一种基于参数优化的平旋盘车削控制方法与流程
本发明属于数控机床领域,涉及一种基于参数优化的平旋盘车削控制方法,用于平旋盘复杂结构曲线加工快速跟随进给时,通过参数协调,优化其加工过程。
背景技术:
1、随着金属切屑工艺能力的提升,越来越多的零件加工不仅需要x、y、z轴的联动,还需要w、u轴等轴联动来实现复合加工,平旋盘是一种具有u轴的功能附件,可以实现铣镗床的车削控制,加工复杂零件。目前在壳体零件进行开孔后,对孔的内外边进行坡口加工中,由于壳体零件多是柱体或锥体,零件比较特殊,多是采用五轴编程使用球头刀具进行铣削加工。这种方法要求数控系统具有五轴加工功能,而且程序复杂,效率低下。
2、具体的,坡口加工使用平旋盘u轴与滑枕z轴联动、主轴sp轴跟随插补的方式进行车削加工,降低对数控系统五轴插补的要求,根据不同的加工需要,这种主轴跟随插补的加工方式,会由于主轴转速是线性跟随的逻辑方式从而转速受限,无法与进给轴快速进给相匹配,这在惯性较大的重型机床中尤为常见。
技术实现思路
1、本发明是针对现有技术中存在的不足,提供一种基于参数优化的平旋盘车削控制方法,使用参数优化的方式,通过简单快捷的方法,控制平旋盘进行车削加工,可简化加工程序,提高加工效率。
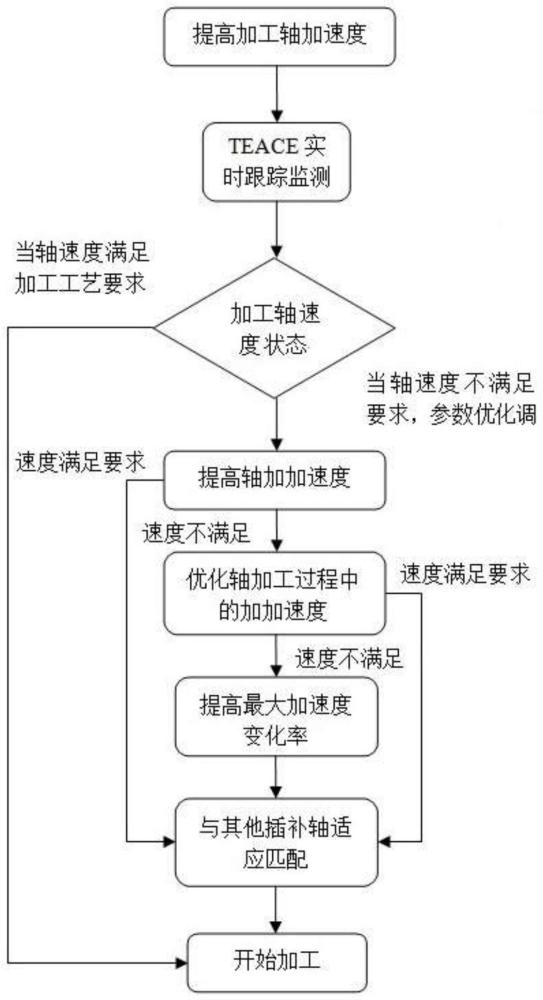
2、为实现上述技术目的,本发明提供的方案是:一种基于参数优化的平旋盘车削控制方法,包括以下步骤:
3、(1)提高机床加工轴的最大角加速度或线性加速度,保证快速进给的速度变化率;
4、(2)对机床加工轴的速度进行实时监控检测,如实际速度无法达到预设速度要求,则进一步进行优化;
5、(3)继续对机床加工轴进行优化,将机床加工轴冲击限制滤波器的类型设定为平均项滤波器,提高机床加工轴的加加速度至20-50m/s3;
6、(4)对机床加工轴的“路径运动中的最大加加速度”、“与连续轨迹模式中程序段过渡处的最大加加速度”参数进行调整,同时提高“和轨迹相关的最大加速度变化率”的限制,提高限制值至1000,此时对应的最高机床加工轴的加加速度为20m/s3;
7、(5)如果相应机床加工轴的真实加速度提高后,加减速过程变得不平滑,有极速冲撞现象,则调整“轴冲击滤波器时间常数”来进一步优化加工过程,标准调整范围为0.005-0.08。
8、在步骤(5)中,更改轴冲击滤波器时,所有插补轴一起更改,保证各轴的联动匹配。
9、本发明基于参数优化的平旋盘车削控制方法,通过参数优化的调整,实现加工轴突破加速度限制,达到快速联动加工的效果,提高加工效率和加工精度;本发明通过人机操作界面实现人机对话,给机床下达指令;不需要其他辅助硬件与软件,操作者可直接通过西门子840dsl数控系统人机操作界面去优化加工过程,方便快捷,加工提高显著;使用trace实时跟踪监测测量,数据时效性准确,优化易于观察与调整。
技术特征:
1.一种基于参数优化的平旋盘车削控制方法,其特征在于该方法包括以下步骤:
2.根据权利要求1所述的基于参数优化的平旋盘车削控制方法,其特征在于:步骤(5)中,更改轴冲击滤波器时,所有插补轴一起更改,保证各轴的联动匹配。
技术总结
本发明属于数控机床领域,提供一种基于参数优化的平旋盘车削控制方法,包括:(1)提高机床加工轴的最大角加速度或线性加速度;(2)对机床加工轴的速度进行实时监测,优化;(3)将机床加工轴冲击限制滤波器设定为平均项滤波器,提高机床加工轴的加加速度;(4)对机床加工轴的“路径运动中的最大加加速度”、“与连续轨迹模式中程序段过渡处的最大加加速度”参数进行调整,同时提高“和轨迹相关的最大加速度变化率”的限制;(5)如果相应机床加工轴的真实加速度提高后,加减速过程变得不平滑,则调整“轴冲击滤波器时间常数”。本发明方法使用参数优化的方式控制平旋盘进行车削加工,可简化加工程序,提高加工效率。
技术研发人员:江金华,杨笑风,许刚,李岩,丁少博,龚明海
受保护的技术使用者:武汉重型机床集团有限公司
技术研发日:
技术公布日:2024/9/9
- 还没有人留言评论。精彩留言会获得点赞!