一种提高耗材携带准确率的方法与流程
本发明涉及设备检修,尤其涉及一种提高耗材携带准确率的方法。
背景技术:
1、磁粉检测作为表面检测的重要手段,在现在制造业中发挥着重要作用,尤其是目前发电企业机组检修时,需要大量的检测发现表面及近表面的缺陷,为电厂排除设备隐患做出重大贡献,每年发电企业检修都需要对金属部件进行无损检测,特别是表面检测,检验检测人员每次需要携带数量较多的磁粉检测所使用的反差增强剂,工作中,发现每次携带的探伤剂和现场使用量存在较大偏差,携带过多易造成资源浪费,携带不足则影响现场工作。
2、目前,如何找到检测工件的工作量与携带耗材之间的关系,实现耗材精细化管理,在节约成本的基础上也能满足现场的需求,是一个亟需解决的技术问题。
技术实现思路
1、本发明的目的是提供一种提高耗材携带准确率的方法,以解决如何提高耗材携带准确率的技术问题。
2、本发明是采用以下技术方案实现的:一种提高耗材携带准确率的方法,包括如下步骤:
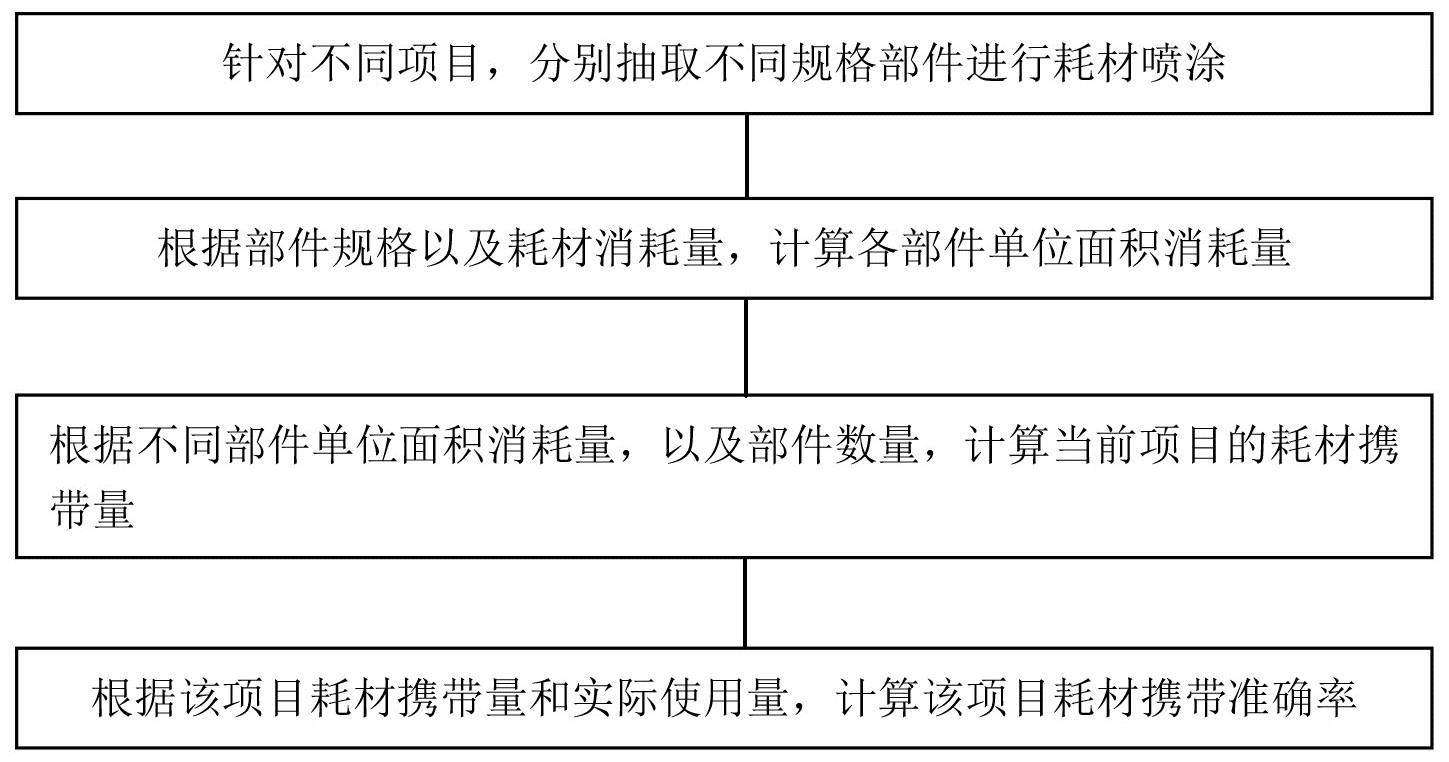
3、s 1:针对不同项目,分别抽取不同规格部件进行耗材喷涂;
4、s2:根据部件规格以及耗材消耗量,计算各部件单位面积消耗量;
5、s3:根据不同部件单位面积消耗量,以及部件数量,计算当前项目的耗材携带量;
6、s4:根据该项目耗材携带量和实际使用量,计算该项目耗材携带准确率。
7、进一步的,所述部件包括焊缝、角焊缝和弯头。
8、进一步的,所述部件规格包括焊缝直径d1、角焊缝中径d2和弯头直管直径d3;所述耗材消耗量包括焊缝消耗δm1、角焊缝消耗量δm2和弯头消耗量δm3。
9、进一步的,所述计算各部件单位面积消耗量包括焊缝单位面积消耗量、角焊缝单位面积消耗量和弯头单位面积消耗量;其中,
10、焊缝单位面积消耗量:σ1=δm1/k1d1;
11、角焊缝单位面积消耗量:σ2=δm2/k2d2;
12、弯头单位面积消耗量:σ3=δm3/k3d3;
13、式中,k1为焊缝单位面积消耗系数,k2为角焊缝单位面积消耗系数,k3为弯头单位面积消耗系数。
14、进一步的,所述k1的大小为:45π≤k1≤75π;所述k2的大小为:350π≤k2≤450π;所述k3的大小为:100π≤k3≤180π。
15、进一步的,所述k1的大小为60π;所述k2的大小为:450π;所述k3的大小为120π。
16、进一步的,所述耗材携带量的计算公式为:
17、
18、式中,s为整个项目的耗材携带量;m为每罐耗材的原始重量平均值;x1为焊缝耗材携带量;x2为角焊缝耗材携带量;x3为弯头耗材携带量。
19、进一步的,所述x1的计算方法为:x1=σ1∑(d1+d2+…+dn);所述x2的计算方法为:x2=σ2∑(z1+z2+…+zn);所述x3的计算方法为:x3=σ3∑(w1+w2+…+wn);其中,d1+d2+…+dn表示不同焊缝规格;z1+z2+…+zn表示不同角焊缝规格;w1+w2+…+wn表示不同弯头规格。
20、进一步的,所述耗材携带准确率的计算方法为:式中,s为整个项目的耗材携带量,s实际为该项目实际耗材量,∮为该项目耗材携带准确率。
21、本发明的有益效果在于:本发明找到了耗材携带量与工作量的对应关系,按照本发明的方法进行资源配置,能够将耗材携带准确率提高至90%以上。
技术特征:
1.一种提高耗材携带准确率的方法,其特征在于,包括如下步骤:
2.如权利要求1所述的一种提高耗材携带准确率的方法,其特征在于,所述部件包括焊缝、角焊缝和弯头。
3.如权利要求2所述的一种提高耗材携带准确率的方法,其特征在于,所述部件规格包括焊缝直径d1、角焊缝中径d2和弯头直管直径d3;所述耗材消耗量包括焊缝消耗δmi、角焊缝消耗量δm2和弯头消耗量δm3。
4.如权利要求3所述的一种提高耗材携带准确率的方法,其特征在于,所述计算各部件单位面积消耗量包括焊缝单位面积消耗量、角焊缝单位面积消耗量和弯头单位面积消耗量;其中,
5.如权利要求4所述的一种提高耗材携带准确率的方法,其特征在于,所述k1的大小为:45π≤k1≤75π;所述k2的大小为:350π≤k2≤450π;所述k3的大小为:100π≤k3≤180π。
6.如权利要求5所述的一种提高耗材携带准确率的方法,其特征在于,所述k1的大小为60π;所述k2的大小为:450π;所述k3的大小为120π。
7.如权利要求4所述的一种提高耗材携带准确率的方法,其特征在于,所述耗材携带量的计算公式为:
8.如权利要求7所述的一种提高耗材携带准确率的方法,其特征在于,所述x1的计算方法为:x1=σ1∑(d1+d2+…+dn);所述x2的计算方法为:x2=σ2∑(z1+z2+…+zn);所述x3的计算方法为:x3=σ3∑(w1+w2+…+wn);其中,d1+d2+…+dn表示不同焊缝规格;z1+z2+...+zn表示不同角焊缝规格;w1+w2+…+wn表示不同弯头规格。
9.如权利要求7所述的一种提高耗材携带准确率的方法,其特征在于,所述耗材携带准确率的计算方法为:式中,s为整个项目的耗材携带量,s实际为该项目实际耗材量,∮为该项目耗材携带准确率。
技术总结
本发明公开了一种提高耗材携带准确率的方法,该方法包括如下步骤:S1:针对不同项目,分别抽取不同规格部件进行耗材喷涂;S2:根据部件规格以及耗材消耗量,计算各部件单位面积消耗量;S3:根据不同部件单位面积消耗量,以及部件数量,计算当前项目的耗材携带量;S4:根据该项目耗材携带量和实际使用量,计算该项目耗材携带准确率。本发明找到了耗材携带量与工作量的对应关系,按照本发明的方法进行资源配置,能够将耗材携带准确率提高至90%以上。
技术研发人员:何华,李俊杰,黄伟,杨占君,郑准备,王坤,孙兴新,夏霁雯,张建伟
受保护的技术使用者:中国大唐集团科学技术研究总院有限公司西北电力试验研究院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!