关于钛合金成形缺陷检测方法与流程
本发明一般地涉及图像处理领域。更具体地,本发明涉及关于钛合金成形缺陷检测方法。
背景技术:
1、钛合金是一种具有优异力学性能和耐腐蚀性的金属材料,广泛应用于航空航天、汽车、医疗等领域。智能成形方法是指利用先进的技术手段,通过在生产中对材料的监测,及时发现问题并调整工艺,为了提高生产效率,避免造成材料的生产浪费,需要关于钛合金成形缺陷检测方法。
2、目前,授权公告号为cn113190948b的专利文件公开了高回弹钛合金管智能成形方法和系统,该方法通过用户输入工艺问题,通过仿真分析给出建议工艺参数,可实现降低工艺研发阶段实验次数,提升工艺研发效率。然而,上述办法仅涉及了通过仿真分析给出建议工艺参数,降低工艺研发阶段实验次数,并没有实现对生产中的钛合金材料进行监控。当钛合金热成形锻造中的实际生产中钛合金材料出现裂痕时会导致出现生产问题,造成生产效率下降。上述方法虽然能够通过仿真分析给出建议工艺参数,但是在钛合金热成形锻造中的实际生产中出现问题时无法监测。
技术实现思路
1、为解决上述一个或多个技术问题,本发明提出关于钛合金成形缺陷检测方法。为此,本发明在如下的多个方面中提供方案。
2、关于钛合金成形缺陷检测方法,包括以下步骤:更新相机的拍摄参数,按照预设拍摄间隔获取钛合金热毛坯的表面图,所述表面图包括正表面图和侧表面图;根据计算的第一变形速率和计算的第二变形速率计算变形速率差异值,其中,所述变形速率差异值和所述第一变形速率呈正相关,所述变形速率差异值和所述第二变形速率呈负相关;基于海森矩阵获得所述表面图中像素点的曲率值,将所述表面图中最大的像素点的所述曲率值作为所述表面图的最大异常值;基于所述表面图的变形速率差异值和所述最大异常值计算表面异常概率,其中,所述表面异常概率和所述变形速率差异值呈正相关,所述表面异常概率和所述最大异常值呈正相关;响应于所述表面异常概率大于异常阈值,生成并发送报警信号及调整钛合金热毛坯成形工艺的指令;所述计算变形速率差异值包括步骤:对于任意一个所述表面图,基于中值滤波操作对所述表面图去除噪声,并用连通域分析获得所述表面图的面积;分别获取目标表面图中目标正表面图的面积和目标侧表面图的面积,所述目标表面图为除第一次拍摄外任意一次拍摄获得的所述表面图;分别获取前目标表面图中前目标正表面图的面积和前目标侧表面图的面积,所述前目标表面图为与所述目标表面图相邻的前一个所述表面图;将所述目标正表面图的面积和所述前目标正表面图的面积的差值作为所述第一变形速率,将所述目标侧表面图的面积和所述前目标侧表面图的面积的差值作为所述第二变形速率;根据所述第一变形速率和所述第二变形速率计算所述变形速率差异值,所述变形速率差异值满足关系式:
3、,其中,表示第次拍摄获得的表面图的变形速率差异值,表示第次拍摄获得的正表面图的面积,表示第次拍摄获得的正表面图的面积,表示第次拍摄获得的侧表面图的面积,表示第次拍摄获得的侧表面图的面积,表示正表面图,表示侧表面图,表示面积,在变形速率差异值关系式中,,表示本次拍摄,表示前次拍摄,第次拍摄的表面图即为目标表面图,为归一化手段。
4、所述表面异常概率满足关系式:
5、,其中,表示第次拍摄获得的表面图的表面异常概率,表示第次拍摄获得的表面图的变形速率差异值,表示第次拍摄获得的正表面图的最大异常值,表示第次拍摄获得的侧表面图的最大异常值,在表面异常概率关系式中,第次拍摄的表面图即为目标表面图。
6、在一个实施例中,所述更新相机的拍摄参数包括步骤:使用初始拍摄参数的相机获取钛合金热毛坯的初始表面图;计算所述初始表面图中每个像素点的梯度值;构建目标函数,所述目标函数满足关系式:,其中表示目标函数的值,表示初始表面图中像素点的梯度值,表示梯度值阈值,表示初始表面图中所有像素点的梯度值的均值,表示梯度值大于梯度值阈值的像素点的数量。
7、随着拍摄参数的调整,更新所述目标函数的值,直至所述目标函数的值最大,停止更新,获得最优的拍摄参数,即拍摄的所述初始表面图最清晰。
8、在一个实施例中,所述预设拍摄间隔包括:获取机械手在抓取并带动钛合金热毛坯进行往复运动的前端极限位置和后端极限位置;若机械手从前端极限位置移动到后端极限位置或者机械手从后端极限位置移动到前端极限位置,钛合金热毛坯完成一次锻打,获取一次表面图并记录锻锤和锻造台的最大距离;响应于锻锤和锻造台的距离大于所述最大距离,钛合金热毛坯由平放改为竖放以完成钛合金热毛坯的姿态调整,每次姿态调整完成,获取一次表面图;响应于机械手完成旋转90度,获取一次表面图。
9、本发明具有以下技术效果:
10、本发明通过设置最优的拍摄参数,并基于设置的拍摄间隔对钛合金热毛坯的正表面和侧表面进行拍摄,根据计算出每次拍摄对应的变形速率差异值进而计算出表面异常概率,比较预设异常阈值和表面异常概率从而判断在生产过程中钛合金热毛坯是否有裂痕。运用本发明的方法能够及时发现钛合金在锻造成形中产生的表面缺陷问题,以便于及时调整工艺,提高生产效率,减少材料生产时浪费的情况。
技术特征:
1.关于钛合金成形缺陷检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的关于钛合金成形缺陷检测方法,其特征在于,所述更新相机的拍摄参数包括步骤:
3.根据权利要求1所述的关于钛合金成形缺陷检测方法,其特征在于,所述预设拍摄间隔包括:
技术总结
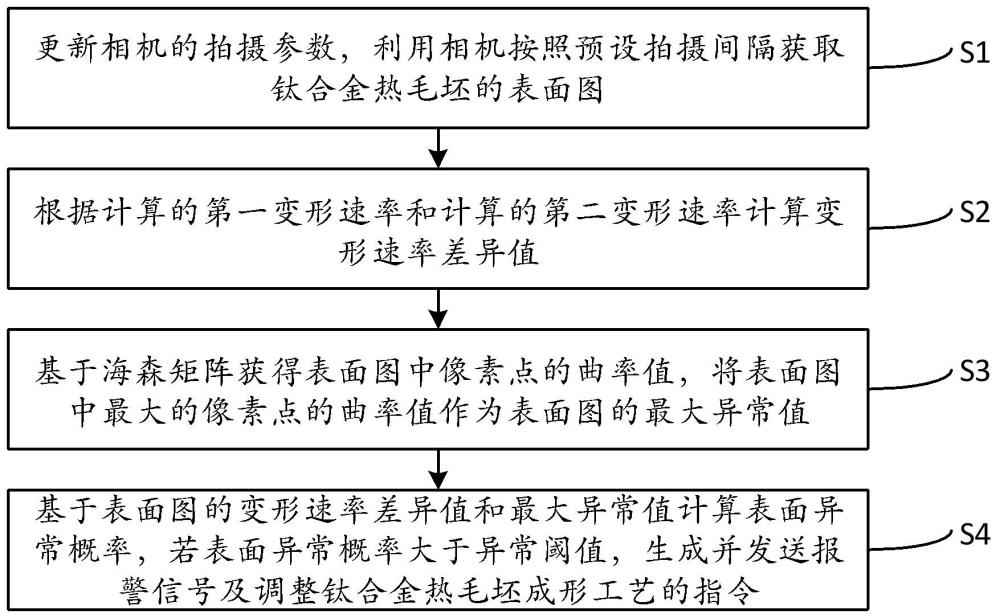
本发明涉及图像处理领域,更具体地,本发明涉及关于钛合金成形缺陷检测方法。所述方法包括:更新相机的拍摄参数,利用相机按照预设拍摄间隔获取钛合金热毛坯的表面图;根据计算的第一变形速率和计算的第二变形速率计算变形速率差异值;基于海森矩阵获得表面图中像素点的曲率值,将表面图中最大的像素点的曲率值作为表面图的最大异常值;基于表面图的变形速率差异值和最大异常值计算表面异常概率,若表面异常概率大于异常阈值,生成并发送报警信号及调整钛合金热毛坯成形工艺的指令。通过本发明的技术方案,能够减少材料生产时浪费的情况,提高生产效率。
技术研发人员:来碑琳
受保护的技术使用者:宝鸡钛莱康高新金属材料有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!