一种金属冲压成形工艺参数的预测方法
本发明涉及智能制造,更具体地,涉及一种金属冲压成形工艺参数的预测方法。
背景技术:
1、冲压工艺是现代制造业中的关键环节,涉及金属板材在受控条件下的变形加工。这一过程的优化至关重要,因为它直接影响到产品的质量和生产效率。在传统的冲压工艺中,最大减薄率和最大增厚率是评估产品质量的关键指标。这些指标通常受多种因素影响,如压边力、冲压速度、摩擦系数和阻力系数等。
2、然而,传统的预测方法往往依赖于经验公式和简化的物理模型,这在处理复杂工业数据时可能不够精确。近年来,机器学习技术已被引入到制造业中,用于分析和优化生产过程。然而,该领域的机器学习模型通常是单一的模型(如仅使用bp神经网络等),缺乏更多算法或机器学习模型的融合,这就需要大量的数据和复杂的调动参数过程,且预测精准度也不高。同时,单一的模型可能无法充分捕捉到所有影响因素的复杂关系。
3、因此,有必要开发一种金属冲压成形工艺参数的预测方法。
4、公开于本发明背景技术部分的信息仅仅旨在加深对本发明的一般背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术实现思路
1、本发明提出了一种金属冲压成形工艺参数的预测方法,其结合了ga算法、神经网络(特别是bp神经网络)以及随机森林回归模,使用不同机器学习技术的方法,可以更准确地处理和预测复杂的冲压过程中的关键成形参数,克服现有技术的局限性,特别是在数据处理能力和参数优化方面。
2、本公开实施例提供了一种金属冲压成形工艺参数的预测方法,包括:
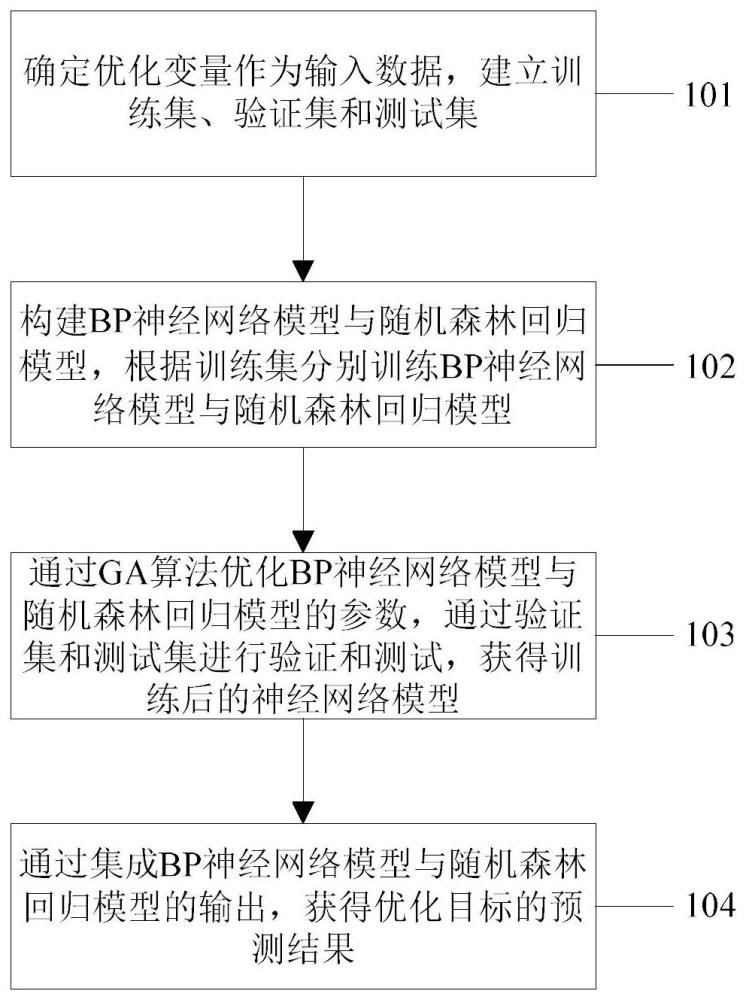
3、确定优化变量作为输入数据,建立训练集、验证集和测试集;
4、构建bp神经网络模型与随机森林回归模型,根据所述训练集分别训练所述bp神经网络模型与所述随机森林回归模型;
5、通过ga算法优化所述bp神经网络模型与所述随机森林回归模型的参数,通过所述验证集和所述测试集进行验证和测试,获得训练后的神经网络模型;
6、通过集成所述bp神经网络模型与所述随机森林回归模型的输出,获得优化目标的预测结果。
7、优选地,所述优化变量包括压边力、冲压速度、摩擦系数、阻力系数,所述优化目标包括减薄率、增厚率、回弹量。
8、优选地,通过所述随机森林回归模型并行处理相同的预测任务,提供额外的结果以进行比较和集成。
9、优选地,所述bp神经网络模型的参数包括隐藏层大小、dropout率和学习率。
10、优选地,所述随机森林回归模型的参数包括树的数量。
11、优选地,在构建bp神经网络模型与随机森林回归模型,针对所述训练集、所述验证集和所述测试集进行标准化处理。
12、优选地,所述标准化的公式为:
13、
14、其中,x是原始数据,μ是样本均值,σ是样本标准差。
15、优选地,构建所述bp神经网络模型训练包括:
16、利用pytorch框架构建神经网络,网络结构包括输入层、隐藏层、relu激活函数、dropout层和输出层。
17、优选地,训练所述bp神经网络模型包括前向传播、计算损失、反向传播和参数更新,使用adam优化器进行参数优化;
18、所述bp神经网络模型的每一层的输出为:
19、a[l]=g(w[l]a[l-1]+b[l])
20、其中,a[l]是第l层的激活值,w[l]和b[l]分别是第l层的权重和偏置,g是激活函数;
21、adam优化器的参数更新公式为:
22、
23、其中,θ表示模型参数,α是学习率,和分别是偏置校正后的一阶和二阶矩估计,∈是为了保持数值稳定性而加入的小常数。
24、优选地,结合所述bp神经网络模型与所述随机森林回归模型的预测结果,以均方误差作为模型评估指标;
25、通过均方误差评估模型的性能,在所述bp神经网络模型与所述随机森林回归模型的训练过程中,均方误差用作损失函数,指导模型学习;
26、通过比较所述bp神经网络模型、所述随机森林回归模型和二者融合模型的均方误差,确定最终模型的效能。
27、优选地,所述均方误差为:
28、
29、其中,yi是实际值,是预测值,n是样本数量。
30、其有益效果在于:
31、1.提高预测准确性和泛化能力:结合神经网络和随机森林的混合模型有助于提高预测的准确性,并在面对未见数据时表现出更好的泛化能力。这对于需要高度精确预测的工业应用尤为重要;
32、2.优化的模型性能和参数调整灵活性:ga算法的使用为寻找最佳模型参数提供了一种有效且自动化的方法,减少了手动调整的需要。这种方法提高了模型性能的同时,也增加了调整模型以适应不同数据集的灵活性;
33、3.增强的模型解释性:通过评估特征的排列重要性,模型不仅提供预测结果,还能确定对预测结果影响最大的输入特征。
34、本发明融合神经网络与随机森林的混合模型设计:创新性地结合了基于梯度下降的bp神经网络和基于决策树集成的随机森林模型,实现了两种不同类型模型的优势互补。这种混合模型在处理复杂数据时可能比单一模型具有更高的准确度和鲁棒性;ga算法与dbo算法相结合的参数优化策略:采用ga算法进行超参数优化,增加了dbo算法的信息交换机制,这不仅提高了搜索效率,还增强了种群的多样性和算法的全局搜索能力。这种方法在寻找最佳网络结构和参数设置方面展现出创新性,尤其适用于复杂的模型优化问题。
35、特定领域的数据处理和特征选择:专注于对特定工业制造过程(如冲压工艺)的数据进行预处理和特征分析,这在传统的机器学习应用中较为少见。特别是考虑了行业特有的数据特征(如压边力、冲压速度等),体现了深入理解和分析行业数据的新颖性;定制的排列重要性评估方法:程序中使用的自定义排列重要性函数针对混合模型进行特征重要性评估,这在机器学习领域相对较新。这种方法为评估和解释混合模型提供了新的视角,有助于更好地理解模型在特定应用中的行为。
36、总体而言,本发明在机器学习模型的结构设计、参数优化方法和特定领域数据处理方面表现出显著的创新性和新颖性。这些特点不仅提高了模型的性能,也增加了模型在实际应用中的实用性和解释性。
37、本发明的方法和装置具有其它的特性和优点,这些特性和优点从并入本文中的附图和随后的具体实施方式中将是显而易见的,或者将在并入本文中的附图和随后的具体实施方式中进行详细陈述,这些附图和具体实施方式共同用于解释本发明的特定原理。
技术特征:
1.一种金属冲压成形工艺参数的预测方法,其特征在于,包括:
2.根据权利要求1所述的金属冲压成形工艺参数的预测方法,其中,所述优化变量包括压边力、冲压速度、摩擦系数、阻力系数,所述优化目标包括减薄率、增厚率、回弹量。
3.根据权利要求1所述的金属冲压成形工艺参数的预测方法,其中,通过所述随机森林回归模型并行处理相同的预测任务,提供额外的结果以进行比较和集成。
4.根据权利要求1所述的金属冲压成形工艺参数的预测方法,其中,所述bp神经网络模型的参数包括隐藏层大小、dropout率和学习率。
5.根据权利要求1所述的金属冲压成形工艺参数的预测方法,其中,所述随机森林回归模型的参数包括树的数量。
6.根据权利要求1所述的金属冲压成形工艺参数的预测方法,其中,在构建bp神经网络模型与随机森林回归模型,针对所述训练集、所述验证集和所述测试集进行标准化处理。
7.根据权利要求6所述的金属冲压成形工艺参数的预测方法,其中,所述标准化的公式为:
8.根据权利要求1所述的金属冲压成形工艺参数的预测方法,其中,构建所述bp神经网络模型训练包括:
9.根据权利要求1所述的金属冲压成形工艺参数的预测方法,其中,训练所述bp神经网络模型包括前向传播、计算损失、反向传播和参数更新,使用adam优化器进行参数优化;
10.根据权利要求1所述的金属冲压成形工艺参数的预测方法,其中,结合所述bp神经网络模型与所述随机森林回归模型的预测结果,以均方误差作为模型评估指标;
技术总结
本申请公开了一种金属冲压成形工艺参数的预测方法,包括:确定优化变量作为输入数据,建立训练集、验证集和测试集;构建BP神经网络模型与随机森林回归模型,根据训练集分别训练BP神经网络模型与随机森林回归模型;通过GA算法优化BP神经网络模型与随机森林回归模型的参数,通过验证集和测试集进行验证和测试,获得训练后的神经网络模型;通过集成BP神经网络模型与随机森林回归模型的输出,获得优化目标的预测结果。本发明结合了GA算法、神经网络以及随机森林回归模,使用不同机器学习技术的方法,可以更准确地处理和预测复杂的冲压过程中的关键成形参数,克服现有技术的局限性。
技术研发人员:王硕,吴艳,马炎漫,熊锦林
受保护的技术使用者:武汉轻工大学
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!