基于状态转移模型的制曲工艺参数内在影响链路分析方法与流程
本发明主要涉及制曲工艺,尤其是涉及一种基于状态转移模型的制曲工艺参数内在影响链路分析方法。
背景技术:
1、在大曲制曲加工过程中,合适的工艺参数对大曲质量至关重要。在传统的制曲工艺中,工人师傅往往根据自身经验对制曲参数进行调控,需要较强的专业知识和长时间的经验积累。将大数据和人工智能技术应用到大曲制曲加工过程中,能更加方便、快速地优化调控工艺参数,实现高质量制曲;在目前的研究中,主要通过构建回归模型,进行仿真预测,然后得出优化后的制曲工艺参数区间;这种方式的不足之处在于,仅仅从最终结果的角度考虑加工参数对制曲的影响,但在实际制曲各环节中,影响大曲质量的因素众多,具有复杂的关系,且制曲工艺步骤层层递进,前续环节的状态会影响后续环节的结果,如润料环节的加水量会影响拌和环节的拌和水量,拌和水量会影响压制环节的细粉率,细粉率会影响曲块成形,曲块形状会影响品温等等;而现有分析方法并没有完整地分析各制曲环节的影响链路,从而无法彻底地剖析制曲过程的内在机理,准确分析出影响大曲质量的关键因素。
技术实现思路
1、本发明所要解决的技术问题
2、提供一种基于状态转移模型的制曲工艺参数内在影响链路分析方法,解决目前的大曲制曲研究仅仅从最终的制曲结果考虑各环节的加工参数的调节,忽略了加工参数在各加工环节之间的内在影响,无法准确地分析出影响大曲质量的关键因素的问题。
3、本发明解决上述技术问题所采用的技术方案
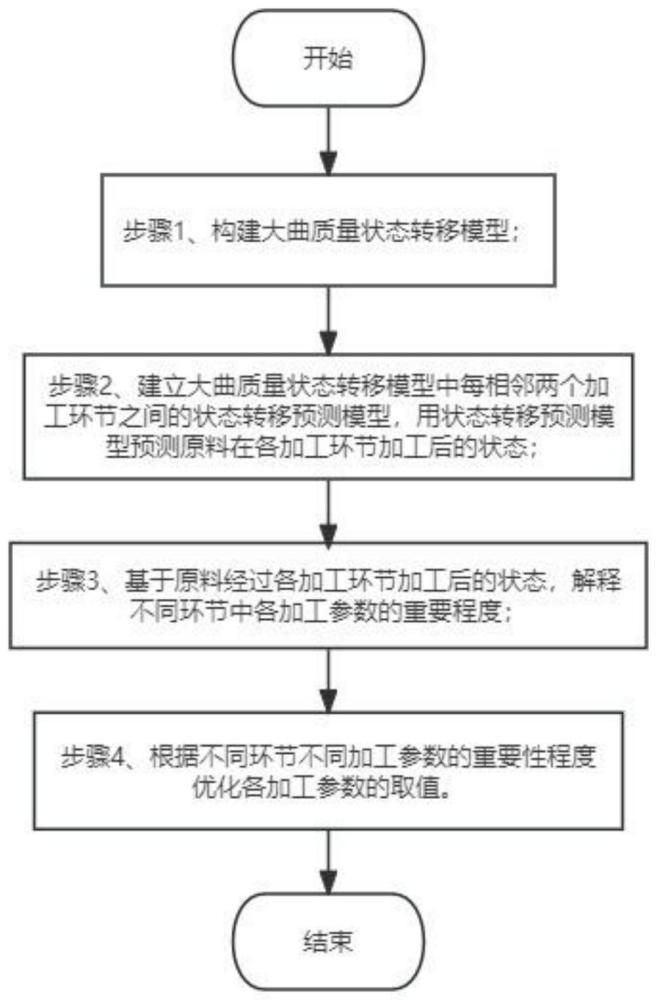
4、基于状态转移模型的制曲工艺参数内在影响链路分析方法,包括:
5、构建大曲质量状态转移模型;
6、建立大曲质量状态转移模型中每相邻两个加工环节之间的状态转移预测模型,用状态转移预测模型预测原料在各加工环节加工后的状态;
7、基于原料经过各加工环节加工后的状态,解释不同加工环节中各加工参数的重要性程度;
8、根据不同环节不同加工参数的重要性程度优化各加工参数的取值。
9、进一步的,所述构建大曲质量状态转移模型具体包括:按照从原料到大曲发酵完成的工艺流程建立构建大曲质量状态转移模型。
10、进一步的,所述大曲质量状态转移模型具体为:
11、其中state0、state1、…staten依次为从原料到大曲发酵完成的各加工环节的加工后状态,x0、x1、…、xn-1依次为从原料到大曲发酵完成的各加工环节的加工参数。
12、进一步的,所述原料到大曲发酵完成的工艺流程包括:原料环节、润料环节、粉碎环节、拌和环节、压制环节和发酵环节;
13、原料环节:原料状态state0包括原料含水量、原料软质率;
14、润料环节:润料加工参数x0包括润料气温、润料水温、润料时长和润料水量,润料后状态state1包括润料后含水量;
15、粉碎环节:粉碎加工参数x1包括粉碎机松紧度,粉碎后状态state2包括细粉率和细粉流量;
16、拌和环节:拌和加工参数x2包括拌和水温和拌和水量;
17、压制环节:压制加工参数x3包括压制压力;
18、发酵环节:发酵加工参数x4包括曲房温度、曲房湿度和品温,发酵后状态为state5为制曲结果等级。
19、进一步的,基于xgboost模型、svr模型或线性回归模型建立所述状态转移预测模型。
20、进一步的,所述建立大曲质量状态转移模型中每相邻两个加工环节之间的状态转移预测模型具体包括:以前一个加工环节的加工后状态和当前加工环节的加工参数作为状态转移预测模型的输入,以当前加工环节加工后的状态作为状态转移预测模型的输出。
21、进一步的,采用shap value模型解释不同加工环节各加工参数的重要性程度。
22、进一步的,所述采用shap value模型解释不同加工环节各加工参数的重要性程度具体包括:shap value模型计算出的加工参数的shap值的绝对值越大,表示该加工参数对加工后的状态影响程度越大,若shap value模型计算出的加工参数的shap值主要为正值,则表示该参数对该环节加工后的状态为正面影响,需要调大该加工参数;若shap value模型计算出的加工参数的shap值主要为负值,则表示该加工参数对输出结果有负面影响,需要调小该参数的取值。
23、进一步的,所述方法还包括:在所述对制曲工艺参数进行预处理包括:状态转移预测模型预测各加工环节的加工后状态之前对加工参数进行预处理,所述预处理具体包括:
24、数据清洗:对异常值和空缺值进行处理,检查制曲工艺参数的一致性;
25、特征变换:对加工参数进行函数变换,改变原始参数的分布;
26、特征离散化:对连续性加工参数进行数值分箱,将其离散化;
27、特征选择:剔除与制曲内在影响链路无关的加工参数,以及在多个相关性高的加工参数中选择与制曲工艺直接关联的加工参数;
28、特征构造:将部分不能直接作为状态转移预测模型输入的加工参数构造成新的加工参数。
29、本发明的有益效果
30、本发明基于制曲的工艺流程,构建大曲质量状态转移模型,得到不同加工环节间影响链路,建立大曲质量状态转移模型中每相邻两个加工环节之间的状态转移预测模型,用状态转移预测模型预测原料在各加工环节加工后的状态;基于原料经过各加工环节加工后的状态,解释不同环节中各加工参数的重要程度;根据不同环节不同加工参数的重要性程度优化各加工参数的取值。沿着不同加工环节间影响链路追溯前续加工环节,评价前续加工环节中的加工参数对后续所有加工环节加工后状态的影响,根据最终的制曲结果和后续每个制曲环节的加工后状态对前续每个加工环节的加工参数进行调控,实现制曲过程全流程的质量追溯管控,能够有效提升制曲质量。
31、本发明将基于shap值的模型可解释性方法,用于指导大曲质量生产的工艺参数调优,易于理解,具有较强的可解释性。
技术特征:
1.基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,包括:
2.根据权利要求1所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,所述构建大曲质量状态转移模型具体包括:按照从原料到大曲发酵完成的工艺流程建立构建大曲质量状态转移模型。
3.根据权利要求2所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,所述大曲质量状态转移模型具体为:
4.根据权利要求3所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,所述原料到大曲发酵完成的工艺流程包括:原料环节、润料环节、粉碎环节、拌和环节、压制环节和发酵环节;
5.根据权利要求3或4所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,基于xgboost模型、svr模型或线性回归模型建立所述状态转移预测模型。
6.根据权利要求5所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,所述建立大曲质量状态转移模型中每相邻两个加工环节之间的状态转移预测模型具体包括:以前一个加工环节的加工后状态和当前加工环节的加工参数作为状态转移预测模型的输入,以当前加工环节加工后的状态作为状态转移预测模型的输出。
7.根据权利要求6所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,所述方法还包括:对所述状态转移预测模型进行训练,采用均方误差评价所述状态转移预测模型训练结果,当所述状态转移预测模型的输出结果与标准结果的均方差小于设定值,所述状态转移预测模型训练合格。
8.根据权利要求1所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,采用shapvalue模型解释不同加工环节各加工参数的重要性程度。
9.根据权利要求8所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,所述采用shapvalue模型解释不同加工环节各加工参数的重要性程度具体包括:shap value模型计算出的加工参数的shap值的绝对值越大,表示该加工参数对加工后的状态影响程度越大,若shapvalue模型计算出的加工参数的shap值主要为正值,则表示该参数对该环节加工后的状态为正面影响,需要调大该加工参数;若若shapvalue模型计算出的加工参数的shap值主要为负值,则表示该加工参数对输出结果有负面影响,需要调小该参数的取值。
10.根据权利要求1所述的基于状态转移模型的制曲工艺参数内在影响链路分析方法,其特征在于,所述方法还包括:在所述对制曲工艺参数进行预处理包括:状态转移预测模型预测各加工环节的加工后状态之前对加工参数进行预处理,所述预处理具体包括:
技术总结
本发明主要涉及制曲工艺技术领域,为了解决目前的大曲制曲研究仅仅从最终的制曲结果考虑各环节的加工参数的调节,忽略了加工参数在各加工环节之间的内在影响,无法准确地分析出影响大曲质量的关键因素的问题,本发明提供一种基于状态转移模型的制曲工艺参数内在影响链路分析方法,构建大曲质量状态转移模型;建立大曲质量状态转移模型中每相邻两个加工环节之间的状态转移预测模型,用状态转移预测模型预测原料在各加工环节加工后的状态;基于原料经过各加工环节加工后的状态,解释不同环节中各加工参数的重要程度;根据不同环节不同加工参数的重要性程度优化各加工参数的取值,提升制曲质量。
技术研发人员:张琦,陈臣,刘勇,陈道科,刘多涛,陈中,李智,罗乙乘,夏开荣,蒋浩,康银娟,刘亭佑,罗钦
受保护的技术使用者:宜宾五粮液股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!