一种焊材定额智能预估方法与流程
本发明涉及船舶智能制造,尤其涉及一种焊材定额智能预估方法。
背景技术:
1、近年来船舶行业持续低迷,受汇率、原材料涨价、人工成本上升等影响,企业成本逐年加大,提高企业核心竞争力的首要任务是降本增效。
2、目前,大部分船企主要根据经验(甚至仅依据分段重量)来预估焊材消耗数量,然后再根据各个生产部门的焊材定额系数估算其焊材用量。各生产部门的焊材定额系数是根据以往的经验设定的,再根据不同的船型进行修正。每个船厂焊材消耗的理论物量和实际物量存在很大的差距,并且各自具有自己的特点,因此现有方法存在焊材定额预估准确率低、合理性差,经常出现焊材定额数量少,会影响船舶建造周期;焊材定额数量多,又会增加仓库储存、船舶建造成本等问题。
技术实现思路
1、有鉴于此,本发明提供了一种焊材定额智能预估方法,通过对船体结构分段内、总组、搭载、全船焊缝进行长度计算与属性定义,生成报表,根据生成的报表可以计算出符合实际消耗需求的焊材消耗量和焊材定额,可以根据船舶建造各阶段的特点,合理的制定焊材实际消耗定额,降低焊材消耗,提高经济效益。
2、一种焊材定额智能预估方法,具体包括以下步骤:
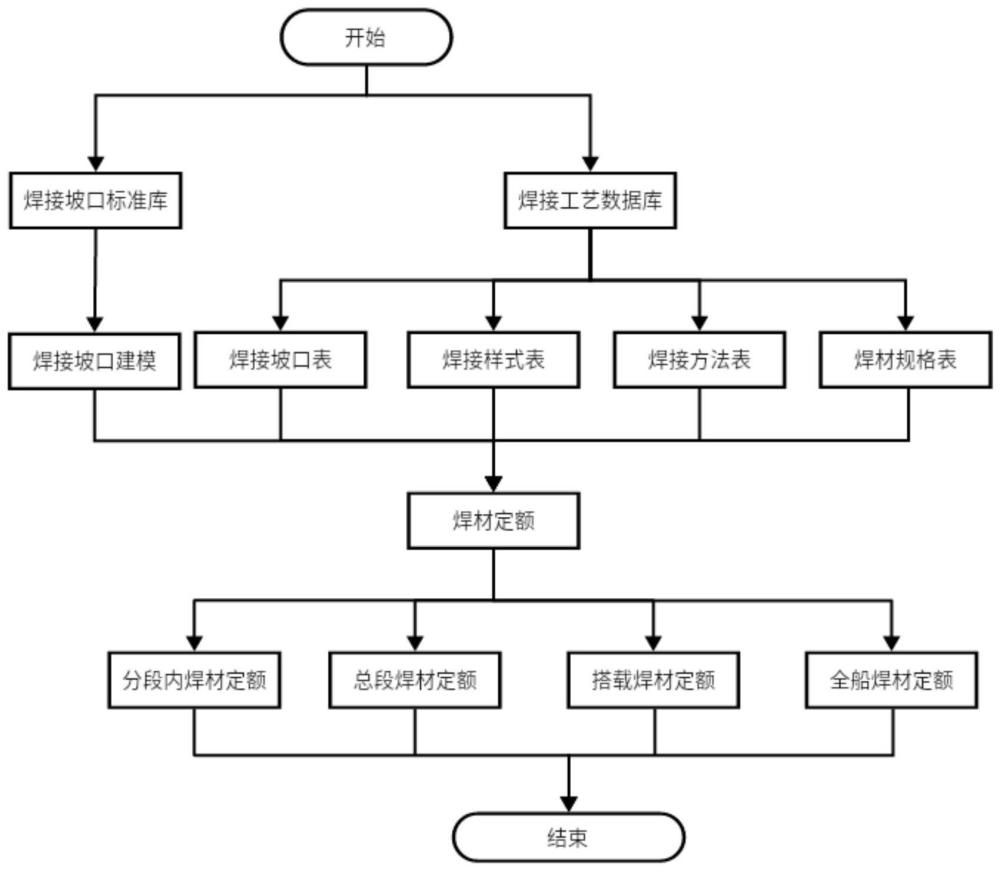
3、s1,构建焊接坡口标准库和焊接工艺数据库;
4、所述焊接坡口标准库用于存储船舶各个建造阶段的焊接坡口信息,每条焊接坡口信息均对应有其各自唯一的坡口代码;
5、所述焊接工艺数据库用于存储焊接工艺基础数据表,包括焊接坡口代码表、焊接样式表、焊接方法表和焊材规格表;
6、s2,根据待焊接焊缝的坡口代码按照设定规则遍历各个焊接工艺基础数据表中的数据,自动查找获取得到所需的焊接方法、焊接材料和焊接熔敷系数;
7、s3,利用待焊接焊缝的焊接坡口信息计算出焊缝坡口理论横截面积,再利用焊缝坡口理论横截面积、焊接熔敷系数、焊材定额截面系数和使用系数计算所需焊接材料的需求量。
8、优选地,步骤s2中根据待焊接焊缝的坡口代码按照设定规则遍历各个焊接工艺基础数据表中的数据的具体步骤为:
9、根据待焊接焊缝的坡口代码从焊接坡口代码表中查找到与该坡口代码相对应的焊接方法,获取该焊接方法的焊接方法代号:
10、根据获取到的焊接方法代号从焊接方法表中查找到该焊接方法的焊接熔敷系数和所用的焊材规格,获取焊材规格代号;
11、根据获取到的焊材规格代号从焊材规格表中查找到对应的焊接材料。
12、优选地,所述焊接坡口代码表中统计有坡口代码、焊接方法代号、焊接位置、接头形式、板厚范围、板厚差和焊材定额截面系数θ;
13、所述焊接方法表中统计有焊接方法代号、焊接方法名称、焊接熔敷系数、焊材规格代号;
14、所述焊接样式表中统计有焊接方法代号、焊接方法名称、焊缝数量;
15、所述焊材规格表中统计有焊接方法、焊材规格代号、焊材名称、焊材用料占比。
16、优选地,所述步骤s2中自动查找获取得到的焊接材料包括焊丝、焊剂、衬垫、焊缝填充物、碳棒。
17、优选地,船舶建造阶段包括分段建造阶段、总段建造阶段、搭载阶段和全船建造阶段。
18、优选地,所述焊接坡口信息包括坡口间隙、焊接收缩补偿值、坡口留根、坡口朝向、坡口角度及板厚差过渡削斜长度。
19、优选地,所述焊缝包括对接焊缝和角接焊缝,
20、当待焊接焊缝为对接焊缝时,焊缝坡口理论横截面积a的计算公式为:
21、a=h1*(tan(angle[2])+(tan(angle[3]))*h1/2+h0*(tan(angle[0])+(tan(angle[1]))*h0/2+gap*2*t
22、其中,t=min(t0,t1),t0和t1分别为形成对接焊缝的两个对接钢板的厚度,angle[0]/angle[1]为反面坡口角度,h0为反面坡口高度,angle[2]/angle[3]为正面坡口角度,h1为正面坡口高度,gap为坡口间隙和焊接收缩补偿累计和;
23、当待焊接焊缝为角接焊缝时,角焊缝理论横截面积a的计算公式为:a=(k×k)/2,k为焊脚高度;若角接焊缝有焊接坡口,则采用对接焊缝坡口理论横截面积a的计算公式。
24、优选地,所述所需焊接材料的需求量w的计算公式为:
25、
26、其中,a为焊缝坡口的理论横截面积,ρ为密度,l为待焊接焊缝的长度,θ为焊材定额截面系数,η为焊接熔敷系数,为焊材定额使用系数。
27、优选地,所述焊材定额截面系数θ的计算公式为:
28、当形成对接焊缝的对接钢板厚度为0-25mm,并采用co2气体保护焊进行焊接时,焊材定额截面系数θ为1.15-1.21;
29、当形成对接焊缝的对接钢板厚度大于25mm,并采用co2气体保护焊进行焊接时,焊材定额截面系数θ为1.0-1.25;
30、当形成角焊缝的角接钢板厚度为0-15mm,并采用co2气体保护焊进行焊接时,焊材定额截面系数θ为2.2-3.3;
31、当形成角焊缝的角接钢板厚度为15-25mm,并采用co2气体保护焊进行焊接时,焊材定额截面系数θ为1.15-3.2;
32、当形成角焊缝的角接钢板厚度大于25mm,并采用co2气体保护焊进行焊接时,焊材定额截面系数θ为1.0-1.28;
33、当形成对接焊缝的对接钢板厚度为0-25mm,并采用埋弧自动焊进行焊接时,焊材定额截面系数θ为2.1-3.3;
34、当形成对接焊缝的对接钢板厚度大于25mm,并采用埋弧自动焊进行焊接时,焊材定额截面系数θ为1.0-2.5;
35、当形成对接焊缝的对接钢板厚度为0-20mm,并进行平面分段流水线焊接时,焊材定额截面系数θ为3.2-4.2;
36、当形成对接焊缝的对接钢板厚度大于20mm,并进行平面分段流水线焊接时,焊材定额截面系数θ为2.4-3.5。
37、优选地,当采用co2气体保护焊进行焊接时,使用系数为1.4-2.5;
38、当采用平面分段流水线焊接时,使用系数为1.1-1.3;
39、当采用埋弧自动焊进行焊接时,使用系数为1.01-2.15;
40、当采用seg焊接时,使用系数为1.65-2.55。
41、本发明的有益效果是:
42、1、本发明通过充分考虑影响焊材定额计算准确性的合理因素,采用焊接计划动态控制,可以针对不同船厂的焊材定额消耗情况快速便捷的统计出分段内、分段间及全船等各个建造阶段的焊材定额。
43、2、在计算焊材定额的过程中,考虑了焊材定额截面系数,极大地提高了焊材定额的计算准确性,能够为船厂制造部门提供精确的与实际消耗定额最接近的焊材消耗情况,避免因焊材定额数量少影响船舶建造周期,对企业的焊接质量管理的提高和焊接成本的控制具有实际意义。
技术特征:
1.一种焊材定额智能预估方法,其特征在于,具体包括以下步骤:
2.根据权利要求1所述的焊材定额智能预估方法,其特征在于,步骤s2中根据待焊接焊缝的坡口代码按照设定规则遍历各个焊接工艺基础数据表中的数据的具体步骤为:
3.根据权利要求1或2所述的焊材定额智能预估方法,其特征在于,所述焊接坡口代码表中统计有坡口代码、焊接方法代号、焊接位置、接头形式、板厚范围、板厚差和焊材定额截面系数θ;
4.根据权利要求1所述的焊材定额智能预估方法,其特征在于,所述步骤s2中自动查找获取得到的焊接材料包括焊丝、焊剂、衬垫、焊缝填充物、碳棒。
5.根据权利要求1所述的焊材定额智能预估方法,其特征在于,船舶建造阶段包括分段建造阶段、总段建造阶段、搭载阶段和全船建造阶段。
6.根据权利要求1所述的焊材定额智能预估方法,其特征在于,所述焊接坡口信息包括坡口间隙、焊接收缩补偿值、坡口留根、坡口朝向、坡口角度及板厚差过渡削斜长度。
7.根据权利要求1所述的焊材定额智能预估方法,其特征在于,所述焊缝包括对接焊缝和角接焊缝,
8.根据权利要求1所述的焊材定额智能预估方法,其特征在于,所述所需焊接材料的需求量w的计算公式为:
9.根据权利要求8所述的焊材定额智能预估方法,其特征在于,所述焊材定额截面系数θ的计算公式为:
10.根据权利要求1所述的焊材定额智能预估方法,其特征在于,当采用co2气体保护焊进行焊接时,使用系数φ为1.4-2.5;
技术总结
本发明公开了一种焊材定额智能预估方法,包括以下步骤:构建焊接坡口标准库和焊接工艺数据库;根据待焊接焊缝的坡口代码按照设定规则遍历焊接工艺数据库中各个焊接工艺基础数据表的数据,自动查找获取得到所需的焊接材料和焊接熔敷系数;利用待焊接焊缝的焊接坡口信息计算出焊缝坡口理论横截面积,再利用焊缝坡口理论横截面积、焊接熔敷系数、焊材定额截面系数和使用系数计算所需焊接材料的需求量。本发明通过充分考虑影响焊材定额计算准确性的合理因素,采用焊接计划动态控制,可以针对不同船厂的焊材定额消耗情况快速便捷的统计出分段内、分段间及全船等各个建造阶段的焊材定额。
技术研发人员:王克强,刘阳,张伟,杨军,刘磊,李连阳,姬佩洁,许承熙
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!