一种伺服摆杆飞剪控制系统的制作方法
本技术涉及棒线材领域,更具体地说,涉及一种伺服摆杆飞剪控制系统。
背景技术:
1、切头切尾、碎断在棒线材生产中、倍尺剪切在棒材生产中必不可少。长期以来,采用的启停式飞剪剪切,但启停式飞剪受限于剪切速度,一般剪切最快在15米/秒左右,碎断最快在10米/秒左右,因此,启停式飞剪无法满足高速棒材的倍尺剪切和高速线材精轧机前的碎断功能。
2、需要提出一种新的控制系统,通过不同的控制精度和速度,解决启停式飞剪的缺陷。
技术实现思路
1、针对现有技术中存在的问题,本实用新型的目的在于提供一种伺服摆杆剪控制系统,由于伺服摆杆飞剪剪切过程中速度快,传统的启停式飞剪控制方式无法满足剪切要求,通过钢的头部的实时位置和飞剪剪刃的实时位置的闭环控制保证了飞剪的剪切长度精度,通过伺服摆杆的实时位置和飞剪剪刃实时位置的同步保证了飞剪剪切的可靠性,从而完美实现了伺服摆杆飞剪的剪切控制。
2、为解决上述问题,本实用新型采用如下的技术方案。
3、一种伺服摆杆飞剪控制系统,通过主plc控制飞剪剪刃和伺服摆杆。所述主plc通过电路连接有飞剪相邻上游轧机编码器、飞剪相邻下游轧机编码器、飞剪编码器、飞剪零位接近开关、伺服摆杆编码器和伺服摆杆零位接近开关。
4、进一步的,所述飞剪通过交流异步电机控制,运行中电机处于常转状态,剪切时通过调整剪刃位置实现。
5、进一步的,所述伺服摆杆通过伺服电机控制,剪切时通过启动停止伺服电机实现。
6、进一步的,所述飞剪相邻上游轧机编码器、飞剪相邻下游轧机编码器、飞剪编码器、飞剪零位接近开关、伺服摆杆编码器、伺服摆杆零位接近开关和飞剪前热检通过电路连接到主plc。
技术特征:
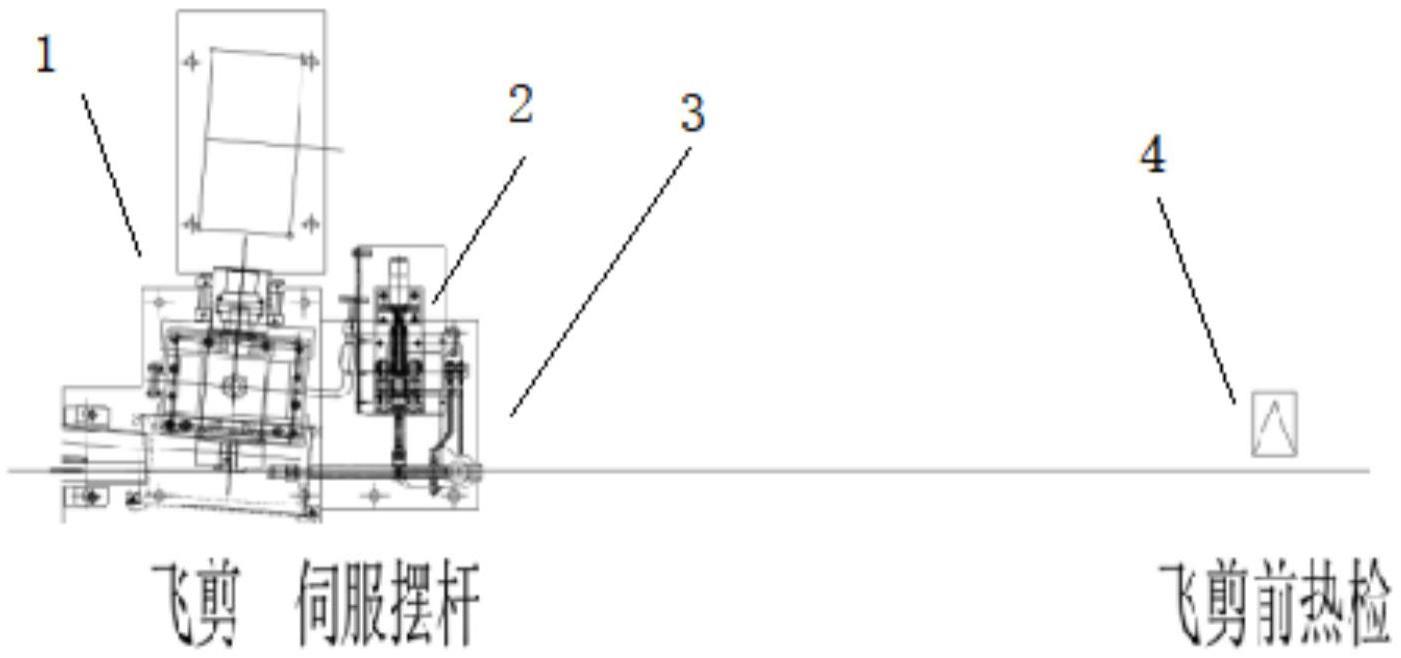
1.一种伺服摆杆飞剪控制系统,包括飞剪(1)、伺服摆杆(2)、主plc(3),其特征在于:所述飞剪(1)包含飞剪编码器(33)、飞剪零位接近开关(34),所述伺服摆杆(2)包含伺服摆杆编码器(35)、伺服摆杆零位接近开关(36),所述主plc(3)通过电路连接有飞剪相邻上游轧机编码器(31)、飞剪相邻下游轧机编码器(32)、飞剪编码器(33)、飞剪零位接近开关(34)、伺服摆杆编码器(35)、伺服摆杆零位接近开关(36)和飞剪前热检(4)。
2.根据权利要求1所述的一种伺服摆杆飞剪控制系统,其特征在于:所述飞剪(1)通过交流异步电机控制,运行中电机处于常转状态,剪切时通过调整剪刃位置实现。
3.根据权利要求1所述的一种伺服摆杆飞剪控制系统,其特征在于:所述伺服摆杆(2)通过伺服电机控制,剪切时通过启动停止伺服电机实现。
技术总结
本技术公开了一种伺服摆杆飞剪控制系统,通过主PLC控制飞剪剪刃和伺服摆杆。所述主PLC通过电路连接有飞剪相邻上游轧机编码器、飞剪相邻下游轧机编码器、飞剪编码器、飞剪零位接近开关、伺服摆杆编码器和伺服摆杆零位接近开关。由于伺服摆杆飞剪剪切过程中速度快,传统的启停式飞剪控制方式无法满足剪切要求,通过钢的头部的实时位置和飞剪剪刃的实时位置的闭环控制保证了飞剪的剪切长度精度,通过伺服摆杆的实时位置和飞剪剪刃实时位置的同步保证了飞剪剪切的可靠性,从而完美实现了伺服摆杆飞剪的剪切控制。
技术研发人员:沈渐荣
受保护的技术使用者:北京弥天科技有限公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!