外挂软件将前置处理后的工程资料制作成AOI资料,以将该AOI资料写入数据库;S20、当PCB板刻蚀完成后,识别二维码中的订单料号,并对订单状态更改为PCB板已到达AOI生产工序;S30、AOI机轮询已到达AOI生产工序的订单,并抓取与该订单对应的AOI资料;S40、下载AOI资料并将PCB板定位后进行扫描。本申请具有效率高、品质好的优点。
技术研发人员:周邦兵,郑文举,周杨
受保护的技术使用者:安徽捷圆电子科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!