门内板覆盖件模具型面不等间隙的处理方法与流程
本发明涉及车门内板现场调试,具体为门内板覆盖件模具型面不等间隙的处理方法。
背景技术:
1、汽车行业的高速发展,为汽车模具行业提供了极大的市场机遇。而汽车覆盖件模具作为汽车模具行业的重要组成部分,对其品质和制造周期也提出了更高的要求,特别是现在轿车市场竞争日益激烈,车型的更新换代作为抢占市场的一个重要的竞争手段,对不断缩短产品研发周期有了更高的要求,而模具设计与调试成为压缩车型换代周期的关键。
2、现有技术中,对模面设计和制造采用上下模一张面等间隙的处理方式,造成工艺补充面,r角和产品重要匹配面无差别,这种制造方式的模面设计实际上是靠后期研配调试来实现的,造成后期研配量大,周期长。
技术实现思路
1、针对上述问题,本发明提供门内板模具型面不等间隙的处理方法来改善缩短现场研合周期。
2、为解决上述问题,本发明的技术方案是提供门内板模具型面不等间隙的处理方法,包括以下步骤:
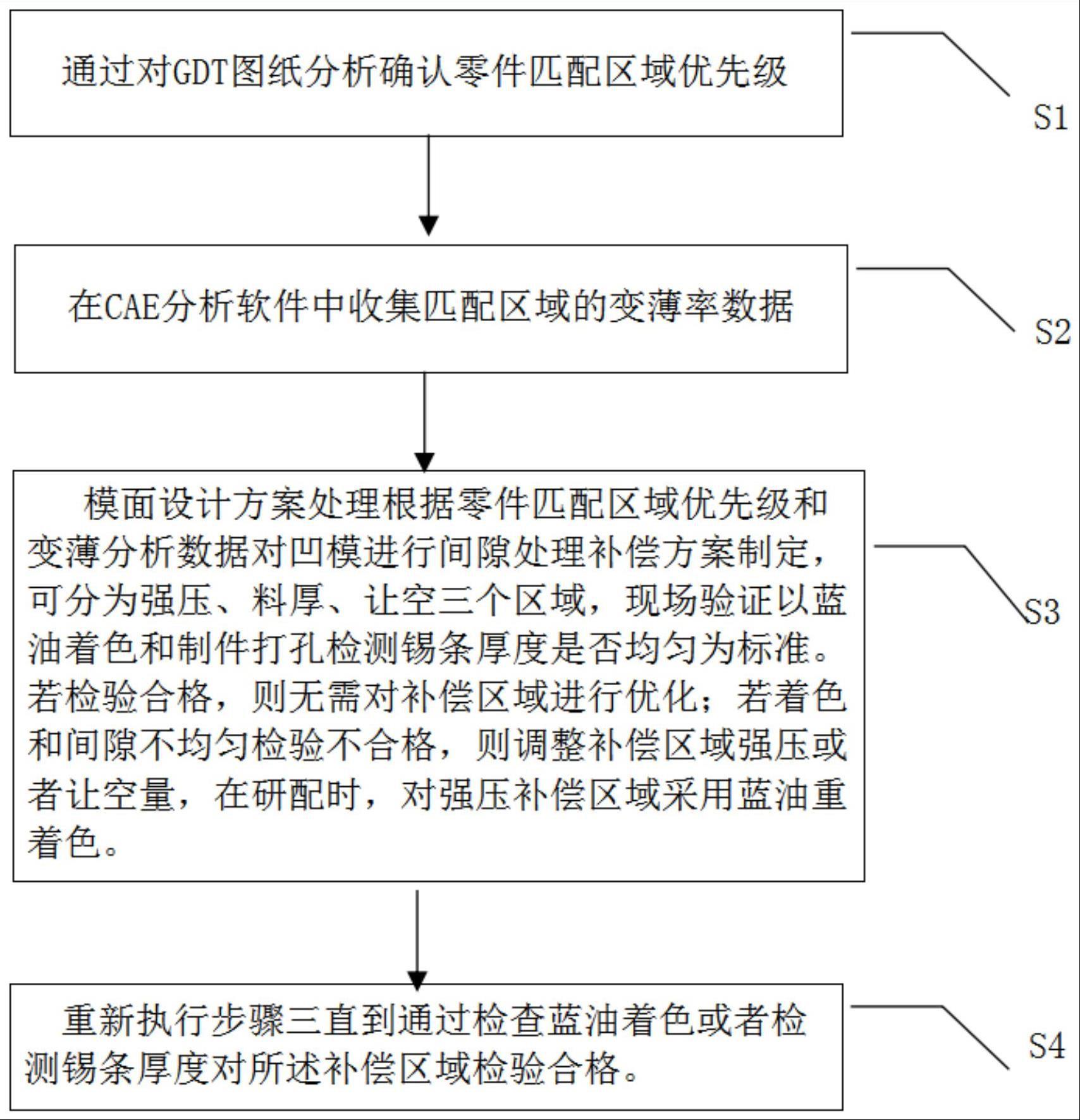
3、s1:通过对gdt图纸分析确认零件匹配区域优先级;
4、s2:在cae分析软件中收集匹配区域的变薄率数据;
5、s3:模面设计方案处理根据零件匹配区域优先级和变薄分析数据对凹模进行间隙处理补偿方案制定,可分为强压、料厚、让空三个区域,现场验证以蓝油着色和制件打孔检测锡条厚度是否均匀为标准;若检验合格,则无需对补偿区域进行优化;若着色和间隙不均匀或检验不合格,则调整补偿区域强压或者让空量,在研配时,对强压补偿区域采用蓝油重着色;
6、s4:重新执行s3直到通过检查蓝油着色或者检测锡条厚度对补偿区域检验合格。
7、作为本技术方案的进一步优选,s3中若着色不均匀或检验不合格,在执行补偿区域进行强压步骤前,还包括:
8、在剪边工序中,通过剪边模修边冲孔功能区域,并对上模功能区域关键平面进行强压处理,对上模无功能其他区域让空处理及对下模无功能区凸凹r角进行让空处理。
9、作为本技术方案的进一步优选,对功能区域采用蓝油重着色的区域为从上模功能区域剪边线内25mm,冲孔关键平面区域。
10、作为本技术方案的进一步优选,通过翻边整形模对功能曲面区域进行强压的区域为整形刀块区域跟随拉延补偿区域,上模压料分模线60mm关键平面区域,其余非功能区域和下模非功能区域凸凹r角让空处理。
11、与现有技术相比具备以下有益效果:
12、本发明实施例提供的车门内板模具型面不等间隙的处理方法,通过采集对gdt图和cae变薄数据分析对重要匹配面和无功能曲面区域进行强压和让空补偿处理,通过调整优化匹配面和功能区域的强压量及非功能区域的让空量,达到首次合模让匹配区域优先重着色,非功能区域和让空区域无着色来缩短研合周期。
技术特征:
1.门内板覆盖件模具型面不等间隙的处理方法,其特征在于:包括以下步骤:
2.根据权利要求1的门内板覆盖件模具型面不等间隙的处理方法,其特征在于:s3中若着色不均匀或检验不合格,在执行补偿区域进行强压步骤前,还包括:
3.根据权利要求1的门内板覆盖件模具型面不等间隙的处理方法,其特征在于:对功能区域采用蓝油重着色的区域为从上模功能区域剪边线内25mm,冲孔关键平面区域。
4.根据权利要求1的门内板覆盖件模具型面不等间隙的处理方法,其特征在于:通过翻边整形模对功能曲面区域进行强压的区域为整形刀块区域跟随拉延补偿区域,上模压料分模线60mm关键平面区域,其余非功能区域和下模非功能区域凸凹r角让空处理。
技术总结
本发明公开了门内板覆盖件模具型面不等间隙的处理方法,包括以下步骤:S1:通过对GDT图纸分析确认零件匹配区域优先级;S2:在CAE分析软件中收集匹配区域的变薄率数据;S3:模面设计方案处理根据零件匹配区域优先级和变薄分析数据对凹模进行间隙处理补偿方案制定;S4:重新执行S3直到通过检查蓝油着色或者检测锡条厚度对补偿区域检验合格;本发明涉及车门内板现场调试技术领域。该门内板覆盖件模具型面不等间隙的处理方法,通过采集对GDT图和CAE变薄数据分析对重要匹配面和无功能曲面区域进行强压和让空补偿处理,通过调整优化匹配面和功能区域的强压量及非功能区域的让空量,达到首次合模让匹配区域优先重着色。
技术研发人员:周勋,邹聪,邬华超
受保护的技术使用者:湘潭屹丰模具制造有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!