一种基于连铸机号分组学习的中厚板宽度自适应方法与流程
本发明涉及冶金工业领域,特别是一种基于连铸机号分组学习的中厚板宽度自适应方法。
背景技术:
1、在中厚板的生产过程中,提升钢板轧制尺寸精度是现阶段最为重要的目标之一。现有的宽度方向的控制方式,通常会直接使用测宽仪的实际值,并根据不同钢种将坯料分组、从而设置实际值淘汰范围、学习速率等参数,制定自适应的学习算法,来消除宽度固定误差。现有工业生产中采用此种控制方式的漏洞在于,钢坯在从倍尺坯(大板坯)切成定尺坯(小板坯)的加工过程中,只有坯料长度测量使用的实际值,而坯料的厚度和宽度通常认为是固定值,不会出现较大差错。然而在实际生产过程中,坯料的厚度和宽度具有一定误差,并且不同的连铸机生产坯料尺寸误差不一样。随着钢板成材率指标需求的不断提升,以及pvpc轧制对钢板尺寸精度要求的严格性,该误差值已经到了需要引起重视的地步。
2、现需要一种宽度自适应方法,能够将影响宽度自适应学习的坯料尺寸和连铸机号关系进行对应,通过连铸机号、钢种分组,再进行宽度自学习,从而达到消除轧制过程中误差的目的。
技术实现思路
1、本发明要解决的技术问题是针对上述现有技术的不足,而提供一种基于连铸机号分组学习的中厚板宽度自适应方法,该基于连铸机号分组学习的中厚板宽度自适应方法能够将影响宽度自适应学习的坯料尺寸和连铸机号关系进行对应,通过连铸机号、钢种分组,再进行宽度自学习,从而达到消除轧制过程中误差的目的。
2、为解决上述技术问题,本发明采用的技术方案是:
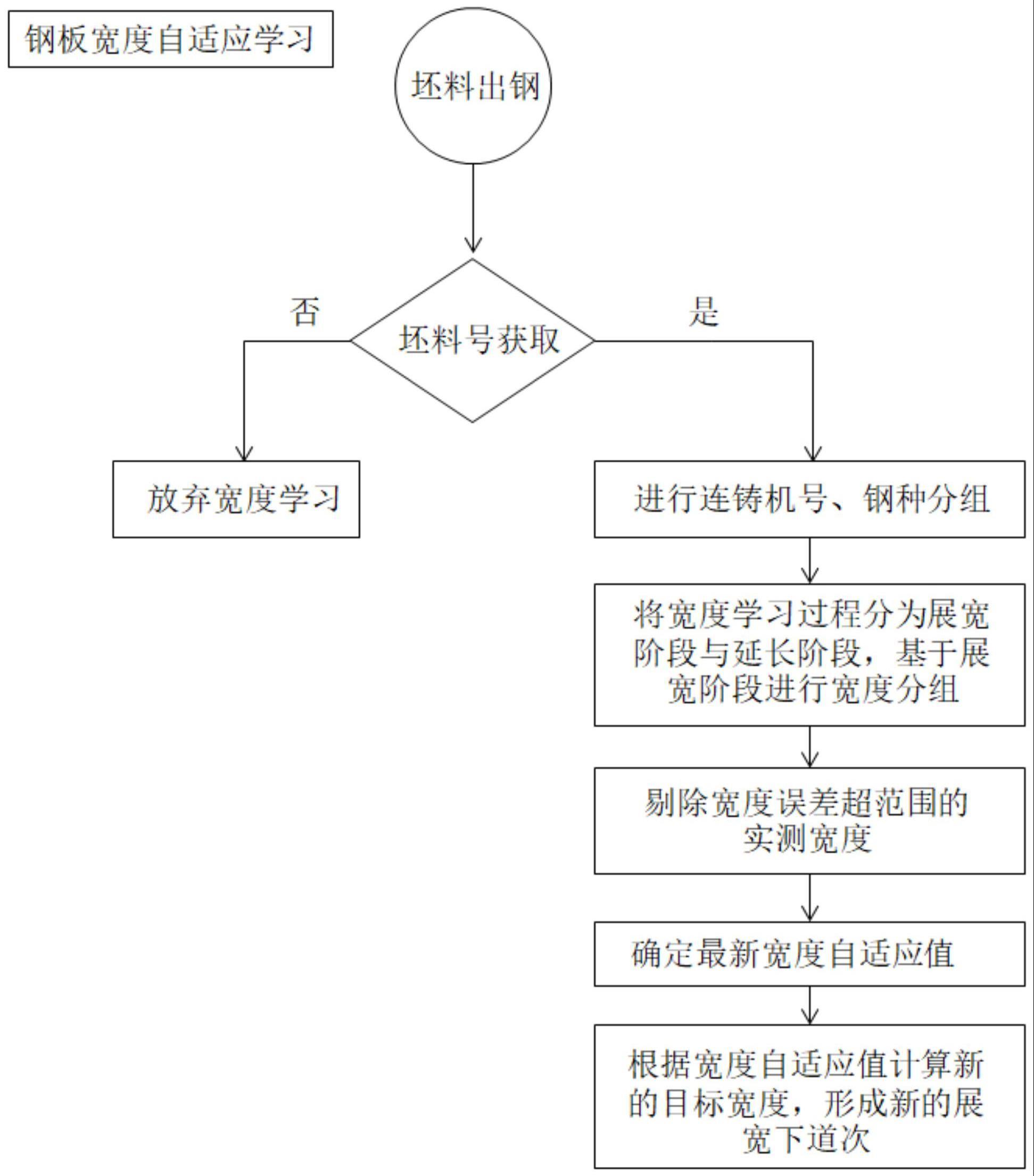
3、一种基于连铸机号分组学习的中厚板宽度自适应方法,具体包括如下步骤:
4、步骤1、在连铸工作开始前,从生产执行系统中获取轧制计划,获得坯料号,并根据坯料号判断连铸机号,将获得的连铸机号基于宽度自学习算法进行分组,获得各连铸机号组。
5、步骤2、根据坯料号获取目标坯料中各化学元素的含量,基于各化学元素含量对目标坯料进行钢种分类,获得各钢种组。
6、步骤3、将宽度学习过程分为展宽阶段与延长阶段,分别进行学习并基于展宽阶段后宽度对目标坯料进行分组,获得各宽度组。宽度组为展宽阶段宽度组,基于展宽阶段后宽度对目标坯料进行分组,获得展宽阶段宽度组。
7、步骤4、分别为所述各钢种组、连铸机号组和宽度组分配对应的自学习系数及所述自学习系数对应的权重。
8、步骤5、在开始轧制当前目标坯料时,确定当前目标坯料所属的当前钢种组、当前连铸机号组和当前宽度组。
9、步骤6、在宽度学习过程中的展宽阶段和延长阶段中,分别确定所述当前钢种组对应的第一自学习系数及第一权重、所述当前连铸机号组对应的第二自学习系数及第二权重、所述当前宽度组对应的第三自学习系数及第三权重。
10、步骤7、根据所述第一自学习系数、所述第一权重、所述第二自学习系数、所述第二权重、所述第三自学习系数、所述第三权重、常规自学习系数及第四权重确定所述当前目标板坯的宽度自适应值。
11、所述第一权重、所述第二权重、所述第三权重和所述第四权重的和为1。
12、步骤3中,在将宽度学习过程分为展宽阶段后宽度与延长阶段后宽度的两个目标后,分别设置目标宽度与实际宽度的偏差上下值,并对于超过宽度偏差范围的实际值剔除学习。
13、所述分别为所述各钢种组、连铸机号组和宽度组分配对应的自学习系数及所述自学习系数对应的权重包括对目标坯料进行轧制时,获取所述各钢种组、连铸机号组和宽度组对所述目标坯料的影响程度值。根据所述影响程度确定权重。
14、步骤3中,展宽阶段涉及的实际宽度值由侧导板数据带入计算,延长阶段涉及的实际宽度值由测宽仪带入计算。
15、步骤3中,根据实际宽度与目标宽度之间的偏差值大小设置学习速率,实际宽度与目标宽度之间的偏差值越小,当前分组学习速率越快。实际宽度与目标宽度之间的偏差值越大,当前分组学习速率越慢。
16、根据实际值与目标值之间的偏差值大小设置学习速率,实际值与目标值之间的偏差值越小,当前组学习速率越快。实际值与目标值之间的偏差值越大,当前组学习速率越慢。
17、本发明具有如下有益效果:
18、1.本发明能够根据生产执行系统提供的轧制计划判断坯料的来源,并根据坯料号对连铸机号进行识别判断与分组工作,从而将连铸机号在宽度自学习算法中形成一级分组的关系,即在传统钢种的分组上额外增加一级分组控制。
19、2.本发明中设置了更加细分的分组,使得实际测量宽度值与预测值之间的差值跳跃变小,误差的进一步减少有效提升了自学习的稳定性,从而可以适当提高宽度自学习速率系数值,用以快速响应变化。
20、3.本发明将宽度学习分为展宽阶段以及延长阶段后分别进行学习,进一步细化了学习分组所在的阶段位置,使得实际值更加接近目标设定值。
技术特征:
1.一种基于连铸机号分组学习的中厚板宽度自适应方法,其特征在于:具体包括如下步骤:
2.根据权利要求1所述的基于连铸机号分组学习的中厚板宽度自适应方法,其特征在于:所述第一权重、所述第二权重、所述第三权重和所述第四权重的和为1。
3.根据权利要求1所述的基于连铸机号分组学习的中厚板宽度自适应方法,其特征在于:步骤3中,在将宽度学习过程分为展宽阶段后宽度与延长阶段后宽度的两个目标后,分别设置目标宽度与实际宽度的偏差上下值,并对于超过宽度偏差范围的实际值剔除学习。
4.根据权利要求1所述的基于连铸机号分组学习的中厚板宽度自适应方法,其特征在于:所述分别为所述各钢种组、连铸机号组和宽度组分配对应的自学习系数及所述自学习系数对应的权重包括对目标坯料进行轧制时,获取所述各钢种组、连铸机号组和宽度组对所述目标坯料的影响程度值;根据所述影响程度确定权重。
5.根据权利要求1所述的基于连铸机号分组学习的中厚板宽度自适应方法,其特征在于:步骤3中,展宽阶段涉及的实际宽度值由侧导板数据带入计算,延长阶段涉及的实际宽度值由测宽仪带入计算。
6.根据权利要求3所述的基于连铸机号分组学习的中厚板宽度自适应方法,其特征在于:步骤3中,根据实际宽度与目标宽度之间的偏差值大小设置学习速率,实际宽度与目标宽度之间的偏差值越小,当前分组学习速率越快;实际宽度与目标宽度之间的偏差值越大,当前分组学习速率越慢。
技术总结
本发明公开了一种基于连铸机号分组学习的中厚板宽度自适应方法,包括:将宽度学习目标分为展宽阶段后宽度与延长阶段后宽度的两个目标,并计划分别进行学习;针对目标坯料基于连铸机号、钢种和宽度进行分组,并分别为所述各钢种组、连铸机号组和宽度组分配对应的自学习系数及所述自学习系数对应的权重;在开始轧制当前目标坯料时,确定当前目标坯料所属的当前钢种组、当前连铸机号组和当前宽度组;最后根据所述各个自学习系数与对应权重确定所述当前目标板坯对应的宽度自适应值。本发明能够将影响宽度自适应学习的坯料尺寸和连铸机号关系进行对应,通过连铸机号、钢种分组,再进行宽度自学习,从而达到消除轧制过程中误差的目的。
技术研发人员:范振英,刘青,陆峰
受保护的技术使用者:张家港宏昌钢板有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!