基于PSO-BP神经网络的曲面加工刀轴角度优化方法
本发明涉及复杂型面加工参数优化与人工智能,具体而言,涉及基于pso-bp神经网络的曲面加工刀轴角度优化方法。
背景技术:
1、在五轴联动加工中,加工过程的稳定性不仅取决于切削深度、主轴转速与进给量的组合,还取决于刀轴角度。不同的刀轴角度会使加工过程有着不同表现,选择好的刀轴角度会使加工过程趋于稳定,而较差的刀轴角度组合会使工件表面发生颤振,严重影响工件表面质量。
2、现阶段刀轴角度的选取多是依赖于人工经验,一般为针对每种不同材料,通过大量尝试选取相对较优的参数组合,过程需要投入较多人力物力。而现有的人工智能进行表面质量预测的方法大多只考虑平面加工的切削三要素等,不能很好的反映复杂曲面加工的实际特点。
3、因此,如何快速、准确选定刀轴角度的参数,成为五轴机床曲面加工效率与加工质量研究的重要方向。
技术实现思路
1、鉴于此,本发明提出的基于pso-bp神经网络的曲面加工刀轴角度优化方法,主要是为了解决如何快速准确选取刀轴角度对复杂性面加工参数进行优化,进而提高生产效率的问题。
2、本发明提出了基于pso-bp神经网络的曲面加工刀轴角度优化方法,该方法包括:
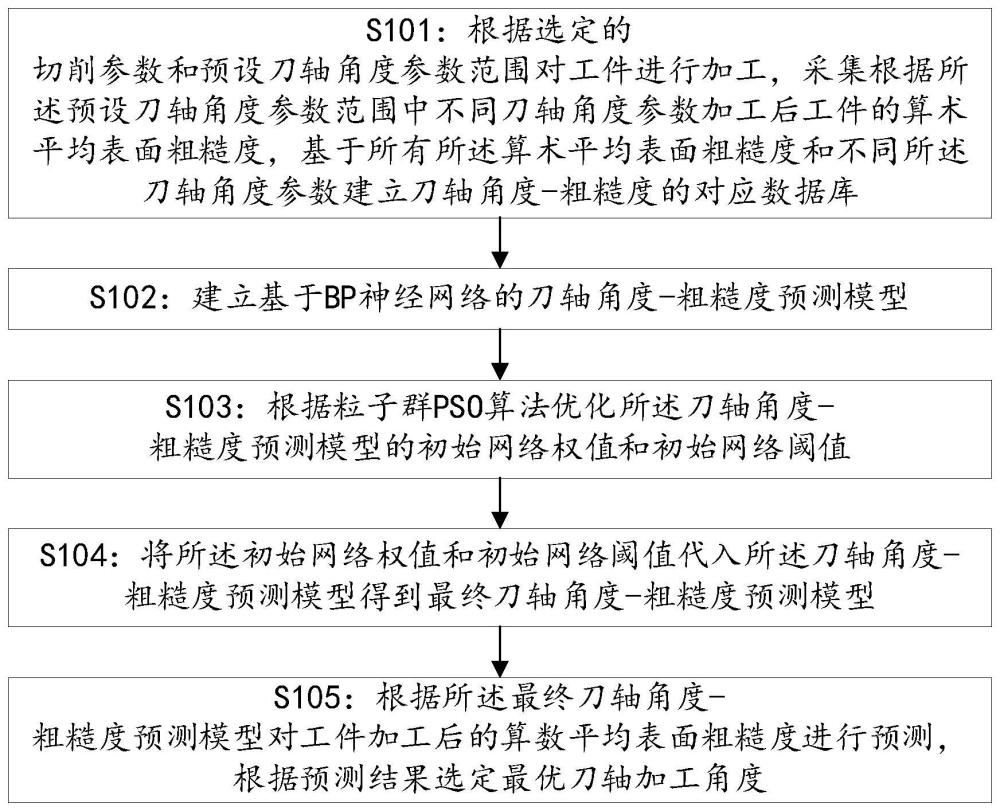
3、根据选定的切削参数和预设刀轴角度参数范围对工件进行加工,采集根据所述预设刀轴角度参数范围中不同刀轴角度参数加工后工件的算术平均表面粗糙度,基于所有所述算术平均表面粗糙度和不同所述刀轴角度参数建立刀轴角度-粗糙度的对应数据库;
4、建立基于bp神经网络的刀轴角度-粗糙度预测模型;
5、根据粒子群pso算法优化所述刀轴角度-粗糙度预测模型的初始网络权值和初始网络阈值;
6、将所述初始网络权值和初始网络阈值代入所述刀轴角度-粗糙度预测模型得到最终刀轴角度-粗糙度预测模型;
7、根据所述最终刀轴角度-粗糙度预测模型对工件加工后的算数平均表面粗糙度进行预测,根据预测结果选定最优刀轴加工角度。
8、在本申请的一些实施例中,刀轴角度参数包括前倾角和侧倾角。
9、在本申请的一些实施例中,在基于所有所述算术平均表面粗糙度和不同所述刀轴角度参数建立刀轴角度-粗糙度的对应数据库后,还包括:
10、将所述对应数据库划分为pso-bp训练集和pso-bp测试集;
11、并将所述pso-bp训练集和pso-bp测试集进行归一化处理。
12、在本申请的一些实施例中,在根据粒子群pso算法优化所述刀轴角度-粗糙度预测模型的初始网络权值和初始网络阈值时,包括:
13、预先设定粒子群pso算法参数;
14、所述粒子群pso算法参数包括:种群规模、最大迭代训练次数、学习因子和惯性权重。
15、在本申请的一些实施例中,在根据粒子群pso算法优化所述刀轴角度-粗糙度预测模型的初始网络权值和初始网络阈值时,还包括:
16、根据所述pso-bp训练集对所述刀轴角度-粗糙度预测模型进行训练以对所述初始网络权值和初始网络阈值进行调整,当所述刀轴角度-粗糙度预测模型满足预设条件时,训练完成;
17、所述预设条件为训练次数大于所述最大迭代训练次数。
18、在本申请的一些实施例中,在根据所述pso-bp训练集对所述刀轴角度-粗糙度预测模型进行训练以对所述初始网络权值和初始网络阈值进行调整时,包括:
19、根据适应度函数确定所述粒子群pso算法中各个粒子的适应度,所述适应度函数的计算公式如下:
20、
21、其中,f[xi(o)]为第i个粒子进化到第o代时所在位置为x的粒子适应度值,xi为所在位置为x的第i个粒子,o为粒子个体进化过程中的迭代训练次数,o为正整数;n为所述pso-bp训练集中训练样本的数量,k为任一训练样本中的一组训练数据,1≤k≤n,1≤i≤a,a为所述粒子群pso算法中整个种群中包含的粒子个数;yk为所述pso-bp训练集中训练数据k对应的算数平均表面粗糙度的值,为yk输入所述刀轴角度-粗糙度预测模型中对应的输出。
22、在本申请的一些实施例中,在根据所述pso-bp训练集对所述刀轴角度-粗糙度预测模型进行训练以对所述初始网络权值和初始网络阈值进行调整时,还包括:
23、计算所述粒子群pso算法中整个种群在不同迭代训练次数时的最优位置pg(t),计算公式如下:
24、
25、其中,t为粒子个体的最终训练迭代代数;
26、计算所述粒子群pso算法中整个种群中每个粒子个体的最优位置pi(t)的适应度值f[pi(t)],计算公式如下:
27、f[pi(t)]=minf[xi(o)],1≤o≤t。
28、在本申请的一些实施例中,在根据所述pso-bp训练集对所述刀轴角度-粗糙度预测模型进行训练以对所述初始网络权值和初始网络阈值进行调整时,还包括:
29、根据整个种群中每个粒子个体的最优位置的适应度值f[pi(t)],确定整个种群训练到第代,整个种群的最优位置的适应度值f[pg(t)];
30、当整个种群的最优位置的适应度值f[pg(t)]不满足所述预设条件时,按照下式对每个粒子个体的最优位置以及整个种群的最优位置进行更新,直至满足所述预设条件:
31、
32、其中,
33、vi(t-1)为第个粒子训练到第t-1代的速度;ω为所述粒子群ps0算法的惯性权重;c1、c2均为所述粒子群ps0算法的学习因子;rand(·)为介于(0,1)之间的随机数;ωs为初始惯性权重;ωe为最终惯性权重;为所述预设条件中的所述最大迭代训练次数,,;pi(t-1)为第个粒子训练到第t-1代时粒子个体的最优位置;pg(t-1)为整个种群训练到第t-1代时的最优位置;
34、当整个种群的最优位置的适应度值f[pg(t)]满足所述预设条件时,整个种群的最优位置在各维空间对应的位置坐标为所述刀轴角度-粗糙度预测模型的所述初始网络权值和初始网络阈值。
35、与现有技术相比,本发明存在以下有益效果:本发明提供的基于pso-bp神经网络的曲面加工刀轴角度优化方法,可以有效地解决五轴加工中刀轴角度多靠人工选择的问题,在保证低计算时间与计算资源耗费情况下,实现对刀轴角度快速准确的优化,从而保证加工质量,节约人力成本。同时,本方法弥补了现有的仅对切削三要素进行优化的方法的不足之处,可以更符合五轴复杂曲面加工的特点。此外,运用粒子群pso算法优化bp神经网络的初始网络权值和初始网络阈值,保证了神经网络拟合的准确性,增强适应性。
技术特征:
1.基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,包括:
2.根据权利要求1所述的基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,刀轴角度参数包括前倾角和侧倾角。
3.根据权利要求1所述的基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,在将所述初始网络权值和初始网络阈值代入所述刀轴角度-粗糙度预测模型后,还包括:
4.根据权利要求1所述的基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,在基于所有所述算术平均表面粗糙度和不同所述刀轴角度参数建立刀轴角度-粗糙度的对应数据库后,还包括:
5.根据权利要求4所述的基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,在根据粒子群pso算法优化所述刀轴角度-粗糙度预测模型的初始网络权值和初始网络阈值时,包括:
6.根据权利要求5所述的基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,在根据粒子群pso算法优化所述刀轴角度-粗糙度预测模型的初始网络权值和初始网络阈值时,还包括:
7.根据权利要求6所述的基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,在根据所述pso-bp训练集对所述刀轴角度-粗糙度预测模型进行训练以对所述初始网络权值和初始网络阈值进行调整时,包括:
8.根据权利要求7所述的基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,在根据所述pso-bp训练集对所述刀轴角度-粗糙度预测模型进行训练以对所述初始网络权值和初始网络阈值进行调整时,还包括:
9.根据权利要求8所述的基于pso-bp神经网络的曲面加工刀轴角度优化方法,其特征在于,在根据所述pso-bp训练集对所述刀轴角度-粗糙度预测模型进行训练以对所述初始网络权值和初始网络阈值进行调整时,还包括:
技术总结
本发明涉及复杂型面加工参数优化与人工智能技术领域,具体涉及基于PSO‑BP神经网络的曲面加工刀轴角度优化方法,该方法包括:采集根据预设刀轴角度参数范围中不同刀轴角度参数加工后工件的算术平均表面粗糙度,建立刀轴角度‑粗糙度的对应数据库;建立基于BP神经网络的刀轴角度‑粗糙度预测模型;优化初始网络权值和初始网络阈值代入刀轴角度‑粗糙度预测模型得到最终刀轴角度‑粗糙度预测模型;根据最终刀轴角度‑粗糙度预测模型选定最优刀轴加工角度。本发明可以有效地解决五轴加工中刀轴角度多靠人工选择的问题,在保证低计算时间与计算资源耗费情况下,实现对刀轴角度快速准确的优化,从而保证加工质量,节约人力成本。
技术研发人员:季文彬,李博凡,杨骅,李子瑞,韩旭,黄强飞,谭丹萍
受保护的技术使用者:河北工业大学
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!