确定带钢张力分布方法、装置、介质以及电子设备与流程
本发明申请属于钢铁冶金控制,尤其涉及一种确定带钢张力分布方法、装置、介质以及电子设备。
背景技术:
1、冷轧工序连续卧式退火炉是冷轧硅钢热处理的关键设备,通过再结晶工艺消除冷轧产生的应变并促使晶粒长大,同时脱碳至合理水平,以保证产品性能符合要求。铁损作为硅钢产品的重要指标,其大小受退火时带钢张力的影响,即退火时带钢张力越低,产品铁损越低,磁感略优,性能越好。
2、目前,退火炉带钢张力控制仅依靠其入口张力计检测带钢实际张力,控制其入口张力辊实现带钢张力闭环控制。退火炉因其卧式结构,且炉膛温度高、带钢张力低,所以炉内带钢张力检测一直是行业难题,也缺乏相关检测方法和装备,故炉内带钢张力分布趋势一直无人知晓。由于缺乏炉内带钢张力的数据支撑,相关研究也一直停步不前。因此,针对以上情况,需要研究出一种确定带钢张力分布方法。
技术实现思路
1、本发明提供了一种确定带钢张力分布方法、装置、介质以及电子设备。本发明提供的一种确定带钢张力分布方法能够提高获取带钢张力分布的准确性。
2、本发明申请的其它特性和优点将通过下面的详细描述变得显然,或部分地通过本发明申请的实践而习得。
3、根据本
技术实现要素:
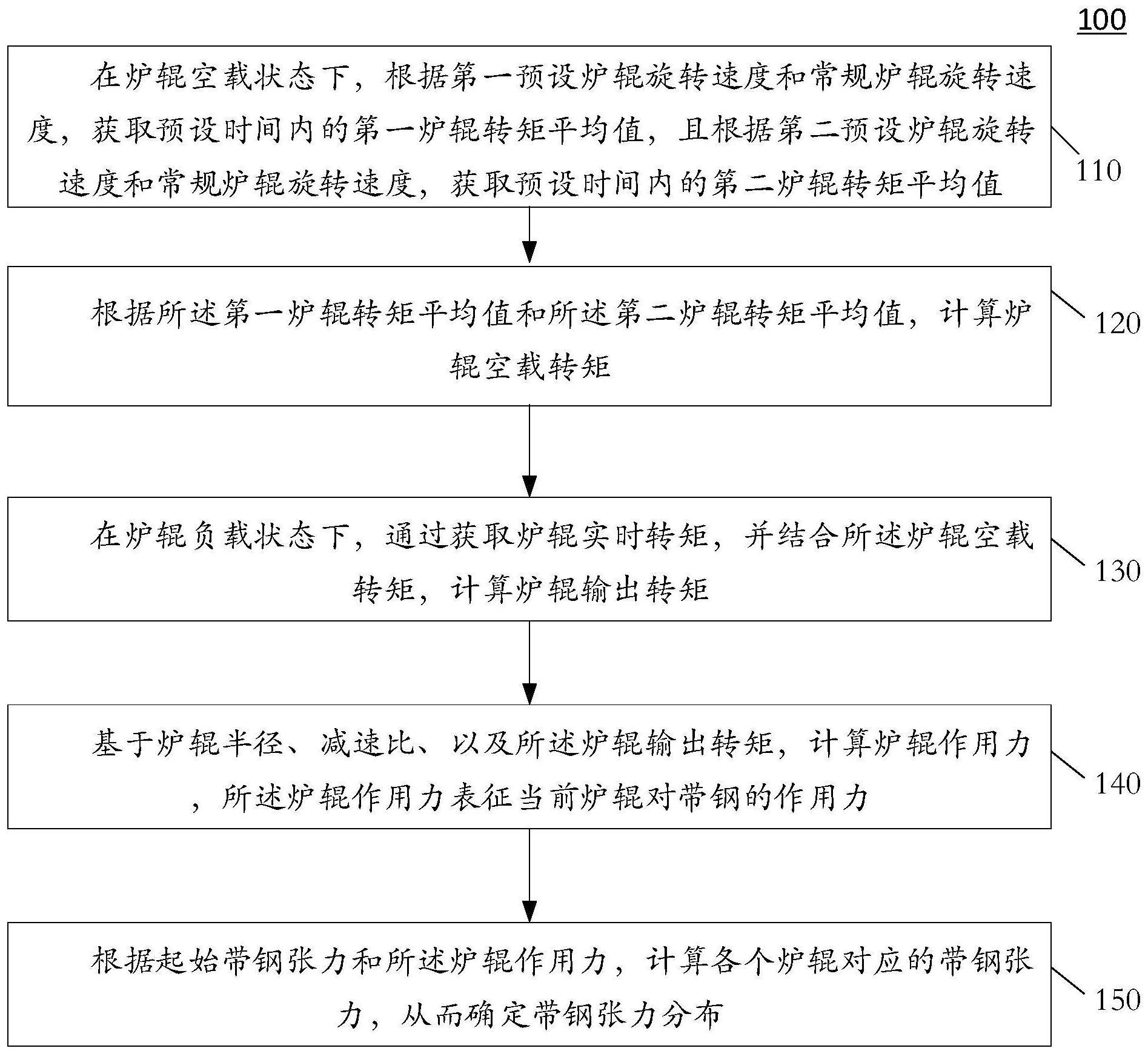
的第一方面,提供了一种确定带钢张力分布方法,其特征在于,所述方法包括:在炉辊空载状态下,根据第一预设炉辊旋转速度和常规炉辊旋转速度,获取预设时间内的第一炉辊转矩平均值,且根据第二预设炉辊旋转速度和常规炉辊旋转速度,获取预设时间内的第二炉辊转矩平均值;根据所述第一炉辊转矩平均值和所述第二炉辊转矩平均值,计算炉辊空载转矩;在炉辊负载状态下,通过获取炉辊实时转矩,并结合所述炉辊空载转矩,计算炉辊输出转矩;基于炉辊半径、减速比、以及所述炉辊输出转矩,计算炉辊作用力,所述炉辊作用力表征当前炉辊对带钢的作用力;根据起始带钢张力和所述炉辊作用力,计算各个炉辊对应的带钢张力,从而确定带钢张力分布。
4、在本发明申请的一些实施例中,基于前述方案,通过如下公式计算所述炉辊空载转矩:
5、
6、其中,t0为炉辊空载转矩,t+为第一炉辊转矩平均值,t-为第二炉辊转矩平均值。
7、在本发明申请的一些实施例中,基于前述方案,通过如下公式计算所述炉辊输出转矩:
8、δt=t-t0
9、其中,δt为炉辊输出转矩,t为炉辊实时转矩,t0为炉辊空载转矩。
10、在本发明申请的一些实施例中,基于前述方案,通过如下方式计算所述炉辊作用力:
11、fi=δt×n÷r
12、其中,fi为炉辊作用力,δt为炉辊输出转矩,r为炉辊半径,n为减速比。
13、在本发明申请的一些实施例中,基于前述方案,通过如下方式计算所述各个炉辊对应的带钢张力:
14、
15、其中,ti为炉辊对应的带钢张力,ts为起始带钢张力,fi为炉辊作用力。
16、在本发明申请的一些实施例中,基于前述方案,在获取炉辊实时转矩的过程中,所述方法还包括:如果所述第一炉辊转矩平均值小于获取的炉辊实时转矩,则将所述第一炉辊转矩平均值作为炉辊实时转矩;如果所述第一炉辊转矩平均值大于等于获取的炉辊实时转矩,则将当前获取的炉辊实时转矩作为炉辊实时转矩。
17、在本发明申请的一些实施例中,基于前述方案,所述方法还包括:按照预设间隔,将所述炉辊划分为多个组别,并计算各个组别对应的带钢张力平均值,从而确定带钢张力分布。
18、根据本发明内容的第二方面,提供了一种确定带钢张力分布装置,其特征在于,所述装置包括:获取单元,用于在炉辊空载状态下,根据第一预设炉辊旋转速度和常规炉辊旋转速度,获取预设时间内的第一炉辊转矩平均值,且根据第二预设炉辊旋转速度和常规炉辊旋转速度,获取预设时间内的第二炉辊转矩平均值;第一计算单元,用于根据所述第一炉辊转矩平均值和所述第二炉辊转矩平均值,计算炉辊空载转矩;第二计算单元,用于在炉辊负载状态下,通过获取炉辊实时转矩,并结合所述炉辊空载转矩,计算炉辊输出转矩;第三计算单元,用于基于炉辊半径、减速比、以及所述炉辊输出转矩,计算炉辊作用力,所述炉辊作用力表征当前炉辊对带钢的作用力;第四计算单元,用于根据起始带钢张力和所述炉辊作用力,计算各个炉辊对应的带钢张力,从而确定带钢张力分布。
19、根据本发明内容的第三方面,提供了一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中存储有至少一条程序代码,所述至少一条程序代码由处理器加载并执行以实现所述的方法所执行的操作。
20、根据本发明内容的第四方面,提供了一种电子设备,其特征在于,所述电子设备包括一个或多个处理器和一个或多个存储器,所述一个或多个存储器中存储有至少一条程序代码,所述至少一条程序代码由所述一个或多个处理器加载并执行以实现所述方法所执行的操作。
21、相比现有技术,本发明至少包括以下有益效果:
22、本发明通过在炉辊空载状态下,根据第一预设炉辊旋转速度和常规炉辊旋转速度,获取预设时间内的第一炉辊转矩平均值。同时,根据第二预设炉辊旋转速度和常规炉辊旋转速度,获取预设时间内的第二炉辊转矩平均值。根据获得的第一炉辊转矩平均值和第二炉辊转矩平均值,可以计算得到炉辊空载转矩。
23、然后,在炉辊负载状态下,通过获取炉辊实时转矩,并结合炉辊空载转矩,可以计算得到炉辊输出转矩。
24、需要说明的是,在获取炉辊实时转矩时,为避免炉辊卡阻等异常情况造成炉辊实时转矩数据失真,如果第一炉辊转矩平均值小于获取的炉辊实时转矩,则将第一炉辊转矩平均值作为炉辊实时转矩。如果第一炉辊转矩平均值大于等于获取的炉辊实时转矩,则将当前获取的炉辊实时转矩作为炉辊实时转矩。
25、基于炉辊半径、减速比、以及炉辊输出转矩,可以计算炉辊作用力,其中,炉辊作用力表征当前炉辊对带钢的作用力。最后根据起始带钢张力和炉辊作用力,计算得到各个炉辊对应的带钢张力,从而确定带钢张力分布。
26、基于此,本发明提供的一种确定带钢张力分布方法能够提高获取带钢张力分布的准确性。同时,可以得知炉内带钢张力分布趋势,并为下一步优化炉内带钢张力控制,降低带钢张力,降低产品铁损,提升产品性能提供数据支撑。
27、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明申请。
技术特征:
1.一种确定带钢张力分布方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,通过如下公式计算所述炉辊空载转矩:
3.根据权利要求1所述的方法,其特征在于,通过如下公式计算所述炉辊输出转矩:
4.根据权利要求1所述的方法,其特征在于,通过如下方式计算所述炉辊作用力:
5.根据权利要求1所述的方法,其特征在于,通过如下方式计算所述各个炉辊对应的带钢张力:
6.根据权利要求1所述的方法,其特征在于,在获取炉辊实时转矩的过程中,所述方法还包括:
7.根据权利要求1所述的方法,其特征在于,所述方法还包括:
8.一种确定带钢张力分布装置,其特征在于,所述装置包括:
9.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中存储有至少一条程序代码,所述至少一条程序代码由处理器加载并执行以实现如权利要求1至7任一项所述的方法所执行的操作。
10.一种电子设备,其特征在于,所述电子设备包括一个或多个处理器和一个或多个存储器,所述一个或多个存储器中存储有至少一条程序代码,所述至少一条程序代码由所述一个或多个处理器加载并执行以实现如权利要求1至7任一项所述的方法所执行的操作。
技术总结
本发明申请公开了一种确定带钢张力分布方法、装置、介质以及电子设备。该方法包括:根据第一预设炉辊旋转速度和常规炉辊旋转速度,获取预设时间内的第一炉辊转矩平均值,且根据第二预设炉辊旋转速度和常规炉辊旋转速度,获取预设时间内的第二炉辊转矩平均值;根据第一炉辊转矩平均值和第二炉辊转矩平均值,计算炉辊空载转矩;通过获取炉辊实时转矩,并结合炉辊空载转矩,计算炉辊输出转矩;基于炉辊半径、减速比、以及炉辊输出转矩,计算炉辊作用力,炉辊作用力表征当前炉辊对带钢的作用力;根据起始带钢张力和炉辊作用力,计算各个炉辊对应的带钢张力,从而确定带钢张力分布。本发明提供的技术方案能够提高获取带钢张力分布的准确性。
技术研发人员:李立,刘靖,王磊,张兴,兰晓栋,张路,王承刚
受保护的技术使用者:首钢智新迁安电磁材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!