一种适用于带集磁器管件电磁成形的二维轴对称仿真模型
本发明属于金属材料加工,特别是一种适用于带集磁器管件电磁成形的二维轴对称仿真模型及建模方法。
背景技术:
1、电磁成形技术作为一种绿色、柔性的高速成形技术,完美契合时代需求并具有显著优势。电磁成形过程中,当待加工工件的电阻率过高时,通常采用带集磁器电磁成形技术;即在驱动线圈与待加工工件之间增加一集磁器,达到增强待加工工件电磁力的目的。此时,因为模型不具有轴对称性,模拟这一过程就显得难度很大。
2、中国专利“一种新型电磁脉冲焊接用集磁器(cn 105965184 b)”公开了一种新的集磁器结构,设置冷却通道,散热性能好,集磁器和线圈使用寿命长;然而该专利并未涉及如何对其进行仿真分析。文献“3d simulation of magnetic field distribution inelectromagnetic forming systems with field-shaper(journal of materialsprocessing technology,2009(209):2295-2301)”建立了带集磁器管件电磁成形的三维仿真模型,这一模型能够真实的反映带集磁器管件电磁成形工件的电磁力分布与变形过程,但是模型复杂,不利于分析优化。文献“板料电磁成形集磁器工作原理的模拟(塑性工程学报,2011,18(1):36-42)”采用ansys二维轴对称模型,研究集磁器的相对直径、厚度、中心圆孔半径等结构参数对工件电磁力分布和强度的影响,并提出提高集磁器效率和改善板料成形效果的途径;然而,这一模型仅单纯的将集磁器看做一个导体环,与物理现实不符,导致其计算精度偏差很大。
3、电磁成形过程中,当待加工工件的电阻率过高时,通常采用带集磁器电磁成形技术;即在驱动线圈与待加工工件之间增加一集磁器,达到增强待加工工件电磁力的目的。集磁器是一带微小间隙的圆环状导体,因为其整体不具有轴对称性,导致目前带集磁器电磁成形的仿真计算只能采用三维模型;建立三维模型时,因为集磁器存在微小间隙,导致划分网格的时候异常艰难,计算难度非常大,计算精度得不到保障。
技术实现思路
1、为解决上述技术问题,本发明提供一种适用于带集磁器管件电磁成形的二维轴对称仿真模型及建模方法,与现有三维模型相比,本发明提供的仿真模型与方法计算速度更快;与现有二维轴对称模型对比,本发明提供的仿真模型与方法更贴合物理实际,计算精度更高。
2、本发明采取的技术方案为:
3、一种适用于带集磁器管件电磁成形的二维轴对称仿真模型,采用靠近驱动线圈一侧的导体环、靠近待加工工件一侧的导体环、中间导体环这三个导体环代替集磁器;靠近驱动线圈一侧的导体环和靠近待加工工件一侧的导体环设置为集磁器导磁材料,中间导体环设置为理想绝缘材料;设置靠近驱动线圈一侧的导体环中的总电流与靠近待加工工件一侧的导体环中的总电流大小相等、方向相反。
4、一种适用于带集磁器管件电磁成形的二维轴对称仿真模型建模方法,包括以下步骤:
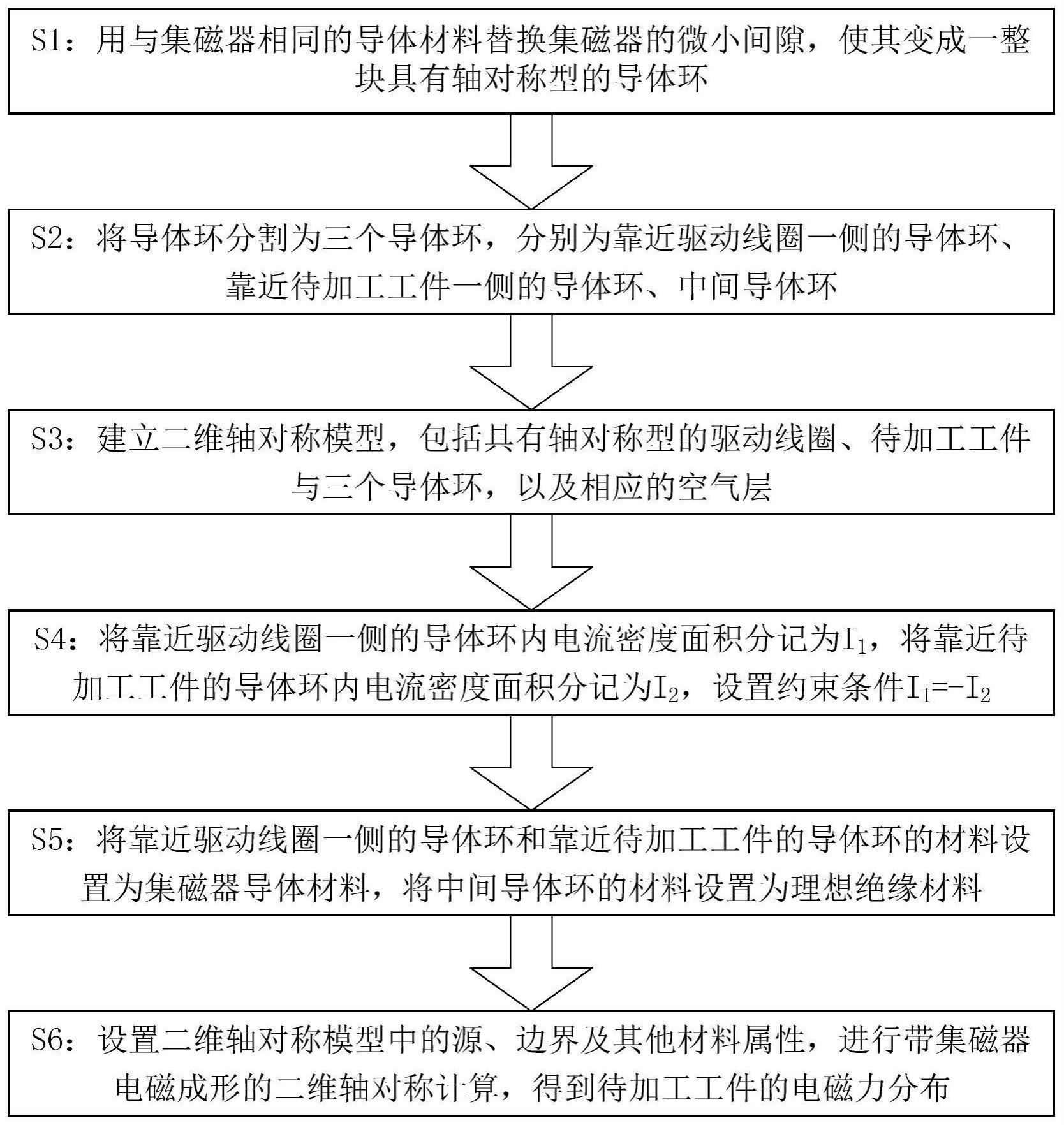
5、步骤1:用与集磁器相同的导体材料,一般为纯铜或纯铝材料。替换集磁器的微小间隙,使集磁器变成一整块具有轴对称型的导体环。
6、步骤2:将所述导体环分割为三个导体环,分别为:靠近驱动线圈一侧的导体环、靠近待加工工件一侧的导体环、中间导体环。
7、步骤3:建立二维轴对称模型,包括具有轴对称型的驱动线圈、待加工工件、三个导体环,以及相应的空气域。其中,相应的空气域指的是驱动线圈、待加工工件、三个导体环周围的空气,是驱动线圈的几何尺寸5-10倍。
8、步骤4:将靠近驱动线圈一侧的导体环内电流密度面积分记为i1,将靠近待加工工件一侧的导体环内电流密度面积分记为i2,设置约束条件i1=-i2。
9、步骤4中的约束条件设置是为了使集磁器的电流分布能够实现圆环等效。若不做约束条件,模型会默认三个导体环是一个整体,这与集磁器模型不符;设置了约束条件之后,电流会自动在靠近驱动线圈一侧的导体环、靠近待加工工件一侧的导体环中流动,且形成大小相等、方向相反的电流,与集磁器的电流分布一致。
10、步骤5:将靠近驱动线圈一侧的导体环、靠近待加工工件一侧的导体环的材料设置为集磁器导体材料,将中间导体环的材料设置为理想绝缘材料。其中,理想绝缘材料指的是电导率为0的材料。
11、步骤6:设置二维轴对称模型中的源、边界及其他材料属性,进行带集磁器电磁成形的二维轴对称计算,得到待加工工件的电磁力分布。
12、其中,二维轴对称模型中的源是指驱动线圈中的脉冲电流;
13、二维轴对称模型中的边界指在模型外边界,磁通密度或矢量磁位满足的条件。
14、二维轴对称模型中的其他材料属性指的是空气域的材料属性,包括空气域的电阻率和磁导率。
15、图4所示为待加工工件的电磁力分布示意图。
16、所述靠近驱动线圈一侧的导体环的厚度等于电磁成形过程中的趋肤深度靠近待加工工件一侧的导体环的厚度等于电磁成形过程中的趋肤深度其中,f为电磁成形放电等效频率,μ为集磁器材料磁导率,ε为集磁器材料介电常数。
17、上述是为了描述靠近驱动线圈一侧的导体环、靠近待加工工件一侧的导体环的厚度,即三个导体环的分割原则。
18、所述靠近驱动线圈一侧的导体环内电流密度面积分靠近待加工工件一侧的导体环内电流密度面积分其中,j1为靠近驱动线圈一侧的导体环内电流密度,j2为靠近待加工工件的导体环内电流密度,s1为靠近驱动线圈一侧的导体环对应的二维轴对称区域;s2为靠近待加工工件的导体环对应的二维轴对称区域。
19、上述是为了实现集磁器的电流分布,对导体环内的电流做了约束。保证了集磁器的模型能够简化成二维轴对称。
20、本发明一种适用于带集磁器管件电磁成形的二维轴对称仿真模型及建模方法,将微小间隙采用与集磁器相同的导体代替,使其变成一整块具有轴对称型的导体环。将带集磁器电磁成形模型简化为二维轴对称模型,达到简化计算带集磁器电磁成形模型的目的。
21、与现有三维模型相比,本发明提供的仿真模型与方法维数降低,计算量大大减小,计算速度快。
22、现有的二维轴对称模型没有做物理意义上的等效,不科学,故精度很差。与现有二维轴对称模型对比,本发明提供的仿真模型与方法更贴合物理实际,计算精度更高。
技术特征:
1.一种适用于带集磁器管件电磁成形的二维轴对称仿真模型,其特征在于:
2.根据权利要求1所述一种适用于带集磁器管件电磁成形的二维轴对称仿真模型,其特征在于:设置二维轴对称模型中的源、边界及其他材料属性,进行带集磁器电磁成形的二维轴对称计算,得到待加工工件(3)的电磁力分布;其中:
3.根据权利要求1所述一种适用于带集磁器管件电磁成形的二维轴对称仿真模型,其特征在于:所述靠近驱动线圈(1)一侧的导体环(23)的厚度等于电磁成形过程中的趋肤深度
4.根据权利要求1所述一种适用于带集磁器管件电磁成形的二维轴对称仿真模型,其特征在于:所述靠近驱动线圈(1)一侧的导体环(23)内电流密度面积分靠近待加工工件一侧的导体环(25)内电流密度面积分其中,j1为靠近驱动线圈一侧的导体环内电流密度,j2为靠近待加工工件的导体环内电流密度,s1为靠近驱动线圈一侧的导体环对应的二维轴对称区域;s2为靠近待加工工件的导体环对应的二维轴对称区域。
技术总结
一种适用于带集磁器管件电磁成形的二维轴对称仿真模型,采用靠近驱动线圈一侧的导体环、靠近待加工工件一侧的导体环、中间导体环这三个导体环代替集磁器;靠近驱动线圈一侧的导体环和靠近待加工工件一侧的导体环设置为集磁器导磁材料,中间导体环设置为理想绝缘材料;设置靠近驱动线圈一侧的导体环中的总电流与靠近待加工工件一侧的导体环中的总电流大小相等、方向相反。本发明一种适用于带集磁器管件电磁成形的二维轴对称仿真模型及建模方法,与现有三维模型相比,本发明提供的仿真模型与方法计算速度更快;与现有二维轴对称模型对比,本发明提供的仿真模型与方法更贴合物理实际,计算精度更高。
技术研发人员:邱立,邓奎,常鹏,苏攀,江进波,熊奇,曹成
受保护的技术使用者:三峡大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!