梯形拉延筋设计方法与流程
本发明涉及机械制造工艺,具体涉及一种梯形拉延筋设计方法。
背景技术:
1、汽车覆盖件冲压零件离不开拉延造型设计,拉延筋的设计是零件工艺造型设计必不可少的重要环节,特别是梯形拉延筋的设计,占用了设计大量工作时间,操作繁琐,严重影响设计人员工作效率。
2、过去梯形拉延筋设计都采用手工设计,每一个梯形拉延筋设计都要经历:复制压料面-向上移动复制压料面,生成筋的高度面,拉伸筋中心线同时向左右偏置半个筋宽距离形成截面为矩形筋实体,以复制的拉延型面对筋实体做裁剪,对两侧面顶边再倒6度的拔模角形成梯形实体,再在两顶边作倒圆,生成梯形筋与压料面作倒圆,最终形成梯形拉延筋。
3、该方法为手工设计,需要设计人员一步一步操作,设计工作量大,每个梯形拉延筋都要重复这样的步骤,花费大量的设计时间;同时手工设计,设计者对标准不是很理解,造型步骤和方法有所不同,导致会设计成不同的梯形拉延筋结构,梯形筋形状尺寸得不到保证、其准确性较差,直接影响到工艺面的质量和加工效率,影响到整个模具设计的质量和设计周期。
4、即,现有技术中,具体存在以下技术问题:
5、1、拉延筋高度不准问题:如图8所示,压料面l1向上移动距离l3生成梯形顶面l2,会与梯形筋要求高度l4不相等,随着压料面与水平面夹角a1的不同高度差也有所不同(l3>l4),夹角越大,误差越大,除非压料面都是水平面a1=0,l3=l4;
6、2、拉延筋宽度不准问题:如图9所示,传统做法偏置中心线拉伸筋宽度b1b2,与筋要求宽度a1a2不相等,随着压料面与水平面夹角a1的不同高度差也有所不同,夹角越大,误差越大,除非压料面都是水平面a1=0;
7、3、压料面与梯形筋侧壁成锐角问题:如图10所示,当压料面与水平夹角a1>6度时,梯形拉延筋凹模口夹角a2为锐角(a2<90),存在板料流入困难风险;
8、4、梯形筋顶面是由压料面平移而成,面的数量较多,光顺性较差;
9、5、传统拉延筋设计步骤多;
10、6、梯形拉延筋设计周期长,效率低。
技术实现思路
1、本发明的目的就是针对上述技术的不足,提供一种梯形拉延筋设计方法,通过两次扫掠方法解决了传统梯形拉延筋设计中出现的问题,能够根据用户输入的相关参数自动完成以上拉延筋的设计,有利于缩短筋设计周期,降低设计成本,且设计精度高。
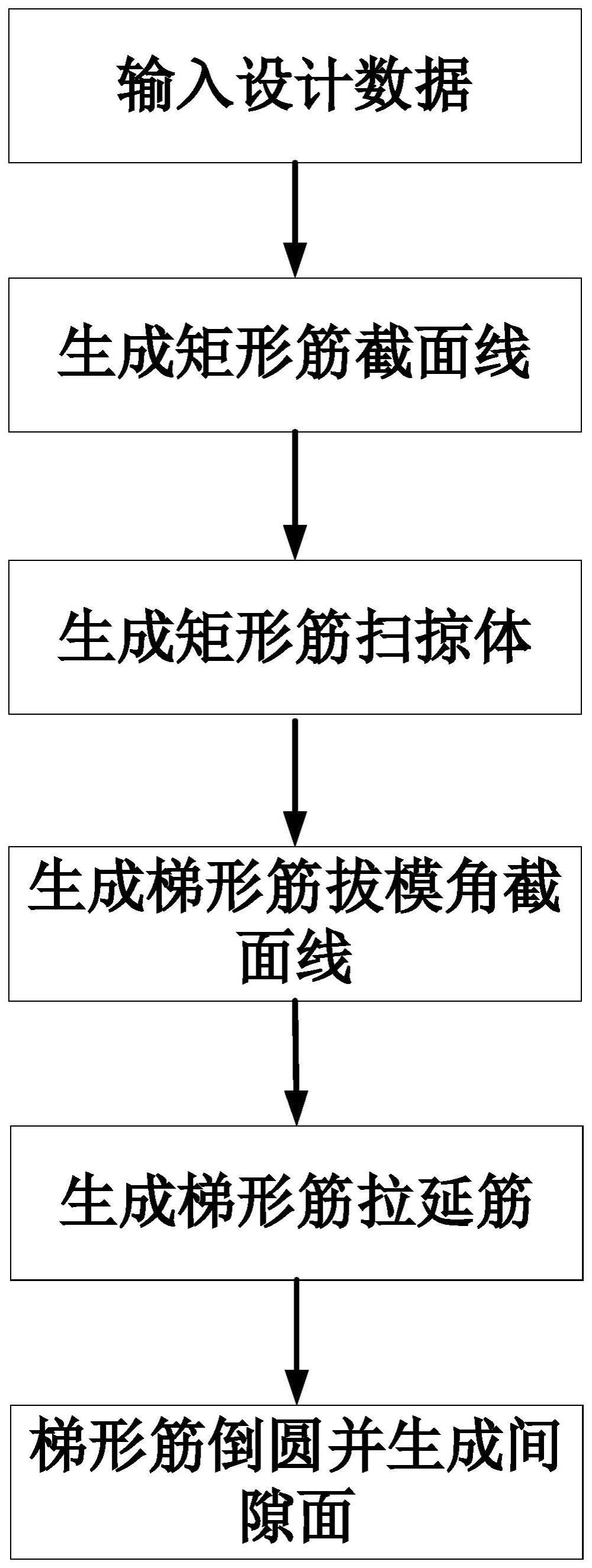
2、为实现上述目的,本发明所涉及的梯形拉延筋设计方法,包括如下步骤:
3、a)输入设计数据:包括压料面、拉延筋的中心线、冲压方向、宽度、高度、上圆角半径、下圆角半径和凸凹筋间隙值;
4、b)生成矩形筋截面线:以拉延筋的中心线起点为原点,拉延筋的中心线过原点的切矢为z轴,压料面过原点的法矢为y轴创建第一工作坐标系,在第一工作坐标系的xy平面根据拉延筋的宽度和高度创建矩形方框线;
5、c)生成矩形筋扫掠体:以所述步骤b)创建的矩形方框线为截面,拉延筋的中心线为引导线创建矩形筋扫掠体;
6、d)生成梯形筋拔模角截面线:在第一工作坐标系的xy平面创建第一矩形框线和第二矩形框线,以拉延筋的中心线起点为坐标原点、拉延筋的中心线过原点的切矢为z轴、冲压方向为y轴创建第二工作坐标系,过矩形方框线的底边线两端点创建与y轴成6度的直线,与第一矩形框线求交生成第一直线和第二直线,形成第一封闭四边形和第二封闭四边形;
7、e)生成梯形筋拉延筋:将第二矩形框线、第一封闭四边形和第二封闭四边形分别作为截面,拉延筋的中心线为引导线创建三个扫掠体,将三个扫掠体合并为一个凹形扫掠体,避免单个裁剪矩形体出错,最后将步骤c)生成的矩形筋扫掠体与凹形扫掠体作减,生成梯形筋,解决了梯形筋两侧面与压料面是锐角的问题;
8、f)梯形筋倒圆并生成间隙面:对梯形筋四个角边进行倒圆处理,按照上圆角半径进行顶角边倒圆,按照下圆角半径进行梯形两侧面与压料面倒圆,生成梯形筋面,通过凸凹筋间隙值偏置梯形筋面,倒圆角生成间隙面,完成梯形筋设计。
9、优选地,所述步骤b)中,在xy平面中,以y轴为对称轴,原点为中心点,x轴方向为拉延筋宽度方向,y轴方向为拉延筋高度方向创建所述矩形方框线。
10、优选地,所述步骤c)中,定位方法采用压料面法矢方向定位,能够保证矩形筋的底面与压料面保持一致,确保矩形筋的高度为给定值,此方法解决了矩形筋高度不一致和拉延筋入口为锐角两个问题。
11、优选地,所述步骤d)中,第一矩形框线的宽度为矩形方框线宽度的4倍,高度为矩形方框线宽度的4倍,第二矩形框线的宽度为矩形方框线宽度的3倍,高度为矩形方框线宽度的1倍。
12、优选地,所述步骤e)中,创建扫掠体的定位方法采用坐标轴z轴方向定位,能够保证拔模角与冲压方向保持6度角关系,保证压料面角度变化不会影响到拉延筋成负角。
13、本发明与现有技术相比,具有以下优点:
14、1、只需预先设置了梯形拉延筋的相关参数,就可以自动生成梯形拉延筋,有效减少了设计输入工作量;
15、2、使用两种不同的扫掠方法生成梯形拉延筋,解决了传统梯形拉延筋设计尺寸不准确的问题;
16、3、使用扫掠生成的筋面数量少,质量高;
17、4、能自动生成梯形拉延筋,还能自动生成间隙面;
18、5、减少了设计人员操作步骤;
19、6、使用该方法将原来梯形拉延筋设计需要30分钟才能完成的任务在3分钟内就能完成,缩短了设计时间90%。
技术特征:
1.一种梯形拉延筋设计方法,其特征在于:包括如下步骤:
2.如权利要求1所述梯形拉延筋设计方法,其特征在于:所述步骤b)中,在xy平面中,以y轴为对称轴,原点为中心点,x轴方向为拉延筋宽度方向,y轴方向为拉延筋高度方向创建所述矩形方框线。
3.如权利要求1所述梯形拉延筋设计方法,其特征在于:所述步骤c)中,定位方法采用压料面法矢方向定位。
4.如权利要求1所述梯形拉延筋设计方法,其特征在于:所述步骤d)中,第一矩形框线的宽度为矩形方框线宽度的4倍,高度为矩形方框线宽度的4倍,第二矩形框线的宽度为矩形方框线宽度的3倍,高度为矩形方框线宽度的1倍。
5.如权利要求1所述梯形拉延筋设计方法,其特征在于:所述步骤e)中,创建扫掠体的定位方法采用坐标轴z轴方向定位。
技术总结
本发明涉及机械制造工艺技术领域,公开了一种梯形拉延筋设计方法,包括如下步骤:输入设计数据;生成矩形筋截面线;生成矩形筋扫掠体;生成梯形筋拔模角截面线;生成梯形筋拉延筋;梯形筋倒圆并生成间隙面。本发明梯形拉延筋设计方法,通过两次扫掠方法解决了传统梯形拉延筋设计中出现的问题,能够根据用户输入的相关参数自动完成以上拉延筋的设计,有利于缩短筋设计周期,降低设计成本,且设计精度高。
技术研发人员:胡海,罗京
受保护的技术使用者:东风模具冲压技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!