一种综合套裁工艺及其配套设计裕度的铁心截面优化方法与流程
本发明涉及电力变压器铁心设计生产制造领域,尤其涉及一种综合套裁工艺及其配套设计裕度的铁心截面优化方法。
背景技术:
1、变压器铁心是变压器中的重要组成部分,通常由硅钢片叠装而成。铁心的主要作用是作为变压器中的磁路部分,使变压器的电磁感应得以实现。在交变电流的作用下,铁心中会产生自感作用,形成闭合回路,从而起到传递能量的作用。铁心的截面形状和尺寸的设计也需要根据变压器的容量、电压等级和冷却方式等因素进行综合考虑,以确保绕组的安匝分布均匀,提高变压器的电磁性能。
2、变压器铁心截面设计目的在于保证有效截面积以保证铁心工作在合理磁密下进而损耗性能达标。当前针对铁心截面优化设计算法种类也较多,从有效截面积最大为目标的单目标优化算法和综合截面积、铁损及其它因素的多目标优化算法如粒子群算法、遗传算法等也层出不穷。然而此类算法往往是从设计角度出发追求铁心最佳的空载性能或利用率,根据截面设计直径迭代出铁心级宽级厚。但是对于铁心加工厂商接到设计与加工实际相结合时往往会受到产能、损耗、库存等因素干扰,需要考虑铁心套裁工艺库存情况以确认原设计待优化片宽组,发掘铁心与绕组装配设计裕度确认铁心最大形貌尺寸。
技术实现思路
1、针对现有技术的不足,本发明公开了一种综合套裁工艺及其配套设计裕度的铁心截面优化方法。
2、本发明所采用的技术方案如下:
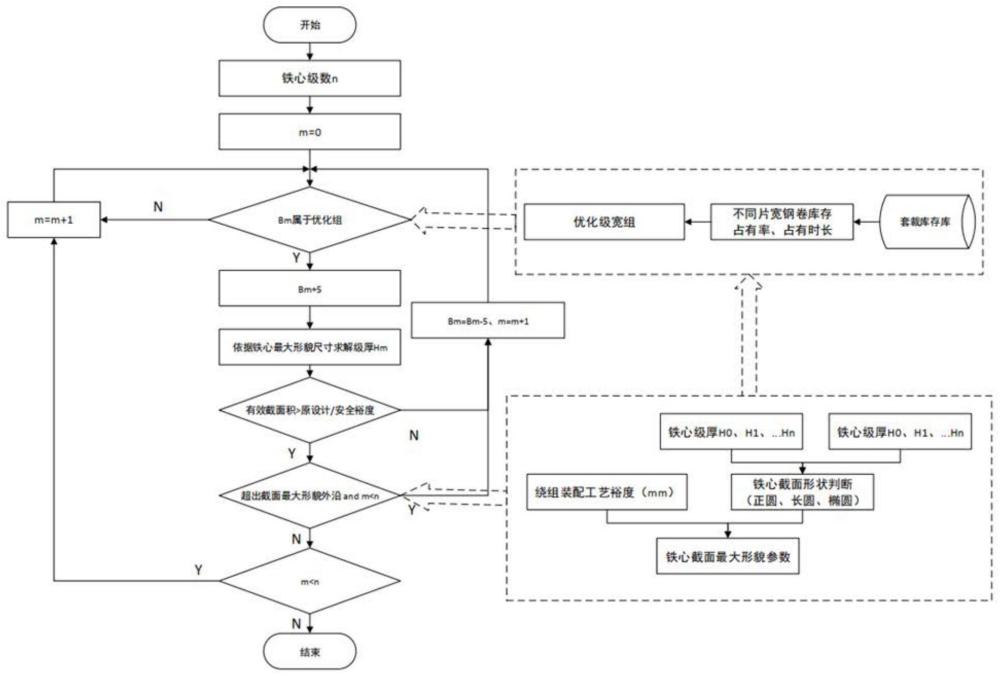
3、一种综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于,包括以下步骤:
4、第一步:收集要求的铁心级宽b0、b1、...bn、铁心级厚h0、h1、...hn及订单数量的数据,与库存进行对比,选出不符合要求片宽的铁心;
5、第二步:依据铁心级宽b0、b1、...bn及铁心级厚h0、h1、...hn,判断铁心截面形貌参数包括铁心直径和形状;
6、第三步:制定铁心与绕组装配余量和绕组装配可占用工艺裕度;
7、第四步:确认设计级数为n级,n级为铁心,m级对应级宽bm及级厚hm,m对应循环级数,初始m=0;
8、第五步:判断bm是否属于优化级宽组子集;
9、第六步:若bm不属于优化级宽组,则m=m+1,返回第五步;
10、第七步:若bm属于优化级宽组,则bm=bm+5,求其级厚hm;
11、第八步:计算有效截面积是否满足预设安全裕度,符合预设安全裕度进入下一步,反之,返回第四步;
12、第九步:判断m级级宽及级厚超出最大形貌尺寸,符合最大形貌尺寸要求,进入下一步,反之,调整bm数值,返回第四步;
13、第十步:判断m<n,输出铁心截面级宽和以及级厚。
14、进一步的,在第一步中,库存对比数据为占有率、占有时长、套裁最大片宽和最小片宽。
15、进一步的,在第二步中,铁心的形状为正圆,或长圆,或椭圆。
16、进一步的,在第三步中,铁心与绕组装配余量范围为1~3mm。
17、进一步的,在第三步中,工艺裕度范围为1~3mm。
18、进一步的,在第八步中,计算有效截面积大于安全裕度,进入第九步。
19、进一步的,在第八步中,计算有效截面积小于或等于安全裕度,改返回数值bm=bm-5、m=m+1重新进入第四步。
20、进一步的,在第九步中,m级级宽及级厚超出最大形貌尺寸,该级片宽不需要更改,进入第十步。
21、进一步的,在第九步中,m级级宽及级厚,其一没有超出最大形貌尺寸返回数值bm=bm-5、m=m+1进入第四步。
22、进一步的,在第十步中,若满足m<n,是返回m=m+1,否则循环结束,输出铁心截面级宽b0、b1…bn以及级厚h0、h1…hn
23、本发明的有益效果如下:
24、1、结合库存情况与设计裕度两方面,选出铁心的级宽及级厚,保证截面利用率的情况下,提高了铁心厂商套裁加工时库存材料利用率。
25、2、优化片宽组中判断依据筛选出的是片宽尾数带5的片宽,在过程中bm+5目的在于将该片宽调整为尾数为0,将可优化的带5片宽优化为尾数为0,由于库存原料,尾数带0便于铁心套裁生产,提高材料整体利用情况。
26、3、第八步判断条件目的在于,判断该级级宽优化是否引起了铁心有效截面积增加或者减少。是意味着该次优化可以使铁心有效截面积增加,可以接受进入下一个循环判断。否意味着铁心截面积减少,这是不允许的,面积减少会导致铁损增加。
27、4、第九步判断的是是否超出最大形貌尺寸。这是干扰优化设计判断的第二个因素最大形貌尺寸,超出最大形貌尺寸意味着铁心和线圈无法装配,不能接受。
28、5、优化后铁心的片宽种类省去较多原设计必要的新开卷料,转为消耗库存,提高整体库存材料流转速度与利用率,降低库存原料。
29、6、铁心截面积增加同时不干扰与绕组装配,其空载损耗性能更佳。
技术特征:
1.一种综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第一步中,库存对比数据为占有率、占有时长、套裁最大片宽和最小片宽。
3.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第二步中,铁心的形状为正圆,或长圆,或椭圆。
4.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第三步中,铁心与绕组装配余量范围为1~3mm。
5.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第三步中,工艺裕度范围为1~3mm。
6.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第八步中,计算有效截面积大于安全裕度,进入第九步。
7.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第八步中,计算有效截面积小于或等于安全裕度,改返回数值bm=bm-5、m=m+1重新进入第四步。
8.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第九步中,m级级宽及级厚超出最大形貌尺寸,该级片宽不需要更改,进入第十步。
9.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第九步中,m级级宽及级厚,其一没有超出最大形貌尺寸,返回数值bm=bm-5、m=m+1进入第四步。
10.根据权利要求1所述的综合套裁工艺及其配套设计裕度的铁心截面优化方法,其特征在于:在第十步中,若满足m<n,是返回m=m+1,否则循环结束,输出铁心截面级宽b0、b1…bn以及级厚h0、h1…hn。
技术总结
本发明一种综合套裁工艺及其配套设计裕度的铁心截面优化方法,其技术方案包括以下步骤:第一步:铁心级宽及订单数量的数据,与库存进行对比,选出不符合要求片宽的铁心;第二步:判断铁心截面形貌参数包括铁心直径和形状;第三步:获取铁心与绕组装配余量,确认绕组装配可占用工艺裕度;第四步:确认设计级数为n级,m级;第五步:判断Bm是否属于优化级宽组子集;第六步:若Bm不属于优化级宽组,则m=m+1,返回第五步;第七步:若Bm属于优化级宽组,则Bm=Bm+5,求其级厚Hm;第八步:计算有效截面积是否满足预设安全裕度;第九步:判断m级级宽及级厚超出最大形貌尺寸;第十步:判断m<n,输出铁心截面级宽和以及级厚,增加有效截面积和安全裕度。
技术研发人员:孙鑫,张迪,周国庆
受保护的技术使用者:无锡普天铁心股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!