一种基于视觉技术的电镀五金件瑕疵检测方法与流程
本发明涉及图像数据处理,具体涉及一种基于视觉技术的电镀五金件瑕疵检测方法。
背景技术:
1、五金件采用电镀技术进行处理,可以提高表面的抗腐蚀性,增加硬度,防止表面磨损,同时也提高了美观度。但是在进行电镀工艺时,会出现五金件电镀表面出现电镀气泡、素材硬包等瑕疵,不仅影响电镀件的表面性能,而且对使用体验有很大影响。
2、传统瑕疵检测算法一般通过图像分割、特征提取和再分类的步骤,但是存在耗时长,窗口冗余,瑕疵特征需要人工提取,此时容易出现提取瑕疵类型不准确,如电镀气泡和素材硬包的瑕疵难以区分的问题。
3、因此本发明利用工业相机采集五金电镀件的表面多个图像,并对图像进行图像增强等预处理操作,获得对应的灰度图像;对所得待检测同一五金电镀件的多个灰度图像进行分析,根据前后运动引起的灰度变化分析得出特征系数;根据特征系数区分电镀气泡瑕疵和素材硬包瑕疵。
技术实现思路
1、本发明提供一种基于视觉技术的电镀五金件瑕疵检测方法,以解决现有的问题。
2、本发明的一种基于视觉技术的电镀五金件瑕疵检测方法采用如下技术方案:
3、本发明一个实施例提供了一种基于视觉技术的电镀五金件瑕疵检测方法,该方法包括以下步骤:
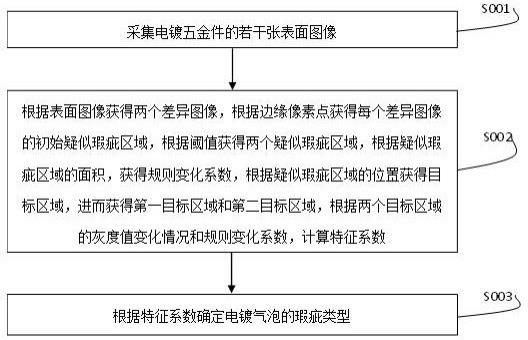
4、采集电镀五金件的若干张表面图像;根据表面图像获得两个差异图像;
5、根据边缘像素点获得每个差异图像的疑似瑕疵边缘点集合,根据疑似瑕疵边缘点集合获得每个差异图像的疑似瑕疵区域,根据疑似瑕疵区域获得规则变化系数,对两个差异图像的二值图像融合获得融合二值图像,根据融合二值图像中的位置分布,获得第一目标区域和第二目标区域,根据两个目标区域的灰度值变化情况和规则变化系数,获得特征系数;
6、根据特征系数确定电镀气泡的瑕疵类型。
7、进一步地,所述根据表面图像获得两个差异图像,包括的具体步骤如下:
8、将采集的3张表面图像分别记为表面图像a、表面图像b和表面图像c,将表面图像a和表面图像b相同位置的两个像素点的灰度值的差值的绝对值记为差异值,获得表面图像a和表面图像b的所有差异值组成的图像,记为差异图像d1,同理,获取表面图像c和表面图像b的所有差异值组成的图像,记为差异图像d2。
9、进一步地,所述根据边缘像素点获得每个差异图像的初始疑似瑕疵区域,包括的具体步骤如下:
10、通过canny边缘检测算法分别对两个差异图像进行边缘检测,分别获得差异图像d1中的所有边缘像素点组成的集合q1和差异图像d2中的所有边缘像素点组成的集合q2;
11、获得集合q1与集合q2的并集,将集合q1与并集的差集,记为差异图像d1的疑似瑕疵边缘点集合k1;将集合q2与并集的差集,记为差异图像d2的疑似瑕疵边缘点集合k2;其中,表示求并集。
12、进一步地,所述获得每个差异图像的疑似瑕疵区域,包括的具体步骤如下:
13、将差异图像d1的疑似瑕疵边缘点集合k1组成的边缘内的连通域区域,记为差异图像d1的初始疑似瑕疵区域m1;
14、将差异图像d2的疑似瑕疵边缘点集合k2组成的边缘内的连通域区域,记为差异图像d2的初始疑似瑕疵区域m2;
15、通过大津阈值分割法分别获得差异图像d1和差异图像d2的阈值y1和y2, 获得差异图像d1的初始疑似瑕疵区域m1中灰度值小于y1的像素点组成的区域,记为差异图像d1的疑似瑕疵区域n1,获得差异图像d2的初始疑似瑕疵区域m2中灰度值小于y2的像素点组成的区域,记为差异图像d2的疑似瑕疵区域n2。
16、进一步地,所述根据疑似瑕疵区域获得规则变化系数,包括的具体步骤如下:
17、规则变化系数的计算公式为:
18、
19、式中,h表示疑似瑕疵区域的规则变化系数,n1表示差异图像d1的疑似瑕疵区域,表示差异图像d1的疑似瑕疵区域n1的面积,n2表示差异图像d2的疑似瑕疵区域,表示差异图像d2的疑似瑕疵区域n2的面积,表示取绝对值,表示以自然常数e为底的指数函数。
20、进一步地,所述获得融合二值图像,包括的具体步骤如下:
21、将差异图像d1中疑似瑕疵区域中的像素点记为1,将其余所有像素点记为0,得到差异图像d1的二值图像,将差异图像d2中疑似瑕疵区域中的像素点记为1,将其余所有像素点记为0,得到差异图像d2的二值图像;将差异图像d1的二值图像和差异图像d1的二值图像融合为一张等大的融合二值图像,具体为:对于融合二值图像中任意一个位置的像素点,只有当在差异图像d1的二值图像和差异图像d1的二值图像的相同位置上的像素点为0时,融合二值图像中相同位置的像素点为0,否则,融合二值图像中相同位置的像素点为1。
22、进一步地,所述获得第一目标区域和第二目标区域,包括的具体步骤如下:
23、获得融合二值图像中所有为1的像素点的横坐标的最大值和横坐标的最小值,将过横坐标且垂直于x轴的直线记为中线,将中线右侧所有为1的像素点组成的区域记为目标区域;
24、分别获得表面图像a和表面图像c上与目标区域相同位置的区域,分别记为第一目标区域t1和第二目标区域t2。
25、进一步地,所述获得特征系数,包括的具体步骤如下:
26、特征系数s的计算公式具体为:
27、
28、式中,s表示特征系数,t1和t2分别表示第一目标区域和第二目标区域,表示第一目标区域中第i个像素点的灰度值,表示第二目标区域中第i个像素点的灰度值,表示取绝对值,h表示疑似瑕疵区域的规则变化系数。
29、进一步地,所述根据特征系数确定电镀气泡的瑕疵类型,包括的具体步骤如下:
30、预设第一阈值z1和第二阈值z2,如果特征系数时,则电抗器表面具有电镀气泡瑕疵;如果特征系数时,则电抗器表面具有素材硬包瑕疵,否则,则电抗器表面不具有瑕疵。
31、本发明的技术方案的有益效果是:本发明根据电镀气泡瑕疵和素材硬包瑕疵具有不同的凹凸特征,通过布置相机、光源和传送带的位置,准确有效地得到电镀五金件运动前后引起的灰度变化,通过对采集的不同方向的光源照射下的表面图像进行分析,获得疑似瑕疵区域,根据电镀气泡瑕疵和素材硬包瑕疵具有不同的形状规则特征,根据疑似瑕疵区域的面积获得规则变化系数,结合凹凸特征对应的灰度变化情况,根据两个目标区域的灰度值变化情况和规则变化系数,获得特征系数,进而确定电抗器表面是否具有瑕疵,以及瑕疵的具体类型,更加准确地提取电镀五金件的瑕疵类型。
技术特征:
1.一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,所述根据表面图像获得两个差异图像,包括的具体步骤如下:
3.根据权利要求1所述的一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,所述根据边缘像素点获得每个差异图像的初始疑似瑕疵区域,包括的具体步骤如下:
4.根据权利要求1所述的一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,所述获得每个差异图像的疑似瑕疵区域,包括的具体步骤如下:
5.根据权利要求1所述的一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,所述根据疑似瑕疵区域获得规则变化系数,包括的具体步骤如下:
6.根据权利要求1所述的一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,所述获得融合二值图像,包括的具体步骤如下:
7.根据权利要求1所述的一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,所述获得第一目标区域和第二目标区域,包括的具体步骤如下:
8.根据权利要求1所述的一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,所述获得特征系数,包括的具体步骤如下:
9.根据权利要求8所述的一种基于视觉技术的电镀五金件瑕疵检测方法,其特征在于,所述根据特征系数确定电镀气泡的瑕疵类型,包括的具体步骤如下:
技术总结
本发明涉及图像数据处理技术领域,具体涉及一种基于视觉技术的电镀五金件瑕疵检测方法,包括:采集电镀五金件的若干张表面图像;根据表面图像获得两个差异图像;根据边缘像素点获得每个差异图像的疑似瑕疵边缘点集合,根据疑似瑕疵边缘点集合获得每个差异图像的疑似瑕疵区域,根据疑似瑕疵区域获得规则变化系数,对两个差异图像的二值图像融合获得融合二值图像,根据融合二值图像中的位置分布,获得第一目标区域和第二目标区域,根据两个目标区域的灰度值变化情况和规则变化系数,获得特征系数;根据特征系数确定电镀气泡的瑕疵类型。本发明根据特征系数更加准确地提取电镀五金件的瑕疵类型。
技术研发人员:邓志坚,唐建明
受保护的技术使用者:东莞市希锐自动化科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!