表面处理非通电工序工艺时间信息化自动采集装置及方法与流程
本发明涉及表面处理信息化,特别是涉及一种表面处理非通电工序工艺时间信息化自动采集装置及方法。
背景技术:
1、通过信息化技术进行表面处理质量控制已经成为整个行业发展的趋势。表面处理自动化生产线的信息化通过行车或机械臂等技术手段即可实现,对于小批量、多品种的表面处理手工作业生产线,其电镀生产作业过程的数据信息化采集通过电源、热电偶等的数据通信接口端也可实现。但是对于活化、中和、化学氧化、磷化、化学镀以及水洗等非通电工序的工艺时间信息化采集,目前并没有直接有效的技术手段,直接制约了表面处理全过程信息化的实现。
技术实现思路
1、本发明的目的是提供一种表面处理非通电工序工艺时间信息化自动采集装置及方法,能够直接有效的采集表面处理非通电工序的作业时间,保证生产作业时间采集的准确性。
2、为实现上述目的,本发明提供了如下方案:
3、一种表面处理非通电工序工艺时间信息化自动采集装置,包括:双电极杠、双电极支座以及plc模块;
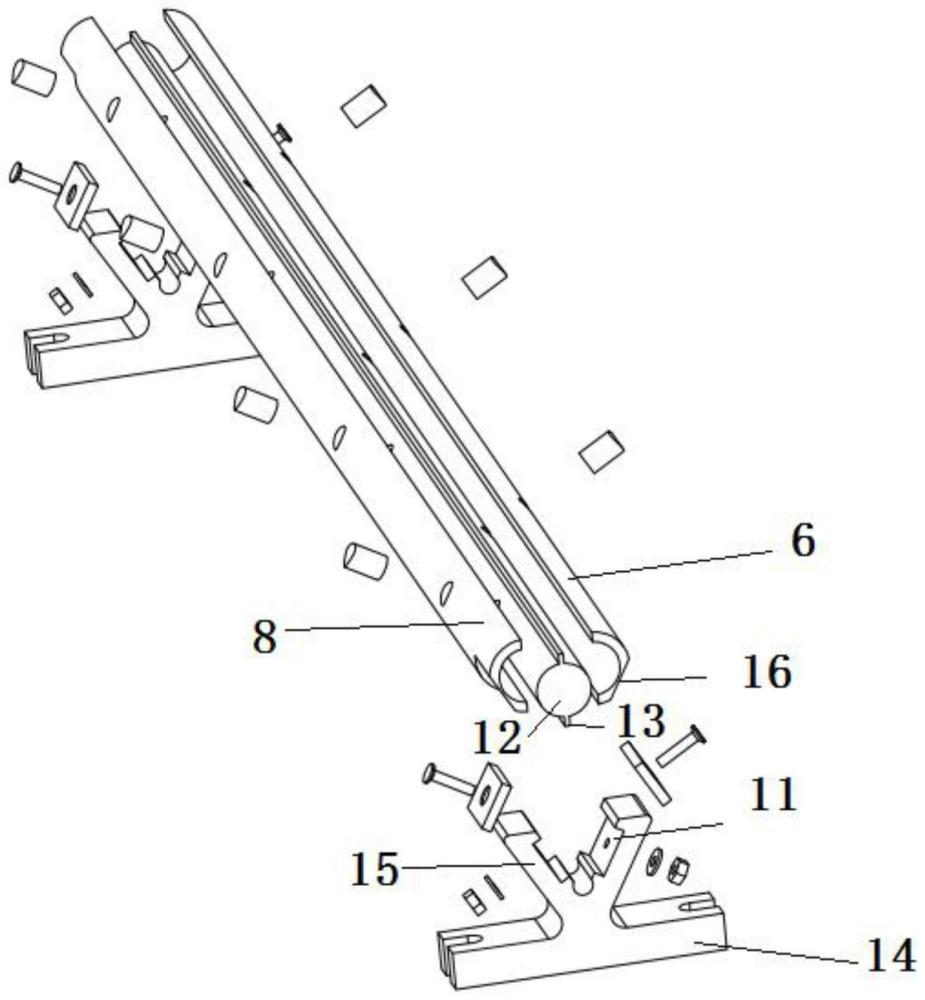
4、所述双电极杠包括绝缘芯棒、正极金属半管以及负极金属半管;所述正极金属半管和所述负极金属半管分别通过螺钉固定在所述绝缘芯棒上,且所述正极金属半管与所述负极金属半管之间不接触;
5、所述双电极支座包括绝缘支座、正极导电片以及负极导电片;所述绝缘支座包括底座和设置在底座上的v型支架;所述正极导电片和所述负极导电片对称设置在所述v型支架的两个内侧面;所述双电极杠的端头搭接在所述v型支架内,且所述正极导电片和所述负极导电片分别与所述正极金属半管和所述负极金属半管相接触;所述双电极杠和所述双电极支座均为轴对称结构;
6、所述plc模块分别通过正极连接导线和负极连接导线与所述正极导电片和所述负极导电片连接。
7、可选地,所述正极金属半管和所述负极金属半管的端头均加工有截面,两截面所成角度与v型支架的开叉角度相匹配;截面的长、宽分别与正极导电片的长、宽相当。
8、可选地,所述正极导电片和所述负极导电片分别镶嵌于v型支架内侧面设置的安装槽中,并各自通过螺钉和螺母进行固定。
9、可选地,所述螺母与所述v型支架外侧面之间还设置有垫片。
10、可选地,所述plc模块的负极连接导线固定于所述负极导电片侧的螺母与垫片之间;plc模块的正极连接导线固定于所述正极导电片侧的螺母和垫片之间。
11、可选地,所述v型支架底部设置有导流槽。
12、一种表面处理非通电工序工艺时间信息化自动采集方法,基于所述的表面处理非通电工序工艺时间信息化自动采集装置,包括:
13、在表面处理非通电工序的生产作业过程中,将装挂零件的金属挂钩挂在双电极杠上,金属挂钩与正极金属半管和负极金属半管均接触后,令双电极杠导通,导通信号通过正极导电片和负极导电片以及正极连接导线和负极连接导线传输至plc模块,plc模块开始工作;
14、在生产作业结束后,取走金属挂钩,正极金属半管和负极金属半管连接回路立即断开,plc模块停止工作;
15、记录plc模块的导通时间作为整个表面处理非通电工序的工艺时间。
16、可选地,所述表面处理非通电工序包括表面处理活化、中和、化学氧化、磷化、化学镀和水洗。
17、根据本发明提供的具体实施例,本发明公开了以下技术效果:
18、本发明提供了一种表面处理非通电工序工艺时间信息化自动采集装置及方法,其中装置包括:双电极杠、双电极支座以及plc模块;所述双电极杠包括绝缘芯棒、正极金属半管以及负极金属半管;所述双电极支座包括绝缘支座、正极导电片以及负极导电片;所述plc模块分别通过正极连接导线和负极连接导线与所述正极导电片和所述负极导电片连接。本发明能够用于实现表面处理活化、中和、化学氧化、磷化、化学镀、水洗等表面处理非通电工序的工艺时间信息化自动采集,实现了表面处理手工作业生产线的全过程信息化自动采集,能够直接有效的采集表面处理非通电工序的作业时间,保证了生产作业时间采集的准确性。
技术特征:
1.一种表面处理非通电工序工艺时间信息化自动采集装置,其特征在于,包括:双电极杠、双电极支座以及plc模块;
2.根据权利要求1所述的表面处理非通电工序工艺时间信息化自动采集装置,其特征在于,所述正极金属半管和所述负极金属半管的端头均加工有截面,两截面所成角度与v型支架的开叉角度相匹配;截面的长、宽分别与正极导电片的长、宽相当。
3.根据权利要求1所述的表面处理非通电工序工艺时间信息化自动采集装置,其特征在于,所述正极导电片和所述负极导电片分别镶嵌于v型支架内侧面设置的安装槽中,并各自通过螺钉和螺母进行固定。
4.根据权利要求3所述的表面处理非通电工序工艺时间信息化自动采集装置,其特征在于,所述螺母与所述v型支架外侧面之间还设置有垫片。
5.根据权利要求4所述的表面处理非通电工序工艺时间信息化自动采集装置,其特征在于,所述plc模块的负极连接导线固定于所述负极导电片侧的螺母与垫片之间;plc模块的正极连接导线固定于所述正极导电片侧的螺母和垫片之间。
6.根据权利要求1所述的表面处理非通电工序工艺时间信息化自动采集装置,其特征在于,所述v型支架底部设置有导流槽。
7.一种表面处理非通电工序工艺时间信息化自动采集方法,基于权利要求1-6任意一项所述的表面处理非通电工序工艺时间信息化自动采集装置,其特征在于,包括:
8.根据权利要求7所述的表面处理非通电工序工艺时间信息化自动采集方法,其特征在于,所述表面处理非通电工序包括表面处理活化、中和、化学氧化、磷化、化学镀和水洗。
技术总结
本发明公开了一种表面处理非通电工序工艺时间信息化自动采集装置及方法,涉及表面处理信息化技术领域。该装置包括:双电极杠、双电极支座以及PLC模块;其中所述双电极杠包括绝缘芯棒、正极金属半管以及负极金属半管;所述双电极支座包括绝缘支座、正极导电片以及负极导电片;所述PLC模块分别通过正极连接导线和负极连接导线与所述正极导电片和所述负极导电片连接。本发明公开的一种表面处理非通电工序工艺时间信息化自动采集装置及方法能够直接有效的采集表面处理非通电工序的作业时间,保证生产作业时间采集的准确性。
技术研发人员:刘吉飞
受保护的技术使用者:刘吉飞
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!