基于OOPN的蠕变成形柔性智能制造系统控制方法及装置
本申请属于柔性智能制造,尤其涉及一种基于oopn的蠕变成形柔性智能制造系统控制方法及装置。
背景技术:
1、随着复杂薄壁构件是航空航天运载装备的关键承载结构,其制造水平决定装备的运载效率和可靠性。
2、蠕变时效技术很好解决了现有薄壁构件制造技术成形成性过程能场时空分离,制造效率低,形性生成过程不同步且相互制约,难以满足空天装备结构高性能精准制造要求的问题。然而,目前由于大型薄壁件蠕变成形技术主要是通过热压罐来完成成形过程,需要满足高温高压的加工条件,加工环境封闭,因此传统蠕变时效成形过程存在着在线监测难、可视化程度低、动态调整难的问题。蠕变成形柔性智能制造系统是一个形性演变时空集成的复合能场调控蠕变时效一体化制造系统,智能综合管控系统根据加工工件的工艺要求、生产资源约束等条件手动/自动形成生产决策,同时通过对成形制造过程构件形性演变信息感知、分析和反馈,合理调度控制智能化柔性夹持系统、自动化三维光学测量系统、智能动态三维宽域测量系统、激光加热系统、电脉冲辅助系统的工作,有效联动各子系统,提高系统制造效率和产品质量,实现薄壁件蠕变时效成形精准制造过程的智能化管理与控制。
技术实现思路
1、本发明实施例的主要目的在于提供一种基于oopn的蠕变成形柔性智能制造系统控制方法及装置,能够完成大型薄壁件的形性精准制造,有效防止现有技术中在制造工程中因可能出现的设备故障、实际工艺存在参数偏差以及薄壁件成形质量不合格等意外情况导致系统死锁或运行紊乱的情况发生问题。
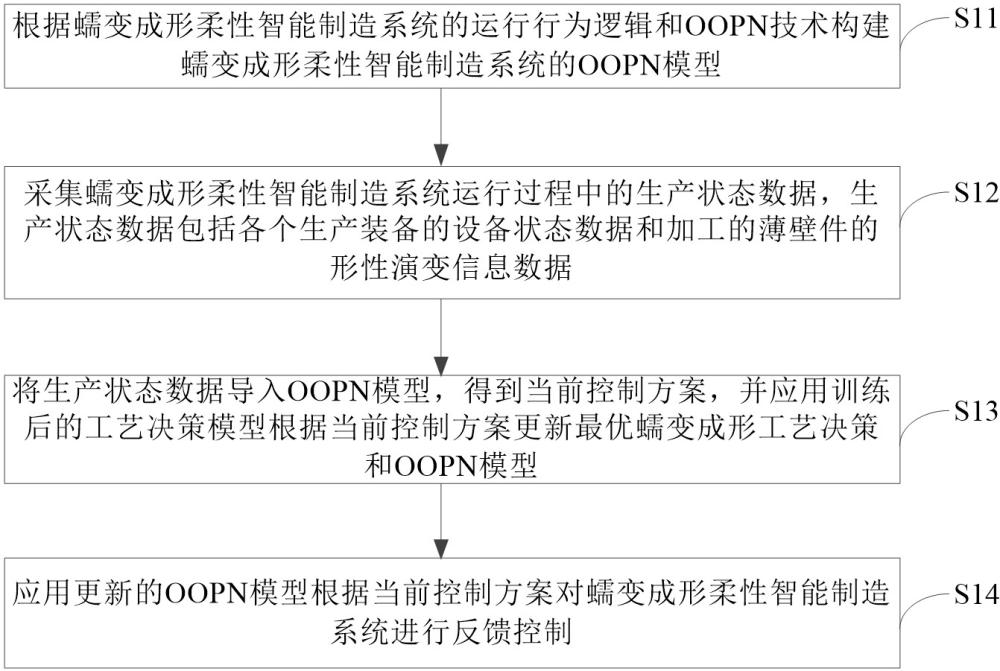
2、第一方面,提供了一种基于oopn的蠕变成形柔性智能制造系统控制方法,方法包括:根据蠕变成形柔性智能制造系统的运行行为逻辑和oopn技术构建蠕变成形柔性智能制造系统的oopn模型;采集蠕变成形柔性智能制造系统运行过程中的生产状态数据,生产状态数据包括各个生产装备的设备状态数据和加工的薄壁件的形性演变信息数据;将生产状态数据导入oopn模型,得到当前控制方案,并应用训练后的工艺决策模型根据当前控制方案更新蠕变成形工艺决策和oopn模型;应用更新的oopn模型根据当前控制方案对蠕变成形柔性智能制造系统进行反馈控制。
3、在另一个可能的实现方式中,蠕变成形柔性智能制造系统包括:智能化柔性夹持系统、综合管控系统、以及与综合管控系统连接的自动化三维光学测量系统、智能动态三维宽域测量系统、激光加热系统和电脉冲辅助系统;待加工的薄壁件放置在智能化柔性夹持系统上,自动化三维光学测量系统和激光加热系统安装在对应的机器人上,智能动态三维宽域测量系统置于薄壁件的上方,电脉冲辅助系统放置于智能化柔性夹持系统的一侧;智能化柔性夹持系统按照工艺要求和成型目标对薄壁件进行加持、吸附并运动至预设位置,电脉冲辅助系统为薄壁件提供工艺要求的温度,智能动态三维宽域测量系统实时监测薄壁件温度、应力应变,激光加热系统用于对温度不均匀区域进行温度补偿作业,每一步工艺完成后,自动化三维光学测量系统对薄壁件的表面轮廓进行扫描并获取成型结果,将成型结果反馈至综合管控系统,通过综合管控系统对下一步工艺参数进行调整。
4、在一个可能的实现方式中,根据蠕变成形柔性智能制造系统的运行行为逻辑和oopn技术构建蠕变成形柔性智能制造系统的oopn模型,包括:根据蠕变成形柔性智能制造系统中任一生产装备的运行行为逻辑结合oopn技术构建以生产装备为对象的opn模型,与第个生产装备对应的第个opn模型表示为,其中,为对象中所有库所的集合,为对象中所有变迁的集合,为对象的输入库所集合,为对象的输出库所集合,为从库所到变迁的输入映射函数,为从变迁到库所的输出映射函数;根据蠕变成形柔性智能制造系统中各生产装备的opn模型以及各生产装备之间的运行行为逻辑关系构建蠕变成形柔性智能制造系统的oopn模型,蠕变成形柔性智能制造系统的oopn模型表示为,,,,其中,为第个opn模型中的输出库所与第个opn模型中的输入库所间的门变迁。
5、在另一个可能的实现方式中,将生产状态数据导入oopn模型,得到当前控制方案,包括:对各个生产装备的设备状态数据和加工的薄壁件的形性演变信息数据进行分析,获取oopn模型中与各生产装备对应的各opn模型的参数数据;根据参数数据获取各opn模型的控制数据,组合得到当前控制方案。
6、在另一个可能的实现方式中,根据当前控制方案应用训练后的工艺决策模型更新蠕变成形工艺决策和oopn模型之前,包括:获取蠕变成形柔性智能制造系统进行薄壁件加工制备的历史数据,历史数据包括薄壁件加工制备过程中的历史工艺参数数据以及薄壁件的历史成型效果数据,历史工艺参数数据包括生产状态数据;将历史工艺参数数据输入基于深度强化学习的工艺决策模型,经工艺决策模型处理后输出预测的成型效果数据;计算预测的成型效果数据与历史成型效果数据的误差,并根据误差调整工艺决策模型,直至误差满足要求,得到训练后的工艺决策模型。
7、在另一个可能的实现方式中,应用训练后的工艺决策模型根据当前控制方案更新蠕变成形工艺决策和oopn模型,包括:根据当前控制方案确定当前工艺参数数据,应用训练后的工艺决策模型对当前工艺参数数据进行处理并输出更新的蠕变成形工艺决策;将更新的蠕变成形工艺决策反馈至oopn模型,得到更新的oopn模型。
8、在另一个可能的实现方式中,生产状态数据包括但不限于:薄壁件位置、应力、应变、温度、吸盘压强。
9、第二方面,提供了一种基于oopn的蠕变成形柔性智能制造系统控制装置,装置包括:模型构建模块,用于根据蠕变成形柔性智能制造系统的运行行为逻辑和oopn技术构建蠕变成形柔性智能制造系统的oopn模型;数据采集模块,用于采集蠕变成形柔性智能制造系统运行过程中的生产状态数据,生产状态数据包括各个生产装备的设备状态数据和加工的薄壁件的形性演变信息数据;决策调整模块,用于将生产状态数据导入oopn模型,得到当前控制方案,并应用训练后的工艺决策模型根据当前控制方案更新蠕变成形工艺决策和oopn模型;反馈控制模块,用于应用更新的oopn模型根据当前控制方案对蠕变成形柔性智能制造系统进行反馈控制。
10、第三方面,提供了一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,处理器执行程序时实现如第一方面提供的一种基于oopn的蠕变成形柔性智能制造系统控制方法。
11、第四方面,提供了一种非暂态计算机可读存储介质,其上存储有计算机程序,计算机程序被处理器执行时实现如第一方面提供的一种基于oopn的蠕变成形柔性智能制造系统控制方法。
技术特征:
1.一种基于oopn的蠕变成形柔性智能制造系统控制方法,其特征在于,所述方法包括:
2.如权利要求1所述的方法,其特征在于,所述蠕变成形柔性智能制造系统包括:智能化柔性夹持系统、综合管控系统、以及与所述综合管控系统连接的自动化三维光学测量系统、智能动态三维宽域测量系统、激光加热系统和电脉冲辅助系统;待加工的薄壁件放置在所述智能化柔性夹持系统上,所述自动化三维光学测量系统和所述激光加热系统安装在对应的机器人上,所述智能动态三维宽域测量系统置于所述薄壁件的上方,所述电脉冲辅助系统放置于所述智能化柔性夹持系统的一侧;
3.如权利要求1所述的方法,其特征在于,所述根据所述蠕变成形柔性智能制造系统的运行行为逻辑和oopn技术构建所述蠕变成形柔性智能制造系统的oopn模型,包括:
4.如权利要求1所述的方法,其特征在于,所述将所述生产状态数据导入所述oopn模型,得到当前控制方案,包括:
5.如权利要求1所述的方法,其特征在于,所述根据所述当前控制方案应用训练后的工艺决策模型更新蠕变成形工艺决策和所述oopn模型之前,包括:
6.如权利要求1所述的方法,其特征在于,所述应用训练后的工艺决策模型根据所述当前控制方案更新蠕变成形工艺决策和所述oopn模型,包括:
7.如权利要求1所述的方法,其特征在于,所述生产状态数据包括:薄壁件位置、应力、应变、温度、吸盘压强。
8.一种基于oopn的蠕变成形柔性智能制造系统控制装置,其特征在于,所述装置包括:
9.一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现如权利要求1-7中任一项所述的一种基于oopn的蠕变成形柔性智能制造系统控制方法。
10.一种非暂态计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1-7中任一项所述的一种基于oopn的蠕变成形柔性智能制造系统控制方法。
技术总结
本申请涉及柔性智能制造技术领域,提供一种基于OOPN的蠕变成形柔性智能制造系统控制方法及装置,方法包括:根据蠕变成形柔性智能制造系统的运行行为逻辑和OOPN技术构建蠕变成形柔性智能制造系统的OOPN模型;采集蠕变成形柔性智能制造系统运行过程中的生产状态数据;将生产状态数据导入OOPN模型,得到当前控制方案,并应用训练后的工艺决策模型根据当前控制方案更新蠕变成形工艺决策和OOPN模型;应用更新的OOPN模型根据当前控制方案对蠕变成形柔性智能制造系统进行反馈控制。能够完成大型薄壁件的形性精准制造,有效防止制造工程中因意外情况导致系统死锁或运行紊乱的情况发生。
技术研发人员:湛利华,李汀浩,徐永谦,任浩博,吴泽超
受保护的技术使用者:中南大学
技术研发日:
技术公布日:2025/1/28
- 还没有人留言评论。精彩留言会获得点赞!