用于片梭织带机安全带生产的梭片自动调节方法与流程
1.本发明属于智能调节技术领域,具体涉及用于片梭织带机安全带生产的梭片自动调节方法。
背景技术:
2.安全带是一种保护人身安全的装置,目前应用较广的安全带类型为阻燃安全带。阻燃安全带采用优质工业高强丝、涤长丝、涤纶、维纶、锦纶等合成纤维材料用织带机编织而成,用于交通、运输、高空作业等领域的安全保障,安全带两面可为负载方向提供必要的强度。设计合适的安全带应该在事故发生时产生不可回复的延伸,以降低重力、惯性对人体的影响,因为安全带伸长后不能恢复,所以在发生较大事故后就要将其换掉。
3.目前安全带批量生产采用的是片梭织带机,其穿线的梭片可以灵活调整间距,以编织不同规格的织带,片梭织带机的齿轮、摆件在持久作业时都会使机器振动,难免导致纺线梭片偏移,而一旦出现纺线梭片偏移,就会造成安全带纺线经纬密度不均匀,会严重影响安全带的质量。而质量较差的安全带在日常使用中频繁受到拉扯,会由于纺线经纬密度不均匀导致局部应力失衡,会使安全带产生形变而这些形变又是不可逆的。一旦安全带产生不可逆的形变,在发生事故时能提供的强度就会降低,严重影响使用时的安全性。因此,在安全带批量生产时,时刻检查片梭织带机的梭片间距是至关重要的,但是目前一般采用人工频繁检查梭片间距的方法,这样既会耽搁生产进度,又存在人工调节精度较差的问题。
技术实现要素:
4.本发明提供的用于片梭织带机安全带生产的梭片自动调节方法,利用人工智能技术,自动实时调节片梭织带机中经线方向的梭片间距和纬线方向的梭片间距,调节速度快、精度高,提高批量生产时安全带的质量。
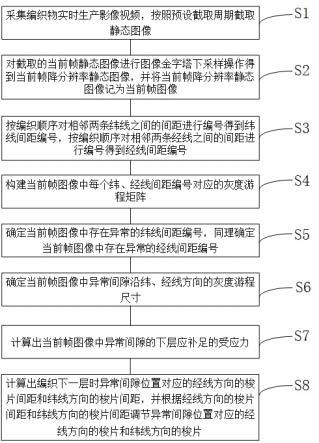
5.本发明的用于片梭织带机安全带生产的梭片自动调节方法采用如下技术方案:该方法包括:采集编织物实时生产影像视频,按照预设截取周期截取静态图像;其中,同一截取周期为逐层编织时编织完一层的周期;对截取的当前帧静态图像进行图像金字塔下采样操作得到当前帧降分辨率静态图像,并将当前帧降分辨率静态图像记为当前帧图像;获取当前帧图像中编织物的经线和纬线,按编织顺序对相邻两条纬线之间的间距进行编号得到纬线间距编号,按编织顺序对相邻两条经线之间的间距进行编号得到经线间距编号;沿着当前帧图像中每个纬、经线间距编号对应的两条纬、经线之间的中线方向进行游程,构建当前帧图像中每个纬、经线间距编号对应的灰度游程矩阵;将当前帧图像与前一帧图像中每个纬线间距编号对应的灰度游程矩阵对应相差,确定当前帧图像中存在异常的纬线间距编号,同理确定当前帧图像中存在异常的经线间距
编号;对当前帧图像中存在异常的纬线间距编号和经线间距编号进行二次游程,确定当前帧图像中异常间隙沿纬、经线方向的灰度游程尺寸;利用当前帧图像中异常间隙沿纬、经线方向的灰度游程尺寸,和预设标准间隙沿纬、经线方向的灰度游程尺寸计算出当前帧图像中异常间隙的下层应补足的受应力;根据当前帧图像中异常间隙的下层应补足的受应力,计算出编织下一层时异常间隙位置对应的经线方向的梭片间距和纬线方向的梭片间距,并根据经线方向的梭片间距和纬线方向的梭片间距调节异常间隙位置对应的经线方向的梭片和纬线方向的梭片。
6.进一步地,所述沿着当前帧图像中每个纬、经线间距编号对应的两条纬、经线之间的中线方向进行游程,包括:利用灰度分割算法将255个灰度级分割得到若干个灰阶;沿着当前帧图像中任一个纬线间距编号对应的两条纬线之间的中线方向进行游程,在若干个灰阶的基础上构建该纬线间距编号对应的灰度游程矩阵;按照当前帧图像中任一个纬线间距编号对应的灰度游程矩阵的构建方法,构建出当前帧图像中每个纬线间距编号对应的灰度游程矩阵。
7.进一步地,所述将当前帧图像与前一帧图像中每个纬线间距编号对应的灰度游程矩阵对应相差,确定当前帧图像中存在异常的纬线间距编号,包括:将当前帧图像中任一纬线间距编号对应的灰度游程矩阵,与前一帧图像中同一纬线间距编号对应的灰度游程矩阵对应相差,得到该纬线间距编号对应的差值矩阵;当该纬线间距编号对应的差值矩阵中出现大于零的元素值时,判定当前帧图像中该纬线间距编号存在异常。
8.进一步地,所述同理确定当前帧图像中存在异常的经线间距编号,包括:将当前帧图像中任一经线间距编号对应的灰度游程矩阵,与前一帧图像中同一经线间距编号对应的灰度游程矩阵对应相差得到该经线间距编号对应的差值矩阵;当该经线间距编号对应的差值矩阵中出现大于零的元素值时,判定当前帧图像中该经线间距编号存在异常。
9.进一步地,所述对当前帧图像中存在异常的纬线间距编号和经线间距编号进行二次游程,确定当前帧图像中异常间隙沿纬、经线方向的灰度游程尺寸,包括:获取当前帧图像中存在异常的纬线间距编号对应的差值矩阵,同时将差值矩阵中出现大于零的元素值对应的位置标记为异常间隙;获取当前帧图像中存在异常的纬线间距编号并对该纬线间距编号进行二次游程,得到异常间隙沿纬线方向的灰度游程尺寸;按照当前帧图像中异常间隙沿纬线方向的灰度游程尺寸的获取方法,得到当前帧图像中异常间隙沿经线方向的灰度游程尺寸。
10.进一步地,所述异常间隙的下层应补足的受应力的计算公式如下式所示:其中,表示预设标准间隙沿纬线方向的灰度游程尺寸;表示预设标准间隙沿经线方向的灰度游程尺寸;表示当前帧图像中异常间隙沿纬线方向的灰度游程尺寸;表示
当前帧图像中异常间隙沿经线方向的灰度游程尺寸;表示异常间隙的下层应补足的受应力。
11.进一步地,所述编织下一层时经线方向的梭片间距的计算公式如下式所示:其中,表示异常间隙的下层应补足的受应力;表示预设标准间隙沿纬线方向的灰度游程尺寸;为经线方向的调整权重,经验值设定为0.6;表示编织下一层时经线方向的梭片间距;所述编织下一层时纬线方向的梭片间距的计算公式如下式所示:其中,表示异常间隙的下层应补足的受应力;表示预设标准间隙沿经线方向的灰度游程尺寸;为纬线方向的调整权重,经验值设定为0.4;表示编织下一层时纬线方向的梭片间距。
12.进一步地,所述对截取的当前帧静态图像进行图像金字塔下采样操作得到当前帧降分辨率静态图像,包括:利用灰度分割算法将255个灰度级分割得到若干个灰阶;在得到的若干个灰阶的基础上获取预设标准静态图像的灰度尺寸区域矩阵;根据灰度尺寸区域矩阵中编织物经纬线间隙所在的灰阶中最大元素值对应的连通域内包含的像素点的个数,计算出图像金字塔下采样层数;利用计算出的图像金字塔下采样层数对截取的当前帧静态图像进行图像金字塔下采样操作,得到当前帧降分辨率静态图像。
13.本发明的有益效果是:本发明提出用于片梭织带机安全带生产的梭片自动调节方法,利用人工智能技术,自动实时调节片梭织带机中经线方向的梭片间距和纬线方向的梭片间距,调节速度快、精度高,提高批量生产时安全带的质量。
14.由于片梭织带机中梭片的偏移是随机性的,受到机械疲劳和机器振动影响,因此我们根据当前已经编织完的一层织带层,发现已经存在的异常间隙,此为已定结果。通过已定结果立刻调整异常间隙位置对应的梭片间隙,缩小下一层的间隙,异常间隙对应的经线方向梭片间距和异常间隙对应的纬线方向梭片间距同时调节,来平衡上层已经编织完的受应力。然后在下层编织时又会自动恢复标准间距,实现了自动实时调节,同时调节速度快、精度高,提高批量生产时安全带的质量。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可
以根据这些附图获得其他的附图。
16.图1为本发明的用于片梭织带机安全带生产的梭片自动调节方法的实施例总体步骤的流程示意图。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.本发明的用于片梭织带机安全带生产的梭片自动调节方法的实施例,如图1所示,该方法包括:s1、采集编织物实时生产影像视频,按照预设截取周期截取静态图像;其中,同一截取周期为逐层编织时编织完一层的周期。
19.本发明中采集编织物实时生产影像视频,利用的是在片梭织带机上方设置相机对编织物的编织情况进行拍摄。由于影像视频是实时采集的,而本发明中所需的是编织完每一层的静态图像,所以需要根据相机参数计算出截取静态图像的预设截取周期。
20.预设截取周期的计算公式如下式所示:其中,表示相机每秒内的拍摄帧数,即一秒内拍摄了若干帧静态图像;表示编织物每秒的编织层数;表示预设截取周期,即是编织每层时被被若干帧图像记录。由于编织的速度远小于一帧图像滑过的速度,因此也可以表示截取一次静态图像后,间隔多少帧图像后再次截取下一次静态图像能得到将下一层编织好的静态图像。按照预设截取周期截取,能得到编织每一层的静态图像。对截取的每帧静态图像,对其进行常规灰度化,减少计算量。
21.s2、对截取的当前帧静态图像进行图像金字塔下采样操作得到当前帧降分辨率静态图像,并将当前帧降分辨率静态图像记为当前帧图像。
22.其中,所述对截取的当前帧静态图像进行图像金字塔下采样操作得到当前帧降分辨率静态图像,包括:利用灰度分割算法将255个灰度级分割得到若干个灰阶;在得到的若干个灰阶的基础上获取预设标准静态图像的灰度尺寸区域矩阵;根据灰度尺寸区域矩阵中编织物经纬线间隙所在的灰阶中最大元素值对应的连通域内包含的像素点的个数,计算出图像金字塔下采样层数;利用计算出的图像金字塔下采样层数对截取的当前帧静态图像进行图像金字塔下采样操作,得到当前帧降分辨率静态图像。
23.本发明中对截取的当前帧静态图像进行图像金字塔下采样操作得到当前帧降分辨率静态图像,将图像进行降分辨率处理后减少了大量的计算量。对当前帧静态图像进行图像金字塔下采样操作的图像金字塔下采样层数属于预准备操作,即图像金字塔下采样层数是根据标准静态图像提前计算出的,因此并不影响正常纺织作业时调节梭片间距的时间。
24.本发明中截取的当前帧静态图像为编织物图像,那么对应的标准静态图像也是编织物图像,对于编织物图像而言,其组成元素除了纵横交错的纬线、经线外,就是经纬线间隙。首先,利用灰度分割算法,将255个灰度级分割得到若干个灰阶,灰阶数最优取10个,在得到的若干个灰阶的基础上获取预设标准静态图像的灰度尺寸区域矩阵。由于编织物图像的灰度组成单调,集中在低灰阶上,高灰阶为编织物表面的经纬线,低灰阶为经纬线间隙。在低灰阶中寻找出现次数最多的连通域尺寸,连通域尺寸即是连通域内包含的像素点的个数。之后根据出现次数最多的连通域尺寸,计算出图像金字塔下采样层数。接下来,利用图像金字塔对图像进行降分辨率操作,图像金字塔下采样的尺度以覆盖出现次数最多的连通域尺寸为标准。这样既能降低计算量,又不会影响对图像特征参数的准确性。
25.图像金字塔下采样层数的计算公式如下式所示:其中,表示灰度尺寸区域矩阵中编织物经纬线间隙所在的灰阶;表示灰阶中的最大元素值;表示灰度尺寸区域矩阵中的元素值;表示灰阶中最大元素值对应的连通域内包含的像素点的个数;表示每次图像金字塔下采样的缩放尺度;表示图像金字塔下采样层数。
26.利用计算出的图像金字塔下采样层数对截取的当前帧静态图像进行图像金字塔下采样操作,得到当前帧降分辨率静态图像,在减少大量计算量的同时还能检测出异常。
27.s3、获取当前帧图像中编织物的经线和纬线,按编织顺序对相邻两条纬线之间的间距进行编号得到纬线间距编号,按编织顺序对相邻两条经线之间的间距进行编号得到经线间距编号。
28.由于编织物的经、纬线组成了所有间距,即使调节片梭织带机时也是调整经线方向的梭片间距和纬线方向的梭片间距,因此,并不需要提取完整的由经、纬线组成的所有间距,仅需要获取图像中沿纬线方向和沿经线方向的间距特征即可,所以,在灰度级分割的基础上(将255个灰度级最优分割为10个灰阶),构建灰度游程矩阵。
29.对于片梭织带机中经线方向的梭片间距检测需要沿着纬线方向进行游程,本发明中纬线方向为0
°
方向,因此沿着0
°
方向进行游程即可。由于灰度游程矩阵并不体现位置信息,因此将两条纬线之间的间距进行编号,在对两条纬线之间的间距进行编号之前需要先获取当前帧图像中编织物的纬线,之后按编织顺序对相邻两条纬线之间的间距进行编号得到纬线间距编号(1,2,3
…
m)。
30.同理对于片梭织带机中纬线方向的梭片间距检测需要沿着经线方向进行游程,本发明中经线方向为90
°
方向,因此沿着90
°
方向进行游程即可。由于灰度游程矩阵并不体现位置信息,因此将两条经线之间的间距进行编号,在对两条经线之间的间距进行编号之前需要先获取当前帧图像中编织物的经线,之后按编织顺序对相邻两条经线之间的间距进行编号得到经线间距编号(1,2,3
…
n)。
31.s4、沿着当前帧图像中每个纬、经线间距编号对应的两条纬、经线之间的中线方向进行游程,构建当前帧图像中每个纬、经线间距编号对应的灰度游程矩阵。
32.本发明中每两条纬线之间仅需要设置一组游程矩阵,因此每个纬线间距编号对应一组灰度游程矩阵,在游程时沿着当前帧图像中每个纬线间距编号对应的纬线之间的中线方向进行游程,构建出当前帧图像中每个纬线间距编号对应的灰度游程矩阵e(i,j)。
33.同理在两条经线之间仅需要设置一组游程矩阵,因此每个经线间距编号对应一组灰度游程矩阵,在游程时沿着当前帧图像中每个经线间距编号对应的经线之间的中线方向进行游程,构建出当前帧图像中每个经线间距编号对应的灰度游程矩阵s(a,b)。
34.s5、将当前帧图像与前一帧图像中每个纬线间距编号对应的灰度游程矩阵对应相差,确定当前帧图像中存在异常的纬线间距编号,同理确定当前帧图像中存在异常的经线间距编号。
35.本发明中在步骤s1中已经计算出预设截取周期,按照预设截取周期截取的静态图像都是编织完一层时的图像。当前帧静态图像就是当前刚编织完成的静态图像,将当前帧静态图像进行图像金字塔下采样操作得到当前帧降分辨率静态图像,并将当前帧降分辨率静态图像记为当前帧图像。前一帧静态图像就是当前帧静态图像的前一帧,即编织前一层时的静态图像,将前一帧静态图像进行图像金字塔下采样操作得到前一帧降分辨率静态图像,并将前一帧降分辨率静态图像记为前一帧图像。
36.其中,所述将当前帧图像与前一帧图像中每个纬线间距编号对应的灰度游程矩阵对应相差,确定当前帧图像中存在异常的纬线间距编号,包括:将当前帧图像中任一纬线间距编号对应的灰度游程矩阵,与前一帧图像中同一纬线间距编号对应的灰度游程矩阵对应相差,得到该纬线间距编号对应的差值矩阵。任一纬线间距编号对应的差值矩阵如下式所示:其中,表示当前帧图像中第个纬线间距编号对应的灰度游程矩阵;表示前一帧图像中第个纬线间距编号对应的灰度游程矩阵;表示第个纬线间距编号对应的差值矩阵。
37.当该纬线间距编号对应的差值矩阵中出现大于零的元素值时,判定当前帧图像中该纬线间距编号存在异常。当第个纬线间距编号对应的差值矩阵中出现大于零的元素值时,判定当前帧图像中该纬线间距编号存在异常。
38.其中,同理确定当前帧图像中存在异常的经线间距编号,包括:将当前帧图像中任一经线间距编号对应的灰度游程矩阵,与前一帧图像中同一经线间距编号对应的灰度游程矩阵对应相差得到该经线间距编号对应的差值矩阵。任一经线间距编号对应的差值矩阵如下式所示:其中,表示当前帧图像中第个经线间距编号对应的灰度游程矩阵;
表示前一帧图像中第个经线间距编号对应的灰度游程矩阵;表示第个经线间距编号对应的差值矩阵。
39.当该经线间距编号对应的差值矩阵中出现大于零的元素值时,判定当前帧图像中该经线间距编号存在异常。当第个经线间距编号对应的差值矩阵中出现大于零的元素值时,判定当前帧图像中该经线间距编号存在异常。
40.s6、对当前帧图像中存在异常的纬线间距编号和经线间距编号进行二次游程,确定当前帧图像中异常间隙沿纬、经线方向的灰度游程尺寸。
41.其中,包括:获取当前帧图像中存在异常的纬线间距编号对应的差值矩阵,同时将差值矩阵中出现大于零的元素值对应的位置标记为异常间隙。
42.由于存在异常的纬线间距编号对应的差值矩阵是将当前帧图像中任一纬线间距编号对应的灰度游程矩阵,与前一帧图像中同一纬线间距编号对应的灰度游程矩阵中元素值对应相差得到的。所以根据差值矩阵中大于零的元素值出现的位置,能对应到当前帧图像中存在异常的纬线间距编号的位置,并将该位置标记为异常间隙。
43.获取当前帧图像中存在异常的纬线间距编号并对该纬线间距编号进行二次游程,得到异常间隙沿纬线方向的灰度游程尺寸。
44.例如:若存在异常的纬线间距编号为,那么对存在异常的纬线间距编号为进行二次游程,得到异常间隙沿纬线方向的灰度游程尺寸,即二次游程目的是为了获取异常间隙位置,而不是游程矩阵,因此在按顺序游程过程中,异常间隙的位置信息可得。
45.按照当前帧图像中异常间隙沿纬线方向的灰度游程尺寸的获取方法,得到当前帧图像中异常间隙沿经线方向的灰度游程尺寸。
46.s7、利用当前帧图像中异常间隙沿纬、经线方向的灰度游程尺寸,和预设标准间隙沿纬、经线方向的灰度游程尺寸计算出当前帧图像中异常间隙的下层应补足的受应力。
47.编织物中一个经、纬线交织的间隙,受到横向、纵向的拉力会产生形变。尤其是编织完成的初始间隙越大,则其后续可形变的程度就会越低。但是,如果可以通过调整异常间隙相邻的间隙大小,来平衡异常间隙的受应力,当然其可调整的相邻间隙只有下一层仍未编织的间隙。即当前间隙较大为异常间隙时,通过调整下一层编织前的梭片间距,来平衡当前异常间隙的受应力形变。因此,利用当前帧图像中异常间隙沿纬、经线方向的灰度游程尺寸,和预设标准间隙沿纬、经线方向的灰度游程尺寸计算出当前帧图像中异常间隙的下层应补足的受应力。
48.异常间隙的下层应补足的受应力的计算公式如下式所示:其中,表示预设标准间隙沿纬线方向的灰度游程尺寸;表示预设标准间隙沿经线方向的灰度游程尺寸;表示当前帧图像中异常间隙沿纬线方向的灰度游程尺寸;表示当前帧图像中异常间隙沿经线方向的灰度游程尺寸;表示异常间隙的下层应补足的受应力。
49.s8、根据当前帧图像中异常间隙的下层应补足的受应力,计算出编织下一层时异常间隙位置对应的经线方向的梭片间距和纬线方向的梭片间距,并根据经线方向的梭片间距和纬线方向的梭片间距调节异常间隙位置对应的经线方向的梭片和纬线方向的梭片。
50.将步骤s7中计算出的当前帧图像中异常间隙的下层应补足的受应力分摊给编织下层时间隙的经、纬方向,经线方向是由无限层的纬线组成织带的长边、纬线方向是由有限层的经线组成织带的宽边,前者经线方向为长边,也是主要受力方向,或者说形变方向,异常间隙在该方向上的受应力不均带来的影响更大,因此调节经线方向的梭片间隙需要更多一点。
51.所述编织下一层时经线方向的梭片间距的计算公式如下式所示:其中,表示异常间隙的下层应补足的受应力;表示预设标准间隙沿纬线方向的灰度游程尺寸;为经线方向的调整权重,经验值设定为0.6;表示编织下一层时经线方向的梭片间距。
52.所述编织下一层时纬线方向的梭片间距的计算公式如下式所示:其中,表示异常间隙的下层应补足的受应力;表示预设标准间隙沿经线方向的灰度游程尺寸;为纬线方向的调整权重,经验值设定为0.4;表示编织下一层时纬线方向的梭片间距。
53.根据经线方向的梭片间距和纬线方向的梭片间距调节异常间隙位置对应的经线方向的梭片和纬线方向的梭片。由于片梭织带机中梭片是有编号的,异常间隙位置确定好之后,该异常间隙位置对应的经线方向的梭片编号和纬线方向的梭片编号也是确定的,按照确定的梭片编号调节两梭片之间的间距即可。
54.综上所述,本发明提供的用于片梭织带机安全带生产的梭片自动调节方法,利用人工智能技术,自动实时调节片梭织带机中经线方向的梭片间距和纬线方向的梭片间距,调节速度快、精度高,提高批量生产时安全带的质量。
55.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1