一种在线自适应螺纹长度信息校准方法及系统与流程
本发明涉及螺纹长度校准方法,更具体地,涉及一种在线自适应螺纹长度信息校准方法及系统。
背景技术:
1、螺纹是我们日常生活中经常接触的,我们在安装灯泡,都会用到螺纹。螺纹就是我们常说的螺旋。在工业生产过程中,由于模具设计多个穴之间齿轮螺旋线长度存在不可避免的差异,一般情况下,这些问题并不会产生影响,但是在一些螺纹长度强相关的领域,这些线长将会产生较大影响,比如,基于螺纹的自动升降晾衣架,若螺纹与线长不匹配度高,多孔洞之间可能会产生倾斜受力不均匀。
2、在本发明技术之前,现有技术中,这种差异放大后导致很多设备可能无法做到客户的制作要求,但是目前,尚缺少一种合理的方式将这种螺纹误差量化并,自适应的校准,导致生产制造中,常常出现一些不精确制造的问题。
技术实现思路
1、鉴于上述问题,本发明提出了一种在线自适应螺纹长度信息校准方法及系统,通过在线进行固定间隔周期的自适应螺纹长度信息校准,实现对生产螺纹的快速校核,脱离手工校核,利用机器校核的方式,快速进行螺纹合格性判定。
2、根据本发明实施例第一方面,提供一种在线自适应螺纹长度信息校准方法。
3、在一个或多个实施例中,优选地,所述一种在线自适应螺纹长度信息校准方法包括:
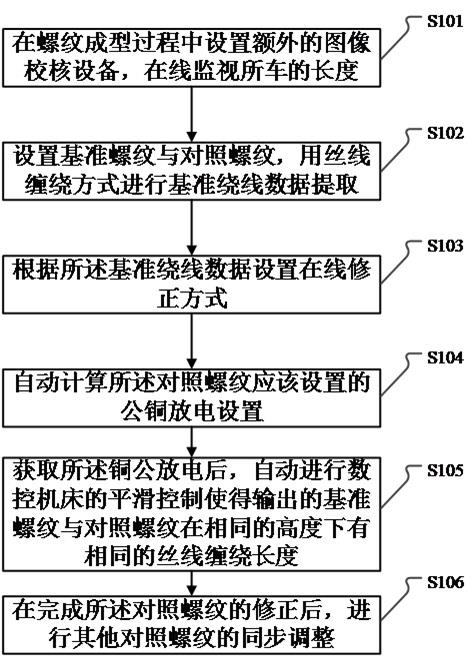
4、在螺纹成型过程中设置额外的图像校核设备,在线监视所车的长度;
5、设置基准螺纹与对照螺纹,用丝线缠绕方式进行基准绕线数据提取;
6、根据所述基准绕线数据设置在线修正方式;
7、自动计算所述对照螺纹应该设置的公铜放电设置;
8、获取所述铜公放电后,自动进行数控机床的平滑控制使得输出的基准螺纹与对照螺纹在相同的高度下有相同的丝线缠绕长度;
9、在完成所述对照螺纹的修正后,进行其他对照螺纹的同步调整。
10、在一个或多个实施例中,优选地,所述在螺纹成型过程中设置额外的图像校核设备,在线监视所车的长度,具体包括:
11、通过视频采集方式实时获得对应的采集信息;
12、按照预设的周期在线进行图像处理,获得对应的所车的长度。
13、在一个或多个实施例中,优选地,所述设置基准螺纹与对照螺纹,用丝线缠绕方式进行基准绕线数据提取,具体包括:
14、准备好规格相同的丝线,可以存在粗细在0.1mm级别的误差;
15、在进行螺纹车制作成型过程中,在线缠绕丝线,并在完成10圈车制后,将基准螺纹对应的绕线长度记录为基准绕线数据。
16、在一个或多个实施例中,优选地,所述根据所述基准绕线数据设置在线修正方式,具体包括:
17、精密数控车床一次性将基准螺纹和对照螺纹车出来,并进行上下两个半圆进行放电;
18、在完成一半的任务后,等待铜公放电的设置,发出自适应学习命令。
19、在一个或多个实施例中,优选地,所述自动计算所述对照螺纹应该设置的公铜放电设置,具体包括:
20、设置第一计算公式和第二计算公式的形式,并利用第一计算公式和第二计算公式计算实时绕线的初始直径和基准绕线的初始直径;
21、利用第三计算公式计算放电修模量;
22、根据所述放电修模量,利用第四计算公式计算铜公放电;
23、所述第一计算公式为:
24、其中,l1为所述基准绕线数据;l2为十圈对应的实时螺纹绕线长,h2为基准绕线十圈对应的打磨长度,sqr()为开方函数,dj为实时绕线的初始直径,di为基准绕线的初始直径;
25、所述第二计算公式为:
26、c=l1-l2
27、其中,c为绕线差;
28、所述第三计算公式为:
29、j=di-dj
30、其中,j为所述放电修模量;
31、g=2×j+di
32、其中,g为铜公放电。
33、在一个或多个实施例中,优选地,所述获取所述铜公放电后,自动进行数控机床的平滑控制使得输出的基准螺纹与对照螺纹在相同的高度下有相同的丝线缠绕长度,具体包括:
34、获得所述铜公放电,作为pid控制器的输入;
35、根据所述第一计算公式中基准螺纹和所述对照螺纹的变化规律,设置pid参数,使得在相同的高度下有相同的丝线缠绕长度,其中,误差设置为±5%。
36、在一个或多个实施例中,优选地,所述在完成所述对照螺纹的修正后,进行其他对照螺纹的同步调整,具体包括:
37、在进行新的对照螺纹自适应同步过程中,设置基准螺纹不改变;
38、设置所述对照螺纹进行快速的调整,改变每个对照螺纹的所述铜公放电,实现与所述基准螺纹在相同长度下产生相同的丝线缠绕长度。
39、根据本发明实施例第二方面,提供一种在线自适应螺纹长度信息校准系统。
40、在一个或多个实施例中,优选地,所述一种在线自适应螺纹长度信息校准系统包括:
41、在线采集模块,用于在螺纹成型过程中设置额外的图像校核设备,在线监视所车的长度;
42、快速校核模块,用于设置基准螺纹与对照螺纹,用丝线缠绕方式进行基准绕线数据提取;
43、在线修正模块,用于根据所述基准绕线数据设置在线修正方式;
44、自适应学习模块,用于自动计算所述对照螺纹应该设置的公铜放电设置;
45、固化参数模块,用于获取所述铜公放电后,自动进行数控机床的平滑控制使得输出的基准螺纹与对照螺纹在相同的高度下有相同的丝线缠绕长度;
46、快速同步模块,用于在完成所述对照螺纹的修正后,进行其他对照螺纹的同步调整。
47、根据本发明实施例第三方面,提供一种计算机可读存储介质,其上存储计算机程序指令,所述计算机程序指令在被处理器执行时实现如本发明实施例第一方面中任一项所述的方法。
48、根据本发明实施例第四方面,提供一种电子设备,包括存储器和处理器,所述存储器用于存储一条或多条计算机程序指令,其中,所述一条或多条计算机程序指令被所述处理器执行以实现本发明实施例第一方面中任一项所述的方法。
49、本发明的实施例提供的技术方案可以包括以下有益效果:
50、本发明方案中,提出的螺纹校核方式无伤、快速,适应性高。
51、本发明方案中,螺纹校核过程具有自适应性,且考虑了校核过程的响应速度与稳态误差的关系,进行自动校核过程的调整。
52、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
53、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.一种在线自适应螺纹长度信息校准方法,其特征在于,该方法包括:
2.如权利要求1所述的一种在线自适应螺纹长度信息校准方法,其特征在于,所述在螺纹成型过程中设置额外的图像校核设备,在线监视所车的长度,具体包括:
3.如权利要求1所述的一种在线自适应螺纹长度信息校准方法,其特征在于,所述设置基准螺纹与对照螺纹,用丝线缠绕方式进行基准绕线数据提取,具体包括:
4.如权利要求1所述的一种在线自适应螺纹长度信息校准方法,其特征在于,所述根据所述基准绕线数据设置在线修正方式,具体包括:
5.如权利要求1所述的一种在线自适应螺纹长度信息校准方法,其特征在于,所述自动计算所述对照螺纹应该设置的公铜放电设置,具体包括:
6.如权利要求5所述的一种在线自适应螺纹长度信息校准方法,其特征在于,所述获取铜公放电后,自动进行数控机床的平滑控制使得输出的基准螺纹与对照螺纹在相同的高度下有相同的丝线缠绕长度,具体包括:
7.如权利要求1所述的一种在线自适应螺纹长度信息校准方法,其特征在于,所述在完成所述对照螺纹的修正后,进行其他对照螺纹的同步调整,具体包括:
8.一种在线自适应螺纹长度信息校准系统,其特征在于,该系统用于实施如权利要求1-7中任一项所述的方法,该系统包括:
9.一种计算机可读存储介质,其上存储计算机程序指令,其特征在于,所述计算机程序指令在被处理器执行时实现如权利要求1-7中任一项所述的方法。
10.一种电子设备,包括存储器和处理器,其特征在于,所述存储器用于存储一条或多条计算机程序指令,其中,所述一条或多条计算机程序指令被所述处理器执行以实现如权利要求1-7任一项所述的方法。
技术总结
本发明涉及螺纹长度校准方法技术领域,更具体地,涉及一种在线自适应螺纹长度信息校准方法及系统。该方案包括在螺纹成型过程中设置额外的图像校核设备,在线监视所车的长度;设置基准螺纹与对照螺纹,用丝线缠绕方式进行基准绕线数据提取;根据所述基准绕线数据设置在线修正方式;自动计算对照螺纹应该设置的公铜放电设置;获取铜公放电后,自动进行数控机床的平滑控制使得输出的基准螺纹与对照螺纹在相同的高度下有相同的丝线缠绕长度;在完成对照螺纹的修正后,进行其他对照螺纹的同步调整。该方案通过在线进行固定间隔周期的自适应螺纹长度信息校准,实现对生产螺纹的快速校核,脱离手工校核,利用机器校核的方式,快速进行螺纹合格性判定。
技术研发人员:叶茂,肖启国
受保护的技术使用者:肇庆星诺奇传动科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!