一种非整圆变曲率机匣加工中心调整方法及分析系统与流程
本发明涉及航空制造,公开了一种非整圆变曲率机匣加工中心调整方法及分析系统。
背景技术:
1、随着航空发动机机匣结构越来越复杂,非整圆机匣在先进机型中应用越来越多。一般非整圆变曲率机匣的加工中心的找正都是通过设计专用定位工装进行找正,但是设计专用工装费用较多且通用性较差,因此浪费了大量的人力物力,造成了航空发动机机匣加工周期较长并且研制费用较高的问题。
技术实现思路
1、本发明的目的在于提供一种非整圆变曲率机匣加工中心调整方法及分析系统,能够快速实现非整圆变曲率机匣的加工中心调整,便于实现非整圆变曲率机匣的高精度加工,不仅可以缩短加工周期,还能能规避需要设计专用工装造成费用多、通用性差、研制费用高的问题,节省了人力物力。
2、为了实现上述技术效果,本发明采用的技术方案是:
3、一种非整圆变曲率机匣加工中心调整方法,包括:
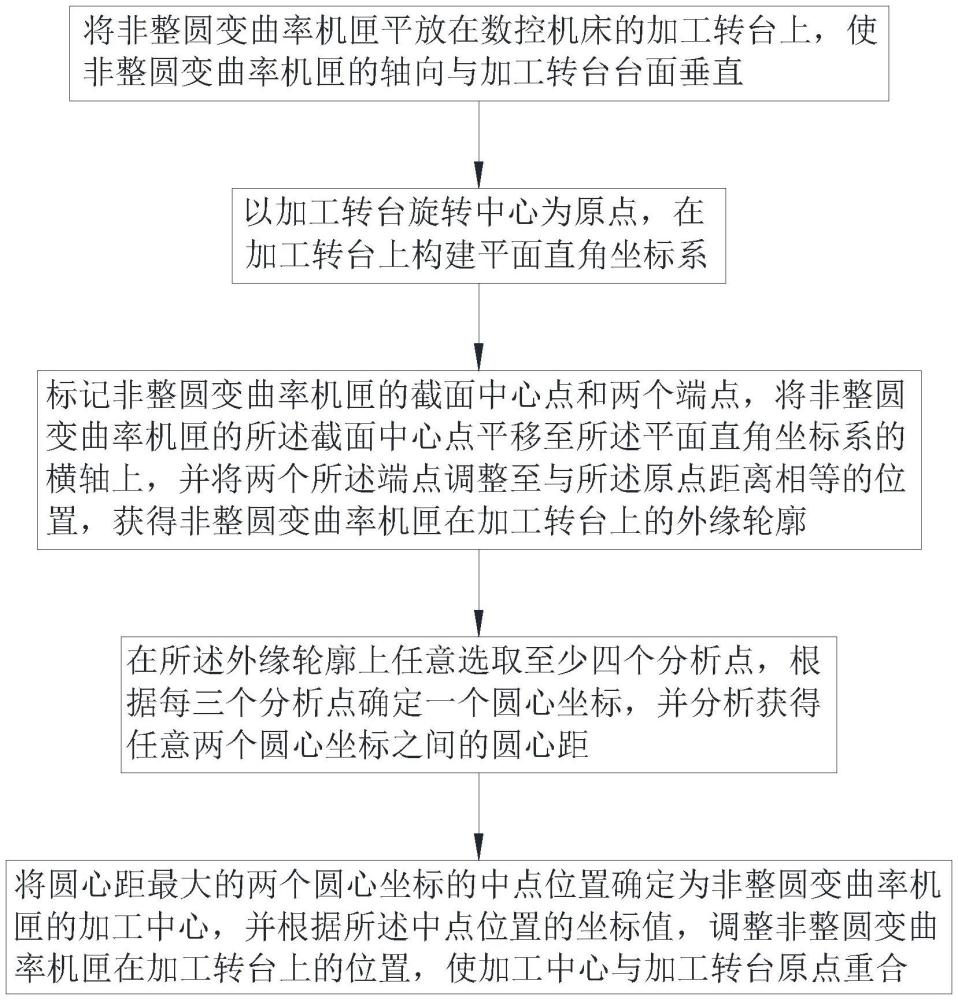
4、将非整圆变曲率机匣平放在数控机床的加工转台上,使非整圆变曲率机匣的轴向与加工转台台面垂直;所述非整圆变曲率机匣的截面形状由截面中心点向两侧对称延伸,且每侧延伸部分的曲率依次平滑增加或减小;
5、以加工转台旋转中心为原点,在加工转台上构建平面直角坐标系;
6、标记非整圆变曲率机匣的截面中心点和两个端点,将非整圆变曲率机匣的所述截面中心点平移至所述平面直角坐标系的横轴上,并将两个所述端点调整至与所述原点距离相等的位置,获得非整圆变曲率机匣在加工转台上的外缘轮廓;
7、在所述外缘轮廓上任意选取至少四个分析点,根据每三个分析点确定一个圆心坐标,并分析获得任意两个圆心坐标之间的圆心距;
8、将圆心距最大的两个圆心坐标的中点位置确定为非整圆变曲率机匣的加工中心,并根据所述中点位置的坐标值,调整非整圆变曲率机匣在加工转台上的位置,使加工中心与加工转台原点重合。
9、进一步地,将两个所述端点调整至与所述原点距离相等的位置的方法包括:
10、保持非整圆变曲率机匣的所述截面中心点位于所述平面直角坐标系的横轴上;以所述截面中心点为转动中心,旋转非整圆变曲率机匣,旋转过程中采用数控机床的测距机构测量两个所述端点到所述原点的距离,直至两个所述端点调整至与所述原点距离相等。
11、进一步地,根据每三个分析点确定一个圆心坐标的方法包括:利用数控机床的测距机构测量获得每个分析点的坐标值,并采用最小二乘法计算获得任意三个分析点对应的圆心坐标。
12、进一步地,所述测距机构为百分表、激光测距仪、红外测距仪中的一种或多种组合。
13、为实现上述技术效果,本发明还提供了一种非整圆变曲率机匣加工中心分析系统,包括:
14、坐标系构建模块,用于以数控机床的加工转台旋转中心为原点,在加工转台上构建平面直角坐标系;
15、坐标值获取模块,用于利用测距机构获得非整圆变曲率机匣外缘端点及各分析点到所述原点的距离;其中所述非整圆变曲率机匣的截面形状由截面中心点向两侧对称延伸,且每侧延伸部分的曲率依次平滑增加或减小;所述非整圆变曲率机匣平放在数控机床的加工转台上,且非整圆变曲率机匣的轴向与加工转台台面垂直,所述非整圆变曲率机匣的所述截面中心点位于所述平面直角坐标系的横轴上;所述分析点为所述外缘轮廓上任意选取的至少四个点;
16、圆心坐标分析模块,用于根据每三个分析点的坐标值,分析获得三个分析点对应的圆心坐标;
17、圆心距分析模块,用于根据任意两个所述圆心坐标分析获得两个圆心坐标对应的圆心距;
18、加工中心确定模块,用于将圆心距最大的两个圆心坐标的中点位置确定为非整圆变曲率机匣的加工中心。
19、进一步地,所述坐标值获取模块中,调整两个所述端点与所述原点距离相等的方法包括:保持非整圆变曲率机匣的所述截面中心点位于所述平面直角坐标系的横轴上;以所述截面中心点为转动中心,旋转非整圆变曲率机匣,旋转过程中采用数控机床的测距机构测量两个所述端点到所述原点的距离,直至两个所述端点调整至与所述原点距离相等。
20、进一步地,所述坐标值获取模块中的所述测距机构为百分表、激光测距仪、红外测距仪中的一种或多种组合。
21、进一步地,所述圆心坐标分析模块中,采用最小二乘法计算获得任意三个分析点对应的圆心坐标。
22、与现有技术相比,本发明所具备的有益效果是:本发明可快速实现非整圆变曲率机匣的加工中心调整,使其与数控机床加工转台的旋转中心重合,便于实现非整圆变曲率机匣的高精度加工,不仅可以缩短加工周期,还能能规避需要设计专用工装造成费用多、通用性差、研制费用高的问题,节省了人力物力。
技术特征:
1.一种非整圆变曲率机匣加工中心调整方法,其特征在于,包括:
2.根据权利要求1所述的非整圆变曲率机匣加工中心调整方法,其特征在于,将两个所述端点调整至与所述原点距离相等的位置的方法包括:
3.根据权利要求1所述的非整圆变曲率机匣加工中心调整方法,其特征在于,根据每三个分析点确定一个圆心坐标的方法包括:利用数控机床的测距机构测量获得每个分析点的坐标值,并采用最小二乘法计算获得任意三个分析点对应的圆心坐标。
4.根据权利要求3所述的非整圆变曲率机匣加工中心调整方法,其特征在于,所述测距机构为百分表、激光测距仪、红外测距仪中的一种或多种组合。
5.一种非整圆变曲率机匣加工中心分析系统,其特征在于,包括:
6.根据权利要求5所述的非整圆变曲率机匣加工中心分析系统,其特征在于,所述坐标值获取模块中,调整两个所述端点与所述原点距离相等的方法包括:保持非整圆变曲率机匣的所述截面中心点位于所述平面直角坐标系的横轴上;以所述截面中心点为转动中心,旋转非整圆变曲率机匣,旋转过程中采用数控机床的测距机构测量两个所述端点到所述原点的距离,直至两个所述端点调整至与所述原点距离相等。
7.根据权利要求5所述的非整圆变曲率机匣加工中心分析系统,其特征在于,所述坐标值获取模块中的所述测距机构为百分表、激光测距仪、红外测距仪中的一种或多种组合。
8.根据权利要求5所述的非整圆变曲率机匣加工中心分析系统,其特征在于,所述圆心坐标分析模块中,采用最小二乘法计算获得任意三个分析点对应的圆心坐标。
技术总结
本发明涉及航空制造技术领域,公开了一种非整圆变曲率机匣加工中心调整方法及分析系统,可快速实现非整圆变曲率机匣的加工中心调整,使其与数控机床加工转台的旋转中心重合,便于实现非整圆变曲率机匣的高精度加工,不仅可以缩短加工周期,还能能规避需要设计专用工装造成费用多、通用性差、研制费用高的问题,节省了人力物力。
技术研发人员:谢丹,周小文,肖洪,张易,张世贵,刘余,张良勇,周济同
受保护的技术使用者:中国航发航空科技股份有限公司
技术研发日:
技术公布日:2025/1/6
- 还没有人留言评论。精彩留言会获得点赞!