一种多约束条件下钢水保护渣消耗模型求解方法
本发明涉及智能制造领域,尤其涉及一种多约束条件下钢水保护渣消耗模型求解方法。
背景技术:
1、炼钢连铸是钢铁企业中生产至关重要的环节,为了解决连铸坯壳与结晶器之间的润滑传热问题,研究者开发了保护渣应用技术,使保护渣熔化形成的液渣膜充填坯壳与结晶器间的空隙,有效解决了敞开浇注中存在的润滑不良和裂纹等问题。80年代由于高速连铸、高温连铸要实现热送或直轧,以及特钢连铸等技术对保护渣的性能和添加方式提出了更高的要求。实践证明保护渣的厚度在30—50mm,且渣面保持均匀,有利于保护渣渣面“三层结构”的稳定形成。
2、例如,中国专利公开号:cn105945251a,公开了一种连铸结晶器保护渣渣耗的测试方法,属于钢铁连铸技术领域;首先进行小型连铸实验,利用热电偶采集连铸实验过程中的温度并保存在计算机中,用实测的温度反算出沿拉坯方向分布的结晶器热面的热流密度;切取实验后初始凝固铸坯并测量出坯壳沿拉坯方向的厚度,利用铸坯厚度反算出坯壳表面的沿拉坯方向分布的温度和热流密度;在此基础上,结合保护渣的物性参数,计算出结晶器壁与铸坯表面间液态渣膜的厚度分布;最后计算连铸过程中保护渣的消耗量;利用连铸结晶器内凝固模拟装置结合数学模型计算得到特定连铸条件下的保护渣渣耗,计算值更加接近生产现场的保护渣消耗量,对工艺优化和铸坯质量控制具有指导意义。
3、但是,现有技术中还存在以下问题,
4、现有技术中,在确定加渣量时引入的约束参量不够全面,对于加渣量的计算不够精确。
技术实现思路
1、为解决上述问题,本发明提供一种多约束条件下钢水保护渣消耗模型求解方法,其包括:
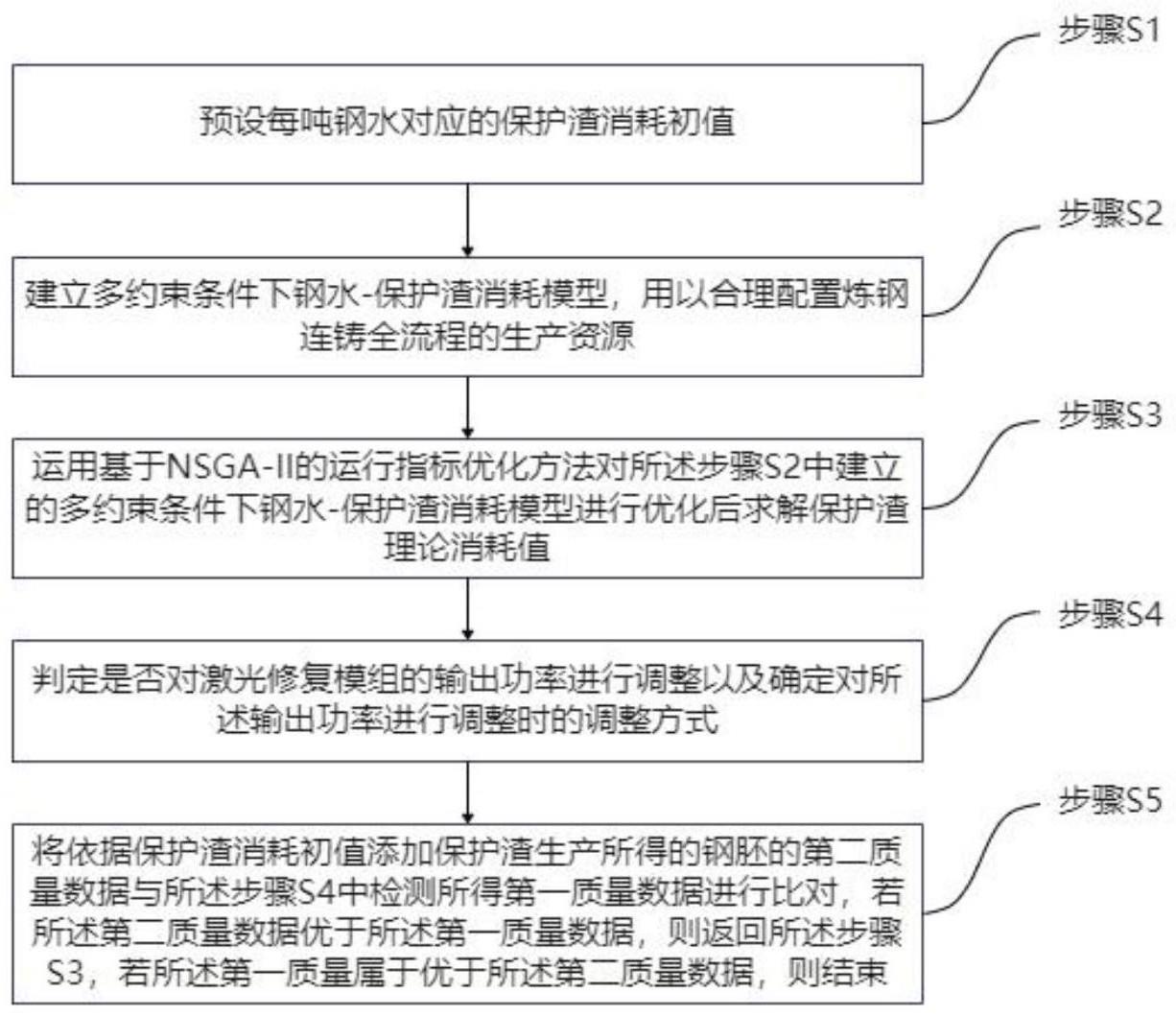
2、步骤s1,预设每吨钢水对应的保护渣消耗初值;
3、步骤s2,建立多约束条件下钢水保护渣消耗模型,用以合理配置炼钢连铸全流程的生产资源,多约束条件包括能源资源月初、综合生产指标约束以及设备能力约束;
4、步骤s3,运用基于nsga-ii的多目标优化方法对所述步骤s2中建立的多约束条件下钢水保护渣消耗模型进行优化后求解保护渣理论消耗值;
5、步骤s4,以所述保护渣理论消耗值为依据添加保护渣并检测生产所得的钢胚的第一质量数据;
6、步骤s5,将依据所述保护渣消耗初值添加保护渣生产所得的钢胚的第二质量数据与所述步骤s4中检测所得第一质量数据进行比对,若所述第二质量数据优于所述第一质量数据,则返回所述步骤s3,若所述第一质量属于优于所述第二质量数据,则结束。
7、进一步地,所述多约束条件下钢水保护渣消耗模型包括目标函数以及约束函数,所述目标函数包括,钢坯产量目标函数、金属回收率目标函数、成本目标函数、所述约束函数包括,能源资源约束函数、综合生产指标约束函数、设备能力约束函数。
8、进一步地,所述钢坯产量目标函数由式(1)表示,
9、
10、式(1)中,表示钢坯产量目标函数,表示决策矢量,其基于原矿的处理量计算所得,k1,i表示生产系数,ui原矿i的块矿率,xi为第i种原矿的原矿量,uixi表示第i种原矿分离出的块矿量。
11、进一步地,所述金属回收率目标函数由式(2)表示,
12、
13、式(2)中,a1,i原矿i经筛分过程分离后得到的粉矿的品位,β1,i原矿i的泡沫浮选品位。
14、进一步地,所述成本目标函数由式(3)表示,
15、
16、公式(3)中,表示成本目标函数,cother为计划期内的定额费用,cenergy为定额单位能耗成本,ri原矿i单价。
17、进一步地,所述能源资源约束函数由式(4)表示:
18、qe,p(x)=qj,hq(x)≤qeh,p∈{1,2,...,p} (4)
19、式(4)中,qe,p(x)表示第p种类能源消耗量,qj,h表示第j类设备的台时处理量上限,qeh表示能源资源上限。
20、进一步地,所述能源资源约束函数中能源种类包括水、电、高炉煤气、焦炉煤气、蒸汽和压气。
21、进一步地,所述综合生产指标约束函数由式(5)表示
22、
23、式(5)中,ql表示铸坯产量下限,qh表示铸坯产量上限,il表示库存下限,ih表示库存上限,qs表示钢水消耗量,i0为计划期初精矿的初始库存量。
24、进一步地,设备能力约束函数根据式(6)计算:
25、qj(x)≤qj,h,k∈{1,2,...k},j∈{1,...5} (6)
26、式(6)中,qj(x)表示第j类设备约束函数,qj,h表示j类设备的平均台时处理能力上限。
27、进一步地,多约束条件下钢水保护渣消耗模型由式(11)表示,
28、
29、式(7)中,εl表示金属回收率下限,ch表示吨精成本上限,qi,max表示计划期内原矿i的可供应量上限,qi,min表示计划期内原矿i的供应量上限;qeh,p表示能源p的最大供应量,qj,h表示第j类设备的平均台时处理能力上限,表示第一目标函数矢量,表示第二目标函数矢量,表示第三目标函数矢量,所述第一目标函数矢量、第二目标函数矢量以及第三目标函数矢量均为具有上下界的连续函数。
30、与现有技术相比,本发明构建的多约束条件下钢水保护渣消耗-模型为炼钢生产全流程综合生产指标(ppi)优化的最终目标,通过合理配置炼钢连铸全流程的生产资源,包括生产原料、设备、能源,优化ppi指标,从而实现优化全周期内的epi指标,达到提高炼钢厂效益和效率的目的;运用基于nsga-ii的运行指标优化求解方法,采用回溯搜索算法以获取最优每吨钢水消耗的保护渣量,求解过程快速高效,具有强稳定性。
31、尤其,本发明选取钢坯产量、金属回收率、成本作为目标,钢坯产量可体现生产能力和生产效率,金属回收率可体现技术水平,成本是企业经营管理的重要指标,钢坯产量、金属回收率、成本可代表企业经营管理的大部分需求,以上述指标为约束构建钢水保护渣消耗模型,使得求解所得的钢水保护渣消耗模型可靠性较高,使得在加渣过程基于钢水保护渣消耗模型能够较为精确的添加保护渣,提高炼钢连铸的质量。
技术特征:
1.一种多约束条件下钢水保护渣消耗模型求解方法,其特征在于,包括:
2.根据权利要求1所述的多约束条件下钢水保护渣消耗模型及求解方法,其特征在于,所述多约束条件下钢水保护渣消耗模型包括目标函数以及约束函数,所述目标函数包括,钢坯产量目标函数、金属回收率目标函数、成本目标函数、所述约束函数包括,能源资源约束函数、综合生产指标约束函数、设备能力约束函数。
3.根据权利要求2所述的多约束条件下钢水保护渣消耗模型及求解方法,其特征在于,所述钢坯产量目标函数由式(1)表示,
4.根据权利要求3所述的多约束条件下钢水保护渣消耗模型及求解方法,其特征在于,所述金属回收率目标函数由式(2)表示,
5.根据权利要求4所述的多约束条件下钢水保护渣消耗模型及求解方法,其特征在于,所述成本目标函数由式(3)表示,
6.根据权利要求2所述的多约束条件下钢水保护渣消耗模型求解方法,其特征在于,所述能源资源约束函数由式(4)表示:
7.根据权利要求6所述的多约束条件下钢水保护渣消耗模型求解方法,其特征在于,所述能源资源约束函数中能源种类包括水、电、高炉煤气、焦炉煤气、蒸汽和压气。
8.根据权利要求2所述的多约束条件下钢水保护渣消耗模型及求解方法,其特征在于,所述综合生产指标约束函数由式(5)表示
9.根据权利要求8所述的多约束条件下钢水保护渣消耗模型及求解方法,其特征在于,设备能力约束函数根据式(6)计算,
10.根据权利要求1所述的多约束条件下钢水保护渣消耗模型及求解方法,其特征在于,多约束条件下钢水保护渣消耗模型由式(12)表示,
技术总结
本发明涉及智能制造领域,尤其涉及一种多约束条件下钢水保护渣消耗模型求解方法,本发明构建的多约束条件下钢水保护渣消耗-模型为炼钢生产全流程综合生产指标(PPI)优化的最终目标,通过合理配置炼钢连铸全流程的生产资源,包括生产原料、设备、能源,优化PPI指标,从而实现优化全周期内的EPI指标,达到提高炼钢厂效益和效率的目的;运用基于NSGA‑II的运行指标优化求解方法,采用回溯搜索算法以获取最优每吨钢水消耗的保护渣量,求解过程快速高效,具有强稳定性。
技术研发人员:刘瑞,卢明,邹莹,陈祖国,陈超洋,何先科
受保护的技术使用者:湖南科技大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!