晶圆制备的控制方法及其装置与流程
1.本技术涉及半导体制造技术,尤其涉及一种晶圆制备的控制方法及其装置。
背景技术:
2.在集成电路的整个制备工艺流程中,许多晶圆制程的许多站点都有“限制等待时间(queue time,qt)”的要求,即晶圆从上一个制程出来之后,必须在限制等待时间内进入下一个制程,否则,就会超出限制等待时间(over qt),造成产品的品质问题甚至报废。要控制晶圆在限制等待时间内进入下一个制程,就需要确定出该晶圆制备中所涉及的所有制程对应的设备数量是否满足要求,以及所有制程对应的设备中在制品数量是否超出设备的最大负载量。当设备数量满足要求,且每个设备的最大负载量满足要求,则晶圆在制备过程中就可以按照预设的流程完成制备,不会发生超出限制等待时间的情况。
3.现有技术中一般是由集成制造系统(manufacturing execution system,mes)采集集成电路制备中所使用的所有设备的状况、晶圆所属制程的状况等,再由工作人员根据mes采集到的信息进行晶圆制备的人工调控。具体的,在人工调控时,工作人员基于计算机设备上的实时派工系统(集成电路制备中的晶圆生产派工系统)对各个晶圆的制备进行卡控或派工,以控制集成电路所使用的各个晶圆在经历各个制程时不会超过限制等待时间。但是集成电路生产中所使用的晶圆数量很多,人工控制的方法过份依赖于工作人员的经验,因此无法有效、准确得避免晶圆等待时间超过限制等待时间的情况发生。
4.所以现有技术目前无法有效得避免因为制程等待时间过长导致的晶圆、集成电路的成品率低、生产效率低、晶圆制造机台利用率低等问题。
技术实现要素:
5.本技术提供一种晶圆制备的控制方法及其装置,用以解决现有技术目前无法有效得避免因为制程等待时间过长导致的晶圆、集成电路的成品率低、生产效率低、晶圆制造机台利用率低等问题。
6.一方面,本技术提供一种晶圆制备的控制方法,包括:
7.响应第一在制品的制备派工指令,基于晶圆制备所使用的实时派工系统从所述晶圆制备信息库中获取所述第一在制品在当前站点的制备流程对应的第一有效设备数量,并获取所述第一有效设备最大负载量,所述晶圆制备信息库中包括多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量,同一在制品在不同站点的制备流程不同,不同在制品所处的当前站点不同;
8.当所述第一有效设备数量大于或等于预设有效设备数量,且所述第一有效设备最大负载量大于或等于预设最大负载量时,基于所述实时派工系统下发所述第一在制品的制备指令,使得所述第一有效设备按照所述第一在制品制备流程完成所述第一在制品的制备。
9.其中一个实施例中,还包括:
10.基于晶圆制备所使用的报表开发系统从信息收集系统中获取待筛选设备的信息,所述信息收集系统包括集成制造系统mes、基本记录系统br和产能计算系统icapa;所述待筛选设备为处于未满载状态且处于制程状态的设备,所述待筛选设备的信息至少包括站点信息和制备流程类型;
11.针对所述多个在制品中的任意一个在制品,获取所述任意一个在制品在当前站点的制备流程对应的预设有效设备信息,所述预设有效设备信息至少包括在制品从当前站点至结束站点的所有站点信息和制备流程类型;
12.根据所述预设有效设备信息从所述待筛选设备的信息中确定所述任意一个在制品在当前站点的制备流程对应的有效设备信息,并根据所述任意一个在制品在当前站点的制备流程对应的有效设备信息确定所述任意一个在制品在当前站点的制备流程对应的有效设备数量,直到确定多个在制品在当前站点的制备流程对应的有效设备数量;
13.获取所述任意一个在制品在当前站点的时间限制区间时长、对应的所述有效设备的单位时间制品产出量;
14.根据所述任意一个在制品处于当前站点时的时间限制区间时长、所述有效设备的单位时间制品产出量和所述任意一个在制品对应的所述有效设备数量确定所述任意一个在制品在当前站点的制备流程对应的有效设备最大负载量,直到确定所述多个在制品在当前站点的制备流程对应的有效设备最大负载量;
15.根据多个在制品在对应的当前站点的制备流程对应的有效设备数量和有效设备最大负载量建立所述晶圆制备信息库。
16.其中一个实施例中,所述根据所述预设有效设备信息从所述待筛选设备的信息中确定所述任意一个在制品在当前站点的制备流程对应的有效设备信息,包括:
17.当所述待筛选设备信息中的站点信息包括所述预设有效设备包括的站点信息,且所述待筛选设备信息中的制备流程类型与所述预设有效设备信息包括的制备流程类型相同时,确定所述待筛选设备信息为有效设备的信息。
18.其中一个实施例中,还包括:
19.基于所述报表开发系统实时监测所述信息收集系统中的所有设备信息,当所述待筛选设备的状态变化时,执行步骤所述当所述待筛选设备信息中的站点信息包括所述预设有效设备包括的站点信息,且所述待筛选设备信息中的制备流程类型与所述预设有效设备信息包括的制备流程类型相同时,确定所述待筛选设备信息为有效设备的信息,以更新所述晶圆制备信息库中的有效设备数量和有效设备最大负载量。
20.其中一个实施例中,还包括:
21.响应制品增添指令,获取新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量;
22.将所述新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量增添至所述晶圆制备信息库。
23.其中一个实施例中,所述站点信息至少包括起始站点、当前站点和结束站点的站点编号和站点名称。
24.其中一个实施例中,还包括:
25.当所述第一有效设备数量小于所述预设有效设备数量,或,所述第一有效设备最
大负载量小于所述预设最大负载量时,基于所述实时派工系统下发所述第一在制品的停止制备指令。
26.另一方面,本技术提供一种晶圆制备的控制装置,包括:
27.获取模块,用于响应第一在制品的制备派工指令,基于晶圆制备所使用的实时派工系统从所述晶圆制备信息库中获取所述第一在制品在当前站点的制备流程对应的第一有效设备数量,并获取所述第一有效设备最大负载量,所述晶圆制备信息库中包括多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量,同一在制品在不同站点的制备流程不同,不同在制品所处的当前站点不同;
28.处理模块,用于当所述第一有效设备数量大于或等于预设有效设备数量,且所述第一有效设备最大负载量大于或等于预设最大负载量时,基于所述实时派工系统下发所述第一在制品的制备指令,使得所述第一有效设备按照所述第一在制品制备流程完成所述第一在制品的制备。
29.其中一个实施例中,所述获取模块还用于基于晶圆制备所使用的报表开发系统从信息收集系统中获取待筛选设备的信息,所述信息收集系统包括集成制造系统mes、基本记录系统br和产能计算系统icapa;所述待筛选设备为处于未满载状态且处于制程状态的设备,所述待筛选设备的信息至少包括站点信息和制备流程类型;
30.所述获取模块还用于针对所述多个在制品中的任意一个在制品,获取所述任意一个在制品在当前站点的制备流程对应的预设有效设备信息,所述预设有效设备信息至少包括在制品从当前站点至结束站点的所有站点信息和制备流程类型;
31.所述处理模块还用于根据所述预设有效设备信息从所述待筛选设备的信息中确定所述任意一个在制品在当前站点的制备流程对应的有效设备信息,并根据所述任意一个在制品在当前站点的制备流程对应的有效设备信息确定所述任意一个在制品在当前站点的制备流程对应的有效设备数量,直到确定多个在制品在当前站点的制备流程对应的有效设备数量;
32.所述获取模块还用于获取所述任意一个在制品在当前站点的时间限制区间时长、对应的所述有效设备的单位时间制品产出量;
33.所述处理模块还用于根据所述任意一个在制品处于当前站点时的时间限制区间时长、所述有效设备的单位时间制品产出量和所述任意一个在制品对应的所述有效设备数量确定所述任意一个在制品在当前站点的制备流程对应的有效设备最大负载量,直到确定所述多个在制品在当前站点的制备流程对应的有效设备最大负载量;
34.建库模块,用于根据多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量建立所述晶圆制备信息库。
35.其中一个实施例中,所述处理模块用于根据所述预设有效设备信息从所述待筛选设备的信息中确定所述任意一个在制品在当前站点的制备流程对应的有效设备信息时,所述处理模块具体用于:
36.当所述待筛选设备信息中的站点信息包括所述预设有效设备包括的站点信息,且所述待筛选设备信息中的制备流程类型与所述预设有效设备信息包括的制备流程类型相同时,确定所述待筛选设备信息为有效设备的信息。
37.其中一个实施例中,所述建库模块还用于:
38.基于所述报表开发系统实时监测所述信息收集系统中的所述所有设备信息,当所述待筛选设备的状态变化时,执行步骤所述当所述待筛选设备信息中的站点信息包括所述预设有效设备包括的站点信息,且所述待筛选设备信息中的制备流程类型与所述预设有效设备信息包括的制备流程类型相同时,确定所述待筛选设备信息为有效设备的信息,以更新所述晶圆制备信息库中的有效设备数量和有效设备最大负载量。
39.其中一个实施例中,所述建库模块还用于:
40.响应制品增添指令,获取新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量;
41.将所述新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量增添至所述晶圆制备信息库。
42.另一方面,本技术提供一种电子设备,包括:处理器,以及与所述处理器通信连接的存储器;
43.所述存储器存储计算机执行指令;
44.所述处理器执行所述存储器存储的计算机执行指令,以实现如第一方面所述的晶圆制备的控制方法。
45.另一方面,本技术提供一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机执行指令,当所述指令被执行时,使得计算机执行如第一方面所述的晶圆制备的控制方法。
46.另一方面,本技术提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现如第一方面所述的晶圆制备的控制方法。
47.本技术提供的晶圆制备的控制方法建立了晶圆制备信息库,该晶圆制备信息库中包含制品对应的有效设备数量和有效设备最大负载量,且不断得更新。实时派工系统可以从该晶圆制备信息库中直接获取当前制品处于当前站点时符合制备要求的晶圆制备设备数量和这些符合要求的晶圆设备能负荷的制品最大负载量。该实时派工系统再判断该有效设备数量和该有效设备最大负载量是否超过预期的设备数量和最大负载量,如果超过,则确定制品在制备时的等待时间不会因为设备数量和负载不足而超出限制等待时间。则此时实时派工系统可以进行有效设备的派工,以使得有效设备按照预设的制品制备流程完成制品的制备。因此,本技术提供的晶圆制备的控制方法可以有效得避免因为制程等待时间过长导致的晶圆、集成电路的成品率低、生产效率低、晶圆制造机台利用率低等问题。
附图说明
48.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
49.图1为本技术提供的晶圆制备的控制方法的一种应用场景示意图。
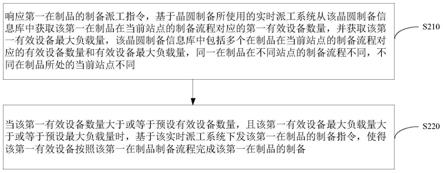
50.图2为本技术的一个实施例提供的晶圆制备的控制方法的流程示意图。
51.图3为本技术的一个实施例提供的晶圆制备的控制方法的流程示意图。
52.图4为本技术的一个实施例提供的晶圆制备的控制装置的示意图。
53.图5为本技术的一个实施例提供的电子设备的示意图。
54.通过上述附图,已示出本公开明确的实施例,后文中将有更详细的描述。这些附图
和文字描述并不是为了通过任何方式限制本公开构思的范围,而是通过参考特定实施例为本领域技术人员说明本公开的概念。
具体实施方式
55.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本公开的一些方面相一致的装置和方法的例子。
56.在集成电路的整个制备工艺流程中,许多晶圆制程的许多站点都有“限制等待时间(queuetime,qt)”的要求,即晶圆从上一个制程出来之后,必须在限制等待时间内进入下一个制程,否则,就会超出限制等待时间(over qt),造成产品的品质问题甚至报废。要控制晶圆在限制等待时间内进入下一个制程,就需要确定出该晶圆制备中所涉及的所有制程对应的设备数量是否满足要求,以及所有制程对应的设备中在制品数量是否超出设备的最大负载量。当设备数量满足要求,且每个设备的最大负载量满足要求,则晶圆在制备过程中就可以按照预设的流程完成制备,不会发生超出限制等待时间的情况。
57.现有技术中一般是由集成制造系统(manufacturing execution system,mes)采集集成电路制备中所使用的所有设备的状况、晶圆所属制程的状况等,再由工作人员根据mes采集到的信息进行晶圆制备的人工调控。具体的,在人工调控时,工作人员基于计算机设备上的实时派工系统(集成电路制备中的晶圆生产派工系统)对各个晶圆的制备进行卡控或派工,以控制集成电路所使用的各个晶圆在经历各个制程时不会超过限制等待时间。但是集成电路生产中所使用的晶圆数量很多,人工控制的方法过份依赖于工作人员的经验,因此无法有效、准确得避免晶圆等待时间超过限制等待时间的情况发生,也会引发晶圆、集成电路的成品率低、生产效率低、晶圆制造机台利用率低等问题。
58.基于此,本技术提供一种晶圆制备的控制方法及其装置,该方法在响应制品的制备派工指令后,从晶圆制备信息库中获取在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量,在确定有效设备数量和有效设备最大负载量满足要求后便给实时派工系统下发制备指令,以完成在制品的制备。其中,晶圆制备信息库中包括多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量。本技术提供的方法利用晶圆制备信息库对多个在制品制备中的有效设备数量和有效设备最大负载量进行记录和实时更新,因此在制品是否能继续制备的决策时,可以有效控制在制品在实时制备过程中是否继续制备。如此,本技术提供的方法可以控制集成电路所使用的各个晶圆在经历各个制程时在限制等待时间内进入下一个站点,或者停止制备,从而避免了晶圆因为超出限制等待时间却仍然制备而导致的产品品质出现问题或产品报废。本技术可以解决晶圆、集成电路的成品率和生产效率低、晶圆制造机台利用率低等问题。
59.本技术提供的晶圆制备的控制方法应用于计算机设备,该计算机设备例如计算机、实验室专用的服务器等。图1为本技术提供的晶圆制备的控制方法的应用示意图,图中,该计算机设备设置有报表开发系统(reprot)系统,该reprot系统可以从信息收集系统中获取待筛选设备信息(机台信息),再基于在制品的预设设备信息(预设在制品制备中需要的设备数量和设备最大负载量)对待筛选设备信息进行筛选等一系列处理后建立晶圆制备信
息库。该晶圆制备信息库包括多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量。在该计算机设备接收到第一在制品的制备派工指令后,从晶圆制备信息库中获取该第一在制品在当前站点的制备流程对应的第一有效设备数量,并获取该第一有效设备最大负载量。该计算机设备对该第一有效设备数量和该第一有效设备最大负载量进行判断后基于实时派工系统下发该第一在制品的制备指令。
60.请参见图2,本技术实施例一提供一种晶圆制备的控制方法,包括:
61.s210,响应第一在制品的制备派工指令,基于晶圆制备所使用的实时派工系统从该晶圆制备信息库中获取该第一在制品在当前站点的制备流程对应的第一有效设备数量,并获取该第一有效设备最大负载量,该晶圆制备信息库中包括多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量,同一在制品在不同站点的制备流程不同,不同在制品所处的当前站点不同。
62.该制备派工指令由测试人员输入至该计算机设备,该第一在制品为测试人员指定的需要判断是否可以进行制备的在制品(一个在制品包括至少一片晶圆)。测试人员可以同时指定多个在制品,对应的,该计算机设备响应多个制备派工指令。
63.在创建该晶圆制备信息库时,基于晶圆制备所使用的报表开发系统从信息收集系统中获取设备信息,再根据多个在制品的制备要求对获取的设备信息进行筛选和过滤,以得到多个在制品中每个在制品对在所处站点的制备流程对应的有效设备信息和有效设备数量。再根据每个在制品对应的有效设备的单位时间制品产出量、每个在制品在所处站点的时间限制区间时长和每个在制品在所处站点的制备流程对应的有效设备数量确定每个在制品在所处站点的制备流程对应的有效设备最大负载量。根据多个在制品在对应的当前站点的制备流程对应的有效设备数量和有效设备最大负载量建立该晶圆制备信息库。
64.即,该晶圆制备信息库中包括多个在制品在各自当前站点的制备流程对应的有效设备数量和有效设备最大负载量,该晶圆制备信息库中的信息是随着在制品所在站点、机台等的变化而实时更新的。在响应第一在制品的制备派工指令后,可以从该晶圆制备信息库中获取该第一在制品处于当前站点的制备流程对应的有效设备数量和有效设备最大负载量。其中,有效设备指的是符合在制品的制备要求的设备。该制备流程指的是除去在制品已经经历的制备流程后还需要经历的制备流程,因此在制品在不同站点的制备流程不同。
65.s220,当该第一有效设备数量大于或等于预设有效设备数量,且该第一有效设备最大负载量大于或等于预设最大负载量时,基于该实时派工系统下发该第一在制品的制备指令,使得该第一有效设备按照该第一在制品制备流程完成该第一在制品的制备。
66.当该第一有效设备数量和该第一有效设备最大负载量满足该第一在制品的制备要求,即该第一有效设备数量大于或等于该预设有效设备数量,且该第一有效设备最大负载量大于或等于该预设最大负载量时,确定该第一在制品可以进行派工。该第一在制品的制备要求被满足时可以避免该第一在制品在制备中的等待时长超过限制等待时长情况的发生,使得该第一有效设备按照该第一在制品的制备流程完成该第一在制品的制备。
67.可选的,在基于该实时派工系统下发该第一在制品的制备指令之前,还可以依据预设的限制信息对该第一在制品的有效设备信息再次进行判断。例如可以对有效设备的类型进行进一步判断,当有效设备的类型不符合预设设备类型时不派工。
68.可选的,当该第一有效设备数量小于该预设有效设备数量,或,该第一有效设备最
大负载量小于该预设最大负载量时,基于该实时派工系统下发该第一在制品的停止制备指令。该停止制备指令用于指示该第一在制品制备中相关的设备停止该第一在制品的制备。
69.综上,本实施例提供的该晶圆制备的控制方法在响应制品的制备派工指令后,从晶圆制备信息库中获取在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量,在确定有效设备数量和有效设备最大负载量满足要求后便给实时派工系统下发制备指令,以完成在制品的制备。在制品是否能继续制备的决策时,可以有效控制在制品在实时制备过程中是否继续制备。如此,本实施例提供的方法可以控制集成电路所使用的各个制品(制品包括晶圆)在经历各个制程时在限制等待时间内进入下一个站点,或者停止制备,从而避免了晶圆因为超出限制等待时间却仍然制备而导致的产品品质出现问题或产品报废。本实施例可以有效解决晶圆、集成电路的成品率和生产效率低、晶圆制造机台利用率低等问题。
70.请参见图3,本技术实施例二提供一种晶圆制备的控制方法,基于实施例一的基础上对该晶圆制备信息库的创建进行进一步的描述。该方法包括:
71.s310,基于晶圆制备所使用的报表开发系统从信息收集系统中获取待筛选设备的信息,该信息收集系统包括集成制造系统mes、基本记录系统br和产能计算系统icapa;该待筛选设备为处于未满载状态且处于制程状态的设备,该待筛选设备的信息至少包括站点信息和制备流程类型。
72.在创建该晶圆制备信息库时,基于晶圆制备所使用的报表开发(reprot)系统从信息收集系统中获取待筛选设备的信息。该信息收集系统包括集成制造系统(manufacturing execution system,简称mes)、基本记录(basic recording,简称br)系统和产能计算系统(capacity system,简称icapa)。该信息收集系统收集制品的状态(暂停、等待或在制)、制品所在站点(当前站点)、制品所在站点的站点编号和站点名称、当前站点所属的设备群组、制品制程的配方信息(配方信息包括制品所在站点对应的预设有效设备信息、制程时长)、制品在不同站点以及不同站点之间的时间限制区间时长、制品制程中涉及的所有站点信息、在制品的数量等。该信息收集系统还收集制品制程相关的设备群组、设备群组中的设备数量、设备状态(暂停、在制程或限制)、设备类型(只能同时进行一批产品制程的单片机类型、可以同时进行多批产品制程的批处理机)、设备上设置的配方信息等。
73.该待筛选设备为处于未满载状态且处于制程状态的设备,其中未满载指的是没有达到设备的最大负载量,未满载状态指的是设备有接收其他制品的能力。设备是否满载是根据设备当前处理的在制品数量和设备上设置的配方信息判断的,设备上设置的配方信息例如设备用于处理30片晶圆。该配方信息还包括设备所属的站点信息、设备上设置的制备流程类型(不同类型的制品具有不同的制备流程类型)。
74.在获取该待筛选设备的信息后,再针对多个在制品中的任意一个在制品,获取该任意一个在制品在当前站点的制备流程对应的预设有效设备信息。该预设有效设备信息至少包括在制品从当前站点至结束站点的所有站点信息和制备流程类型。该预设有效设备信息即包括以上描述的制品制程的配方信息和制品制程中涉及到的站点信息。该制备流程类型可以理解为设备上设置的设备用于制备哪几类制品,制备流程类型与可以制备的制品类型相同。
75.s320,针对该多个在制品中的任意一个在制品,获取该任意一个在制品在当前站
点的制备流程对应的预设有效设备信息,该预设有效设备信息至少包括在制品从当前站点至结束站点的所有站点信息和制备流程类型。
76.再针对该多个在制品中的任意一个在制品,获取该任意一个在制品在当前站点的制备流程对应的预设有效设备信息。再根据该预设有效设备信息从该待筛选设备的信息中确定该任意一个在制品在当前站点的制备流程对应的有效设备信息,并根据该任意一个在制品的有效设备信息确定该任意一个在制品在当前站点的制备流程对应的有效设备数量,直到确定多个在制品在当前站点的制备流程对应的有效设备数量。由此,确定出该晶圆制备信息库中多个在制品处于当前站点的制备流程对应的有效设备数量。
77.该待筛选设备为处于未满载状态且处于制程状态的设备,该待筛选设备的信息至少包括站点信息和制备流程类型;
78.s330,根据该预设有效设备信息从该待筛选设备的信息中确定该任意一个在制品在当前站点的制备流程对应的有效设备信息,并根据该任意一个在制品在当前站点的制备流程对应的有效设备信息确定该任意一个在制品在当前站点的制备流程对应的有效设备数量,直到确定多个在制品在当前站点的制备流程对应的有效设备数量。
79.根据该预设有效设备信息从该待筛选设备的信息中确定该任意一个在制品在当前站点的制备流程对应的有效设备信息,即,从该待筛选设备的信息中筛选出可以用于该任意一个在制品制备的设备信息。有效设备信息包括设备数量、每个设备的类型、设备状态等。根据该任意一个在制品在当前站点的制备流程对应的有效设备信息可以确定出该任意一个在制品在当前站点的制备流程对应的有效设备数量。
80.可选的,当该待筛选设备信息中的站点信息包括该预设有效设备包括的站点信息,且该待筛选设备信息中的制备流程类型与该预设有效设备信息包括的制备流程类型相同时,确定该待筛选设备信息为有效设备的信息。
81.s340,获取该任意一个在制品在当前站点的时间限制区间时长、对应的该有效设备的单位时间制品产出量。
82.该任意一个在制品在当前站点的时间限制区间时长即该任意一个在制品在当前站点的限制等待时长。该任意一个在制品在当前站点的制备流程对应的有效设备的单位时间制品产出量指的是每个
83.s350,根据该任意一个在制品处于当前站点时的时间限制区间时长、该有效设备的单位时间制品产出量和该任意一个在制品对应的该有效设备数量确定该任意一个在制品在当前站点的制备流程对应的有效设备最大负载量,直到确定该多个在制品在当前站点的制备流程对应的有效设备最大负载量。
84.具体的,根据该任意一个在制品处于当前站点时的时间限制区间时长、该有效设备的单位时间制品产出量和该任意一个在制品对应的该有效设备数量确定该任意一个在制品在当前站点的制备流程对应的有效设备最大负载量的乘积确定该任意一个在制品处于当前站点的制备流程对应的有效设备最大负载量。
85.s360,根据多个在制品在对应的当前站点的制备流程对应的有效设备数量和有效设备最大负载量建立该晶圆制备信息库。
86.该晶圆制备信息库中的信息是基于在制品的制备流程更新的。在进行晶圆制备信息库的更新时,基于该报表开发系统实时监测该信息收集系统中的所有设备信息,当该待
筛选设备的状态变化时,判断此时的待筛选设备信息中的站点信息和制备流程类型是否符合制备要求。即,当该待筛选设备信息中的站点信息包括该预设有效设备包括的站点信息,且该待筛选设备信息中的制备流程类型与该预设有效设备信息包括的制备流程类型相同时,确定该待筛选设备信息为有效设备的信息,以更新该晶圆制备信息库中的有效设备数量和有效设备最大负载量。
87.还有一种更新晶圆制备信息库的方法是响应制品增添指令,获取新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量。再将该新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量增添至该晶圆制备信息库。该制品增添指令由测试人员输入,该新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量的获取可以参考本实施例中关于该任意一个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量的获取过程,此处不再赘述。
88.s370,响应第一在制品的制备派工指令,基于晶圆制备所使用的实时派工系统从该晶圆制备信息库中获取该第一在制品在当前站点的制备流程对应的第一有效设备数量,并获取该第一有效设备最大负载量,该晶圆制备信息库中包括多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量,同一在制品在不同站点的制备流程不同,不同在制品所处的当前站点不同。
89.s380,当该第一有效设备数量大于或等于预设有效设备数量,且该第一有效设备最大负载量大于或等于预设最大负载量时,基于该实时派工系统下发该第一在制品的制备指令,使得该第一有效设备按照该第一在制品制备流程完成该第一在制品的制备。
90.关于步骤s370至步骤s380的相关描述可以参考实施例一中关于步骤s210和步骤s220的相关描述,此处不再赘述。
91.综上,本实施例提供的该晶圆制备的控制方法详细描述了该晶圆制备信息库的建立过程,该晶圆制备信息库中的信息会根据在制品的实际制备情况更新,以保持设备信息处于最新的状态。再响应该第一在制品的制备派工指令进行该第一在制品的派工时,就可以保证该第一在制品的派工是符合设备的实际制备状况的,派工结果更加准确。所以本实施例提供的方法在制品是否能继续制备的决策时,可以有效、准确得控制在制品在实时制备过程中是否继续制备。如此,本实施例提供的方法可以控制集成电路所使用的各个制品在经历各个制程时在限制等待时间内进入下一个站点,或者停止制备,从而避免了晶圆因为超出限制等待时间却仍然制备而导致的产品品质出现问题或产品报废。本实施例可以有效解决晶圆、集成电路的成品率和生产效率低、晶圆制造机台利用率低等问题。
92.请参见图4,本技术实施例三还提供一种晶圆制备的控制装置10,包括:
93.获取模块11,用于响应第一在制品的制备派工指令,基于晶圆制备所使用的实时派工系统从该晶圆制备信息库中获取该第一在制品在当前站点的制备流程对应的第一有效设备数量,并获取该第一有效设备最大负载量,该晶圆制备信息库中包括多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量,同一在制品在不同站点的制备流程不同,不同在制品所处的当前站点不同。
94.处理模块12,用于当该第一有效设备数量大于或等于预设有效设备数量,且该第一有效设备最大负载量大于或等于预设最大负载量时,基于该实时派工系统下发该第一在
制品的制备指令,使得该第一有效设备按照该第一在制品制备流程完成该第一在制品的制备。
95.该获取模块11还用于基于晶圆制备所使用的报表开发系统从信息收集系统中获取待筛选设备的信息,该信息收集系统包括集成制造系统mes、基本记录系统br和产能计算系统icapa;该待筛选设备为处于未满载状态且处于制程状态的设备,该待筛选设备的信息至少包括站点信息和制备流程类型。
96.该获取模块11还用于针对该多个在制品中的任意一个在制品,获取该任意一个在制品在当前站点的制备流程对应的预设有效设备信息,该预设有效设备信息至少包括在制品从当前站点至结束站点的所有站点信息和制备流程类型。
97.该处理模块12还用于根据该预设有效设备信息从该待筛选设备的信息中确定该任意一个在制品在当前站点的制备流程对应的有效设备信息,并根据该任意一个在制品在当前站点的制备流程对应的有效设备信息确定该任意一个在制品在当前站点的制备流程对应的有效设备数量,直到确定多个在制品在当前站点的制备流程对应的有效设备数量。
98.该获取模块11还用于获取该任意一个在制品在当前站点的时间限制区间时长、对应的该有效设备的单位时间制品产出量。
99.该处理模块12还用于根据该任意一个在制品处于当前站点时的时间限制区间时长、该有效设备的单位时间制品产出量和该任意一个在制品对应的该有效设备数量确定该任意一个在制品在当前站点的制备流程对应的有效设备最大负载量,直到确定该多个在制品在当前站点的制备流程对应的有效设备最大负载量。
100.建库模块13,用于根据多个在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量建立该晶圆制备信息库。
101.该处理模块12具体用于:当该待筛选设备信息中的站点信息包括该预设有效设备包括的站点信息,且该待筛选设备信息中的制备流程类型与该预设有效设备信息包括的制备流程类型相同时,确定该待筛选设备信息为有效设备的信息。
102.该建库模块13还用于:基于该报表开发系统实时监测该信息收集系统中的该所有设备信息,当该待筛选设备的状态变化时,执行步骤该当该待筛选设备信息中的站点信息包括该预设有效设备包括的站点信息,且该待筛选设备信息中的制备流程类型与该预设有效设备信息包括的制备流程类型相同时,确定该待筛选设备信息为有效设备的信息,以更新该晶圆制备信息库中的有效设备数量和有效设备最大负载量。
103.该建库模块13还用于:响应制品增添指令,获取新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量;将该新增的在制品在当前站点的制备流程对应的有效设备数量和有效设备最大负载量增添至该晶圆制备信息库。
104.该晶圆制备的控制装置10的实现方法与实施例一和实施例二中该晶圆制备的控制方法一致,此处不再赘述。
105.请参见图5,本技术实施例四还提供一种电子设备20,包括:处理器21,以及与该处理器21通信连接的存储器22,该存储器22存储计算机执行指令;该处理器21执行该存储器22存储的计算机执行指令,以实现如实施例一和实施例二描述的该晶圆制备的控制方法。
106.本技术还提供一种计算机可读存储介质,该计算机可读存储介质中存储有计算机执行指令,当该指令被执行时,使得计算机执行指令被处理器执行时用于实现如上任一项
实施例提供的该晶圆制备的控制方法。
107.本技术还提供一种计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现如上任一项实施例提供的该晶圆制备的控制方法。
108.需要说明的是,上述计算机可读存储介质可以是只读存储器(read only memory,rom)、可编程只读存储器(programmable read
‑
only memory,prom)、可擦除可编程只读存储器(erasable programmable read
‑
only memory,eprom)、电可擦除可编程只读存储器(electrically erasable programmable read
‑
only memory,eeprom)、磁性随机存取存储器(ferromagnetic random access memory,fram)、快闪存储器(flash memory)、磁表面存储器、光盘、或只读光盘(compact disc read
‑
only memory,cd
‑
rom)等存储器。也可以是包括上述存储器之一或任意组合的各种电子设备,如移动电话、计算机、平板设备、个人数字助理等。
109.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
110.上述本技术实施例序号仅仅为了描述,不代表实施例的优劣。
111.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本技术的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,空调器,或者网络设备等)执行本技术各个实施例所描述的方法。
112.本技术是参照根据本技术实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
113.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
114.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
115.以上仅为本技术的优选实施例,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技
术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1