一种工业流水线的工艺参数推荐方法及系统与流程
本发明涉及工业人工智能,尤其涉及一种工业流水线的工艺参数推荐方法及系统。
背景技术:
1、工业流水线生产过程中,通过人工设定加工机器参数以及工艺参数,加工生产相同型号产品的流水线生产方式依旧是主流,特别是对于批次生产流水线,需要人工不停对工艺参数进行基于人工经验的调整。基于人工经验的流水线工艺参数设定,在标准情况下能达到较为不错的合格标准,但是生产过程中,往往存在着大量的随机扰动情况,例如原料质量波动,会对生产加工造成较多影响,且产品质检结果无法及时获取,而人工经验往往无法随着随机扰动进行较为准确的估计并对参数进行及时调整。并且,这种方式的质检过程漫长,人工质检也无法精确感知原料差异和不同参数导致的生产质量波动,最终导致生产产品的质量存在频繁的波动。
2、即现有技术中通过人工实现工艺参数调整只注重于对于下一批次生产的参数推荐或完成当前规格生产后进行统一规格参数调整。未涉及对多种生产数据,及时进行质检结果预测和进行参数推荐,并指导下一批次生产,并通过积累数据对规格工艺参数进行推荐等。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本发明提供一种工业流水线的工艺参数推荐方法及系统,其解决了现有通过人工经验进行工艺参数调整无法随着随机扰动进行较为准确的估计并对参数进行及时调整的技术问题。
3、(二)技术方案
4、为了达到上述目的,本发明采用的主要技术方案包括:
5、第一方面,本发明实施例提供一种工业流水线的工艺参数推荐方法,包括以下步骤:
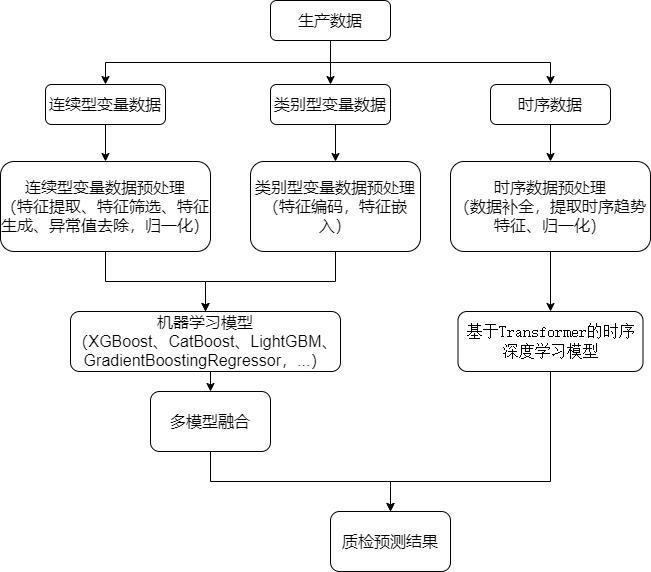
6、读取工业流水线的当前批次产品的生产数据;
7、将生产数据解析为连续型变量数据、类别型变量数据以及时序数据,并根据不同数据类型进行数据处理,包括:
8、将连续型变量数据和类别型变量数据作为输入,输入多种训练后的机器学习模型,并输入融合训练后的机器学习模型,进行多模型融合预测,得到机器学习模型预测的质检预测结果;
9、将时序数据作为输入,输入训练后的深度学习模型,得到时序模型预测结果,综合机器学习模型预测的质检预测结果和时序预测结果,得到当前批次产品的结合时序数据的最终的质检预测结果。
10、本发明实施例提出的工业流水线的工艺参数推荐方法,能够结合处理多种不同类型的生产数据,使用多种不同的学习模型对数据内容进行学习,实现通过当前流水线生产批次数据对当前生产质检结果进行预测。
11、可选地,多种训练后的机器学习模型,通过以下步骤训练得到:
12、将工业流水线的历史生产数据中的连续型变量数据和类别型变量数据以及质检结果作为数据集,采用多个不同的第一类机器学习模型,进行充分学习,得到多个训练后的第一类机器学习模型;通过多模型融合的方式,对多个第一类机器学习模型学习后的质检结果继续集成学习,得到融合训练后的机器学习模型;
13、深度学习模型,通过以下步骤训练得到:
14、将工业流水线的历史生产数据中的时序数据以及质检结果作为数据集,送入基于transformer的时序深度学习模型中,通过学习多个时序特征数据之间的趋势与质检结果之间的关联,最终得到训练好的深度学习模型。
15、可选地,生产数据包括产品规格、机器参数以及工艺参数。
16、可选地,还包括:
17、在一级参数推荐阶段,将历史数据中的同一规格产品的生产数据和质检数据作为输入数据,通过一级参数推荐模型,得到相同产品规格下,下一批次生产时的机器设定参数推荐值;
18、在二级参数推荐阶段,将当前批次产品的生产数据和真实质检数据作为输入,通过二级参数推荐模型,得到相同产品规格下生产工艺参数推荐值。
19、将通过满足约束条件的机器设定参数推荐值和生产工艺参数推荐值进行融合,形成相同产品规格下的生产工艺参数推荐。通常用于近期该规格下的生产工艺参数推荐,为工艺部门进行工艺调整做出必要的参考。
20、可选地,一级参数推荐模型和二级参数推荐模型,通过以下步骤训练得到:
21、将历史的相同产品规格下的机器设定参数、生产工艺参数、生产数据和质检结果作为数据集,输入基于遗传算法的参数推荐模型,分别训练得到以机器设定参数为输出的一级参数推荐模型,以及以生产工艺参数为输出的二级参数推荐模型。可选地,在各模型训练之前,对数据集中的数据进行预处理,包括:
22、针对连续型变量数据,采用特征提取、特征筛选、特征生成、去除重复数据、异常值去除、特征生成和/或归一化进行数据预处理;
23、针对类别型变量数据,采用类别编码、独热编码、特征编码和/或特征嵌入对数据进行数据预处理;
24、针对时序数据,采用时序切分、长度补全、数据补全、提取时序趋势特征和/或归一化进行数据预处理。
25、可选地,提取时序趋势特征包括采用周期项趋势项分解方法,其假设时序数据由趋势项和周期项组成,即:
26、;
27、其中,y为提取的时序趋势特征;通过滑窗并求取均值的方式得到趋势项tt,将原值与趋势项做差得到周期项st,最终实现趋势分解。
28、可选地,第一类机器学习模型包括xgboost、catboost、lightgbm以及gradientboosting regressor模型。
29、可选地,基于transformer的时序深度学习模型,采用基于注意力机制的深度学习模型,注意力机制公式表达为:
30、;
31、其中为通过稀疏性度量得到的稀疏矩阵,q,k,v分别为输入数据x乘以可学习矩阵wq,wk,wv得到的输入矩阵,dk为q和k的向量维度;
32、对于稀疏性的评估计算方式为采用kl散度计算q的对应的注意力矩阵概率分布的相对熵,其中第i个值的稀疏性评价公式为:
33、;
34、其中,qi和kj为注意力机制中q和k中的元素,i和j均为元素的序号,dk为k的向量维度,lk是k的长度,e是常数,上标t表示矩阵的转置。
35、第二方面,本发明实施例提供一种工业流水线的工艺参数推荐系统,包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,处理器执行计算机程序时实现上述任一方法的步骤。
36、(三)有益效果
37、本发明的有益效果是:本发明的工业流水线的工艺参数推荐方法及系统,能够结合处理多种不同类型的生产数据,使用多种不同的学习模型对数据内容进行学习,实现通过当前流水线生产批次数据对当前生产质检结果进行预测,并结合质检预测结果和生产数据进行同规格下一批次生产工艺参数推荐,且通过历史数据积累,结合对应生产数据和质检数据真实值进行规格参数推荐,并结合先前推荐的参数,综合进行规格参数推荐,帮助工艺部门调整不同规格生产工艺参数。
技术特征:
1.一种工业流水线的工艺参数推荐方法,其特征在于,包括以下步骤:
2.如权利要求1所述的工业流水线的工艺参数推荐方法,其特征在于,所述多种训练后的机器学习模型,通过以下步骤训练得到:
3.如权利要求1所述的工业流水线的工艺参数推荐方法,其特征在于,所述生产数据包括产品规格、机器参数以及工艺参数。
4.如权利要求1至3中任一项所述的工业流水线的工艺参数推荐方法,其特征在于,还包括:
5.如权利要求4所述的工业流水线的工艺参数推荐方法,其特征在于,所述一级参数推荐模型和二级参数推荐模型,通过以下步骤训练得到:
6.如权利要求5所述的工业流水线的工艺参数推荐方法,其特征在于,在各模型训练之前,对数据集中的数据进行预处理,包括:
7.如权利要求6所述的工业流水线的工艺参数推荐方法,其特征在于,所述提取时序趋势特征包括采用周期项趋势项分解方法,其假设时序数据由趋势项和周期项组成,即:
8.如权利要求2所述的工业流水线的工艺参数推荐方法,其特征在于,第一类机器学习模型包括xgboost、catboost、lightgbm以及gradient boosting regressor模型。
9.如权利要求2所述的工业流水线的工艺参数推荐方法,其特征在于,所述基于transformer的时序深度学习模型,采用基于注意力机制的深度学习模型,注意力机制公式表达为:
10.一种工业流水线的工艺参数推荐系统,包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现上述权利要求1至9中任一所述方法的步骤。
技术总结
本发明涉及工业人工智能技术领域,尤其涉及一种工业流水线的工艺参数推荐方法及系统,该方法包括:读取工业流水线的当前批次产品的生产数据;将生产数据解析为连续型变量数据、类别型变量数据以及时序数据,并根据不同数据类型进行数据处理,包括:将连续型变量数据和类别型变量数据作为输入,输入多种训练后的机器学习模型,并输入融合训练后的机器学习模型,进行多模型融合预测,得到机器学习模型预测的质检预测结果;将时序数据作为输入,输入训练后的深度学习模型,得到时序模型预测结果,综合机器学习模型预测的质检预测结果和时序预测结果,得到当前批次产品的结合时序数据的最终的质检预测结果。本发明可对当前生产产品进行质检预测。
技术研发人员:娄舜杰,王得磊,陈晖,汪抑非,张帅,刘得斌
受保护的技术使用者:中控技术股份有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!