工艺参数设计优化方法、处理器及制造设备与流程
本发明涉及工业工艺,特别涉及一种工艺参数设计优化方法、处理器及制造设备。
背景技术:
1、在现有的工艺技术中,业内软件仿真应用目前还是处在通过试错的方式寻找到成型窗口,但是这个参数组合处于成型窗口的边缘位置还是中心位置,是否为整个成型窗口里的最优解,没有进行参数组合的稳健性研究,考虑到生产制程的波动性,理论上可行的参数组合,实际上可能会导致结果不合格,及工艺参数的稳健性较差。实际试模中主要是以试错为主,导致成本浪费严重,试模效率低下。
技术实现思路
1、本发明的主要目的是提出一种工艺参数设计优化方法,旨在解决现有的工艺参数优化时容易导致成本严重浪费的问题。
2、为实现上述目的,本发明提出的工艺参数设计优化方法,包括:
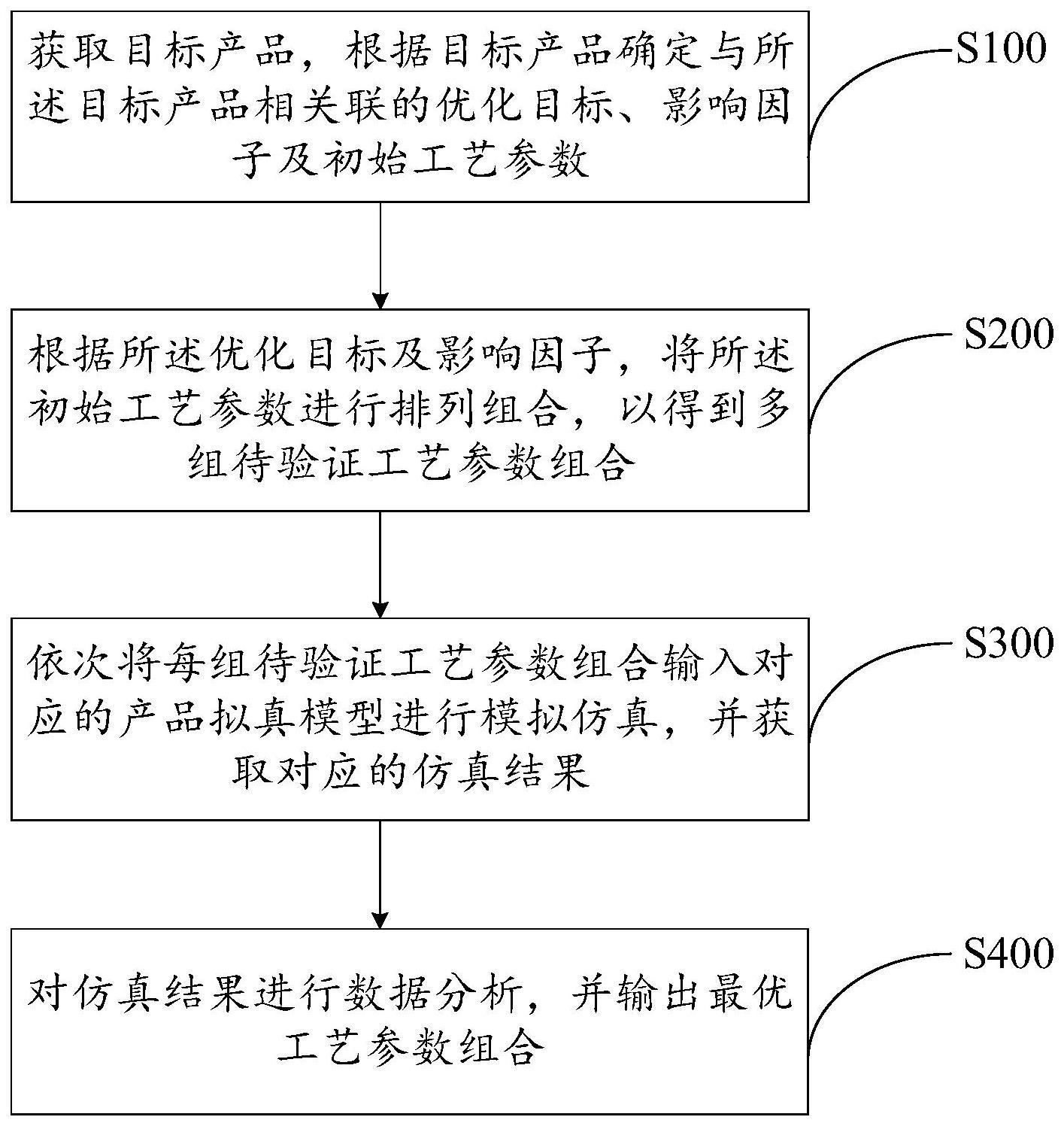
3、步骤s100、获取目标产品,根据目标产品确定与所述目标产品相关联的优化目标、影响因子及初始工艺参数;
4、步骤s200、根据所述优化目标及影响因子,将所述初始工艺参数进行排列组合,以得到多组待验证工艺参数组合;
5、步骤s300、依次将每组待验证工艺参数组合输入对应的产品拟真模型进行模拟仿真,并获取对应的仿真结果;
6、步骤s400、对仿真结果进行数据分析,并输出最优工艺参数组合。
7、可选地,所述步骤s100具体包括:
8、获取目标产品及与所述目标产品对应的材料信息,根据目标产品建立目标3d数模,以根据目标3d数模及材料信息进行结构分析,并根据结构分析结果确定与所述目标产品匹配的优化目标;
9、根据目标3d数模及材料信息进行成型可行性窗口分析,并根据所述结构分析结果及可行性分析结果确定影响因子及初始工艺参数。
10、可选地,所述步骤s400具体包括:
11、对仿真结果进行数据分析,以获取影响因子对优化目标的影响水平;
12、根据影响因子对优化目标的影响水平得出最优工艺参数组合。
13、可选地,所述工艺参数设计优化方法还包括:
14、根据影响因子对优化目标的影响水平得出最优工艺参数组合的预测结果;
15、将最优工艺参数组合再次输入产品拟真模型进行模拟仿真,并将仿真结果与预测结果进行比较;
16、在仿真结果与预测结果不匹配时,重新确定影响因子并执行步骤s100。
17、可选地,所述工艺参数设计优化方法还包括:
18、在仿真结果与预测结果匹配时,进行实际生产验证,并将实际结果与仿真结果进行比较;
19、在实际结果与仿真结果不匹配时,重新确定影响因子并执行步骤s100;
20、在实际结果与仿真结果匹配时,输出最优工艺参数及每个影响因子与优化目标的映射关系。
21、可选地,所述步骤s200的步骤具体为:
22、根据所述优化目标及影响因子,以田口正交实验方法或经典doe设计方法进行实验设计,以得到多组待验证工艺参数组合。
23、可选地,在步骤s400中,
24、利用jmp软件或minitab软件进行试验设计以及对仿真结果进行数据分析。
25、本发明还提出一种处理器,包括:
26、存储单元;
27、处理单元;以及,
28、存储在所述存储单元上并可在所述处理单元上运行的工艺参数设计优化程序,其中,所述工艺参数设计优化程序被所述处理单元执行时实现上述的工艺参数设计优化方法。
29、本发明还提出一种制造设备,包括上述的处理器。
30、本发明技术方案中,根据目标产品确定与目标产品相关联的优化目标、影响因子及初始工艺参数后,根据优化目标及影响因子对初始工艺参数进行排列组合以获得多组待验证工艺参数组合,并将多组待验证工艺参数组合一一输入产品拟真模型进行模拟仿真,以对多组仿真结果进行数据分析,从而得出最优的工艺参数组合,也即完成了对目标产品工艺参数的优化,使得目标产品的关键品质要素得到优化。本方法可以应用于不同工业领域中,包括但不限于注塑、流体、电磁场等,本方法能够根据目标产品及用户的需求,在产品的设计阶段就对目标产品关键品质要素进行参数稳健性优化分析,在产品试错前就得出目标产品的最优工艺参数组合,能够有效减少现场试错时的成本,提高生产效率,提高工艺参数的稳健性。
技术特征:
1.一种工艺参数设计优化方法,其特征在于,包括:
2.如权利要求1所述的工艺参数设计优化方法,其特征在于,所述步骤s100具体包括:
3.如权利要求1所述的工艺参数设计优化方法,其特征在于,所述步骤s400具体包括:
4.如权利要求3所述的工艺参数设计优化方法,其特征在于,所述工艺参数设计优化方法还包括:
5.如权利要求4所述的工艺参数设计优化方法,其特征在于,所述工艺参数设计优化方法还包括:
6.如权利要求1所述的工艺参数设计优化方法,其特征在于,所述步骤s200的步骤具体为:
7.如权利要求1所述的工艺参数设计优化方法,其特征在于,在步骤s400中,
8.一种处理器,其特征在于,包括:
9.一种制造设备,其特征在于,包括如权利要求8所述的处理器。
技术总结
本发明公开一种工艺参数设计优化方法、处理器及制造设备,该工艺参数设计优化方法包括:步骤S100、获取目标产品,根据目标产品确定与所述目标产品相关联的优化目标、影响因子及初始工艺参数;步骤S200、根据所述优化目标及影响因子,将所述初始工艺参数进行排列组合,以得到多组待验证工艺参数组合;步骤S300、依次将每组待验证工艺参数组合输入对应的产品拟真模型进行模拟仿真,并获取对应的仿真结果;步骤S400、对仿真结果进行数据分析,并输出最优工艺参数组合。本发明可以解决现有的工艺参数优化时容易导致成本严重浪费的问题。
技术研发人员:王卓
受保护的技术使用者:怡力精密制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!