本发明涉及产线管理领域,具体涉及一种自动化车桥预装产线管理系统。
背景技术:
1、车桥预装是指在车桥装配之前,对车桥的各个零部件进行预先装配和处理。这个过程通常包括对零部件进行检查、清洗、预装配、质量检测等步骤,以确保这些零部件在装配到车桥上时能够满足质量和性能要求。车桥预装的目的是减少车桥装配时的工作量和难度,提高装配效率和质量。
2、一个产线若没有进行及时的维护保养会,轻则导致产线运行不畅,重则导致产线出现故障停机的情况,但是现有的车桥预装产线一般都是根据指定的维护保养表格进行,无法根据产线运行情况进行及时的变动,一旦设备磨损加大则会导致设备装配精度降低以及产线运行故障率提高,严重影响装配质量和产线生产任务的完成进度。
技术实现思路
1、本发明的目的在于提供一种自动化车桥预装产线管理系统,解决以上技术问题。
2、本发明的目的可以通过以下技术方案实现:
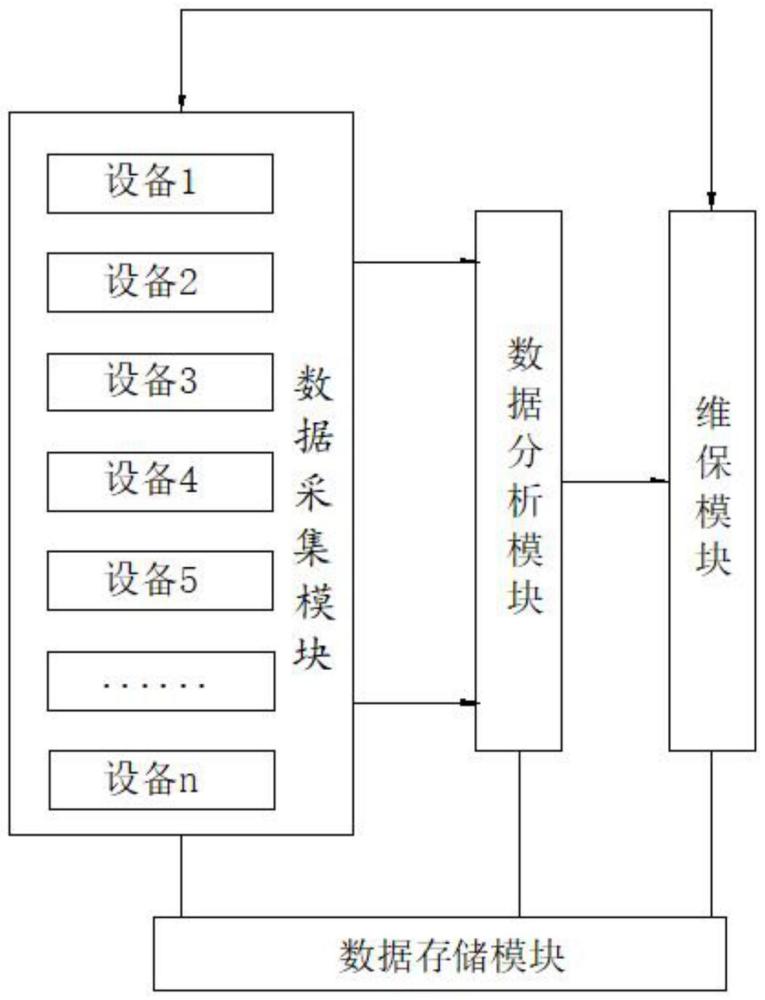
3、一种自动化车桥预装产线管理系统,包括:
4、数据采集模块,用于采集车桥预装产线上各个设备的实时温度信息和振动信息;
5、数据存储模块,用于存储各个设备的历史温度信息和振动信息;
6、数据分析模块,用于调取历史的温度信息和振动信息与实时温度信息和振动信息进行比对分析,根据比对结果判断各个设备的磨损状态;
7、维保模块,根据各个设备的磨损状态调整对应的维护保养策略。
8、作为进一步的技术方案,所述维修保养策略的制定过程为:
9、获取一个完整运行周期内设备在超载状态、满载状态和空载状态下的运行时间;
10、通过公式:
11、qi=t1*α1+t2*α2+t3*α3;
12、计算获取维护保养系数qi;
13、通过公式:
14、ω=qi*β;
15、计算获得维护保养间隔时长ω;
16、其中,t1为超载状态下的运行时间,t2为满载状态下的运行时间,t3为空载状态下的运行时间;α1、α2、α3为权重系数,根据历史经验数据和实验数据综合选择确定,且α1>α2>α3,α1+α2+α3=1;β为转换系数,根据历史数据选择确定。
17、作为进一步的技术方案,获取设备磨损状态的过程包括:
18、获取一个完整运行周期内设备温度随时间变化曲线w(t)与标准温度随时间变化曲线w0(t);
19、基于w(t)和w0(t)进行处理,获取温度偏差系数
20、获取一个完整运行周期内设备振动值随时间变化曲线f(t)与标准振动值随时间变化曲线f0(t);
21、基于f(t)和f0(t)进行处理,获取振动偏差系数
22、通过公式:计算获得磨损系数θ;ρ1、ρ2为预设权重系数,根据历史数据和实验数据综合选择确定。
23、作为进一步的技术方案,所述温度偏差系数的获取过程为:
24、将w(t)和w0(t)绘制在同一个坐标系中;
25、记录两个曲线非重合部分对应时间点以及每个部分的最大差值
26、通过公式:
27、
28、计算获得温度偏差系数
29、其中,ε用于消除参数。
30、作为进一步的技术方案,所述振动偏差系数的获取过程包括:
31、通过公式:
32、
33、计算获得振动偏差系数
34、其中,δf为参考振动值,基于历史数据和经验数据选择确定,t1、t2为一个完整运行周期的两时间端点。
35、作为进一步的技术方案,根据各个设备的磨损状态调整对应的维护保养策略过程为:
36、将磨损系数θ与预设磨损阈值区间[θ-,θ+]进行比较;
37、若θ>θ+,则判断该设备磨损率一级超标,对维护保养策略进行一级调整;
38、若θ<θ-,则判断该设备磨损率正常,不对维护保养策略进行调整;
39、若θ∈[θ-,θ+],则判断该设备磨损率二级超标,对维护保养策略进行二级调整。
40、作为进一步的技术方案,一级调整的过程为:
41、通过公式:
42、
43、计算获得调整后维护保养间隔时长ω’;
44、二级调整的过程为:
45、通过公式:
46、
47、计算获得调整后维护保养间隔时长ω’;k1、k2为转化系数,根据历史数据和实验数据选择确定。
48、作为进一步的技术方案,所述管理系统还包括标记推送模块,将磨损率一级超标的设备标记为红色,将磨损率二级超标的设备标记为黄色,将磨损率正常的设备标记为绿色;
49、优先将标记为红色的设备推送至维保人员进行维保。
50、本发明的有益效果:
51、(1)本发明通过数据分析模块对历史数据和实时数据进行比对,从而根据设备的磨损情况进行维修保养策略的调整,避免机械式的执行预定的维修保养策略而忽略设备的实际工作状态,让设备维持高效的工作状态和装配精度。
技术特征:1.一种自动化车桥预装产线管理系统,其特征在于,包括:
2.根据权利要求1所述的自动化车桥预装产线管理系统,其特征在于,所述维修保养策略的制定过程为:
3.根据权利要求2所述的自动化车桥预装产线管理系统,其特征在于,获取设备磨损状态的过程包括:
4.根据权利要求3所述的自动化车桥预装产线管理系统,其特征在于,所述温度偏差系数的获取过程为:
5.根据权利要求4所述的自动化车桥预装产线管理系统,其特征在于,所述振动偏差系数的获取过程包括:
6.根据权利要求1或5所述的自动化车桥预装产线管理系统,其特征在于,根据各个设备的磨损状态调整对应的维护保养策略过程为:
7.根据权利要求6所述的自动化车桥预装产线管理系统,其特征在于,一级调整的过程为:
8.根据权利要求1所述的自动化车桥预装产线管理系统,其特征在于,所述管理系统还包括标记推送模块,将磨损率一级超标的设备标记为红色,将磨损率二级超标的设备标记为黄色,将磨损率正常的设备标记为绿色;
技术总结本发明涉及产线管理领域,公开了一种自动化车桥预装产线管理系统,包括:数据采集模块,用于采集车桥预装产线上各个设备的实时温度信息和振动信息;数据存储模块,用于存储各个设备的历史温度信息和振动信息;数据分析模块,用于调取历史的温度信息和振动信息与实时温度信息和振动信息进行比对分析,根据比对结果判断各个设备的磨损状态;维保模块,根据各个设备的磨损状态调整对应的维护保养策略;本发明通过数据分析模块对历史数据和实时数据进行比对,从而根据设备的磨损情况进行维修保养策略的调整,避免机械式的执行预定的维修保养策略而忽略设备的实际工作状态,让设备维持高效的工作状态和装配精度。
技术研发人员:鲁俊,张道成,李进,米俊,尹宝应
受保护的技术使用者:方盛车桥(合肥)有限公司
技术研发日:技术公布日:2024/5/16